А – стадия формирования слоя меди на оправке; б – стадия соединения сформированного слоя меди со стержнем и отделения его с оправки
Сформированный слой, 2 – оправка, 3 – стержень
Рисунок 3.18 – Стадии формирования сложнофасонного ЭИ
2) при формировании сложнофасонного ЭИ на неметаллической оправке необходимо:
- формирование микроэлементов на неметаллической оправке;
- нанесение токопроводящего слоя на оправку ионно-плазменным методом;
- нанесение на токопроводящий слой разделительного слоя (масло);
- нанесение слоя меди на токопроводящий слой;
- припаивание к нанесенному слою электрододержателя и последующее отделение нанесенного слоя от оправки механически.
Методика получения микроэлементов методом электроэрозионного микроформообразования
При МЭЭО электродами-инструментами с микроэлементами на рабочей части заданной формы возникают трудности в закреплении заготовки и ЭИ, поэтому целесообразным является составлении методики получения микроэлементов с помощью электроэрозионной обработки.
Цель, объект и средства исследования.
Цель: получение микроэлементов заданной формы методом МЭЭО.
Объект исследования: микроэлемент, полученный на поверхности детали.
Средства исследования:
1) механизм перемещения электрода-инструмента (МП);
2) широкодиапазонный генератор импульсов (ШГИ);
3) электроэрозионная ячейка (ЭЭЯ);
4) оптический микроскоп с микронной индикацией;
5) секундомер (С);
6) фотоаппарат (Ф).
Блок-схема оборудования для осуществления опыта представлена на рисунке 3.19.
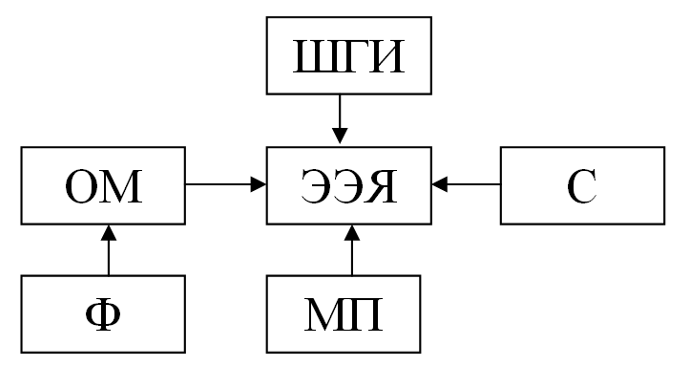
Рисунок 3.19 – Блок-схема оборудования для осуществления эксперимента
Блок-схема состоит из электроэрозионной ячейки (ЭЭЯ), к которой через широкодиапазонный генератор импульсов (ШГИ) подведено напряжения. Процесс электроэрозионного формообразования контролируется с помощью оптического микроскопа (ОМ) и фиксируется на фотоаппарат (Ф). Перемещения электрода-инструмента осуществляется механизмом перемещения (МП). Время процесса регистрируется секундомером (С).
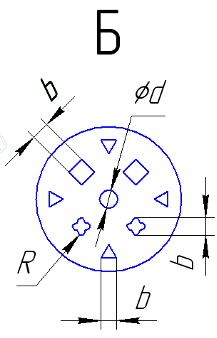
Формирование микроэлементов на поверхности заготовки осуществлялось по схеме, представленной на рисунке 3.20, где показан ЭИ, закрепленный на втулке 1, которая крепится к приводу станка с подведенным к нему отрицательным зарядом от источника питания с ШГИ. Рабочая часть 3 электрода-инструмента имеет на своей поверхности элементы размерами “b”, “d”, “R” менее 1 мм.
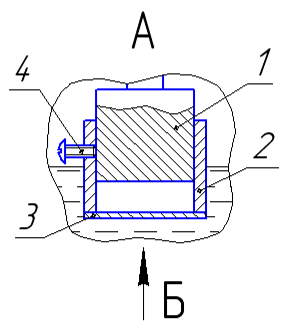

1 – втулка; 2 – трубка; 3 – рабочая часть ЭИ; 4 – винт; 5 – заготовка; 6 – цанга;
7 –направляющая втулка; 8 – гайка; 9 – плита для крепления цангового патрона;
Дата добавления: 2022-05-27; просмотров: 220;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
