Основы технологии порошковой металлургии.
Принципиально технологическая схема производства порошковых материалов включает следующие этапы:
· Получение порошков металлов;
· Приготовление смеси порошков требуемого состава;
· Прессование заготовок из смеси порошков;
· Упрочнение заготовок путем спекания в защитно-восстановительной атмосфере ниже температуры плавления основного металла.
· Дополнительная обработка (допрессовка, термическая обработка и др.)
Преимуществами производства порошковых сплавов методами порошковой металлургии являются получение изделий с особыми свойствами, недостижимыми другими методами изготовления, значительная экономия металла, сокращение механической обработки и др.
Получение, порошков. Наибольшее промышленное применение получили методы изготовления порошков восстановлением окислов, электролизом, размолом в шаровых и вихревых мельницах и распылением. Восстановление окислов является одним из наиболее распространенных методов и применяется для изготовления порошков железа, тугоплавких металлов (вольфрам, молибден и др.), легированных сталей. В качестве исходного материала используются непосредственно руды, отходы металлургического производства (окалина),а восстановителями служат водород и окись углерода. Восстановление металлов из окислов идет по реакциям
MeO + H2 = Me + H2O; MeO + CO =Me + CO
Схема получения порошков железа методом восстановления представлена на рис. 124.
На первом этапе получают губчатое пористое железо. Исходная железная руда подвергается сушке и очистке методом магнитной сепарации. Восстановитель, в качестве которого используют смесь кокса и известняка, проходит сушку, дробление и рассев.
Руду и восстановитель загружают в керамические трубы несмешивающиеся слоями. Трубы помещают в туннельные печи и проводят восстановительный отжиг при температуре 12000 С. Полученное губчатое железо дробят, подвергают магнитной сепарации, измельчению и рассеву.
Порошок отжигают в среде водорода при 800…9000С в печах с ленточным конвейером.
Такой метод восстановления руды и получения железного порошка наиболее распространен в Швеции (фирма «Hoganas АВ»).
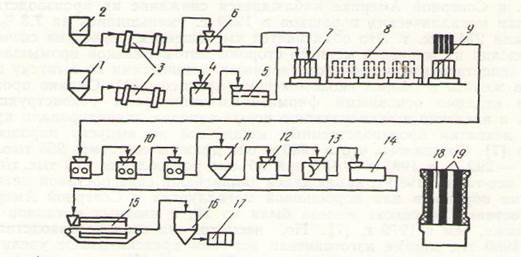
Рис. 124. Аппаратурно –технологическая схема получения железа методом восстановления:
1-смесь для восстановления; 2-железная руда; 3-сушка; 4-дробление; 5-рассев; 6-магнитная сепарация; 7-загрузка в керамические трубы; 8-восстановление в тунельных печах;9-выгрузка; 10-грубое дробление;11-бункер для хранения; 12-дробление; 13-магнитная сепарация; 14- измельчение и рассев; 15-отжиг в печи с ленточным конвейером; 16 усреднение; 17-автоматическое взвешивание и упаковка; 18-железная руда; 19-восстановительная смесь.
В основе процесса получения порошков металла методом электролиза лежит разложение водных растворов металлических соединений и расплавленных солей при пропускании постоянного тока. Металл осаждается на катоде в виде твердых хрупких осадков (железо) или рыхлых осадков : (медь,никель); твердые осадки подвергаются размолу в порошок.
Значительное распространение имеет механическое измельчение в различного рода мельницах. В качестве сырья для размола используется отходы производства – стружка, обрезки и т.п. Высокопроизводительным способом получения порошков металлов является распыление струи расплавленного металла с помощью воздуха, инертных газов, пара и воды. Размер частиц порошков металлов изменяется от долей микрон до 0,5 мм.
Схема получения порошков железа распылением водой представлена на рис. 125.
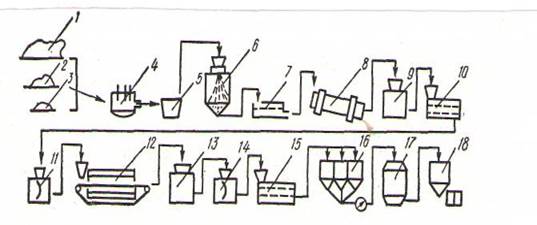
Рис. 125. Аппаратурно-технологическая схема получения порошков железа и сплавов на его основе распылением водой.
