Разъемные и не разъёмные соединения
I. Разъемные соединения: Изображение и обозначение резьбы, соединений на резьбе, изображение и обозначение крепежных деталей – болтов, винтов, шпилек, гаек, шайб, шплинтов.
Общие сведения о резьбе. Терминология. Резьба образуется при винтовом перемещении некоторой плоской фигуры, задающей так называемый профиль резьбы (рис. 1), расположенной в одной плоскости с осью поверхности вращения (осью резьбы) — цилиндрической, конической, по которой профиль совершает свое движение.
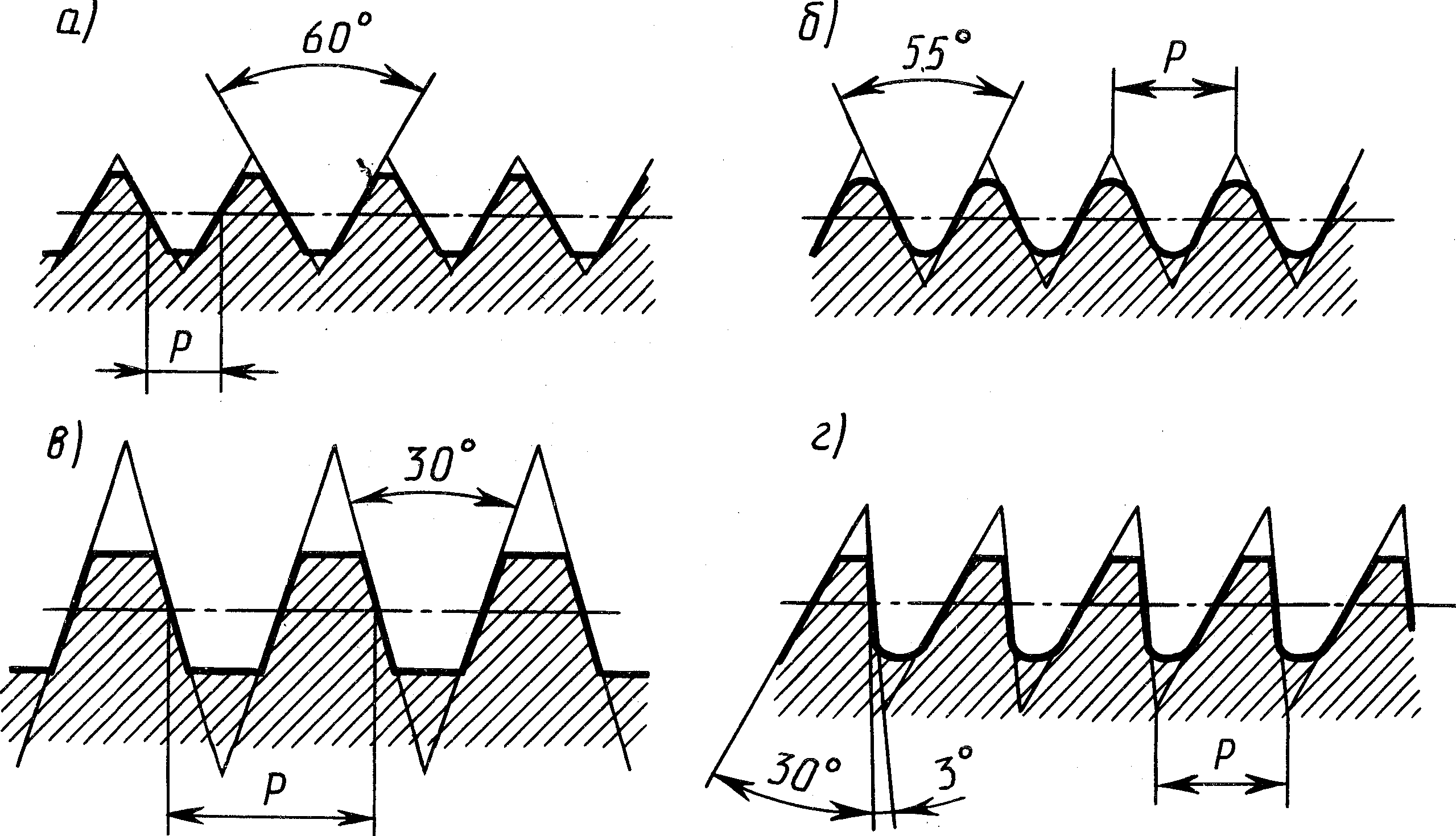
Рис.1
Часть резьбы, образованную при одном повороте профиля вокруг оси, называют витком. При этом все точки производящего профиля перемещаются параллельно оси на одну и ту же величину, называемую ходом резьбы. Резьбу, образованную движением одного профиля, называют однозаходной. Резьбу, образованную движением двух, трех одинаковых профилей и более называют многозаходной. Шагом резьбы Р называют расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном от резьбы. Очевидно, у однозаходной резьбы ход равен шагу (рис. 2,а). У многозаходной резьбы ход равен шагу, умноженному на число ходов (рис. 2,б).
Винтовая линия бывает правой и левой, поэтому резьба образуется правой или левой. Если ось резьбы расположить вертикально перед наблюдателем, то у правой резьбы видимые витки поднимаются слева направо (рис. 2,а), а у левой — справа налево (рис. 2,б). Так как применяется преимущественно правая резьба, то на чертеже оговаривают левую, добавляя к обозначению резьбы LH согласно ГОСТ 8724—81 «Резьба метрическая, диаметры и шаги».