1-скрап, чушковый чугун; 2-легирующие материалы; 3-известняк, флюорит; 4-электричекая печь; 5-разливочная емкость; 6-камера распыления; 7-обезвоживание; 8-сушка; 9-дробление; 10-классификация; 11-магнитная сепарация; 12-восстановительная конвейерная печь; 13-дробление; 14-магнитная сепарация; 15-классификация; 16-взвешивающее устройство; 17-смеситель; 18-упаковка.
Исходным материалом является расплав, который приготавливают в электрической печи. Распыляющей средой служит вода, подаваемая под давлением ( 2,9…9,8)Х 106Па. Производительность распыления равна 15..20 тонн/час расплава, расход воды 200 м3/час.
Полученные порошки с частицами неправильной формы подвергаются обезвоживанию, сушке, дроблению, рассеву и магнитной сепарации.
Далее проводится дополнительный восстановительный отжиг в водороде, дробление, магнитная сепарация, рассев.
Способ распыления водой позволяет получать порошки железа с содержанием кислорода и водорода до 0,02% (после отжига), а также порошки легированных сталей.
Прессование порошков. Исходные порошки подвергаются прессованию в более или менее прочные брикеты, форма и размеры которых совпадают с готовыми изделиями. В случае необходимости производится рассев порошка по размерам частиц и смешивание порошков. прессование производиться в прессформах на гидравлических или механических прессах.
Производительность на автоматических прессах составляет 20.. .30 брикетов в минуту. При прессовании происходит уплотнение порошка вследствие перемещения частиц относительно друг друга и заполнения пор, а затем путем деформации частиц порошка. Прочность спрессованных брикетов незначительная. Для повышения прочности брикеты подвергают термической обработке - спеканию. Используются и другие способы деформирования, например, прокатка в валках стана. Участок для прокатки порошков представлен на рис. 126.
Рис. 126. Участок порошка прокатки порошков металлургического завода.
Спекание брикетов. Спекание проводится при температурах ниже температуры плавления металла (Тсп=0,80...0,85Тпл) в защитно-восстановительной атмосфере (водород, аргон, вакуум и др.). Спрессованные пористые тела имеют развитую поверхность и характеризуются большой величиной свободной энергии, т.е. находятся в термодинамически неустойчивом состоянии. При спекании происходит ряд физических и химических процессов и система переходит в более устойчивое состояние с меньшей величиной свободной энергии.
Частицы порошка покрыты пленкой окислов и поверхность контакта между частицами небольшая. При нагреве окисные пленки на поверхности частиц восстанавливаются и образуется металлический контакт между частицами. С повышением температуры развиваются процессы рекристаллизации деформированных частиц (образование новых неискаженных зерен) и собирательной рекристаллизации (рост зерен), увеличивается подвижность атомов и происходит уменьшение пор вследствие объемного течения металла частиц. При этом размеры брикета, как правило, уменьшаются (усадка). В результате всех этих процессов брикеты упрочняются.
Участок спекания листов, прокатанных из порошков, приведен на Рис. 127.

Рис. 127. Участок спекания пористых листов металлургического завода.
Спеченные изделия в ряде случаев подвергаются дополнительной обработке: повторному прессованию, термической обработке, пропитке смазкой и др. В результате происходит повышение физико-механических свойств изделий.
Дата добавления: 2020-10-25; просмотров: 305;
Поиск по сайту
Узнать еще
- CALS-технологии в автоматизированном производстве
- D. ОСНОВЫ МЕДИЦИНСКОЙ МИКОЛОГИИ
- II. Методологические основы педагогики.
- II. Основые приемы освоения духовых
- III.Акустические основы настройки музыкальных инструментов
- Money Management - основы управления капиталом
- VI. ОСНОВЫ ЭКОЛОГИЧЕСКОЙ МИКРОБИОЛОГИИ
- А. Основы организации неживой природы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
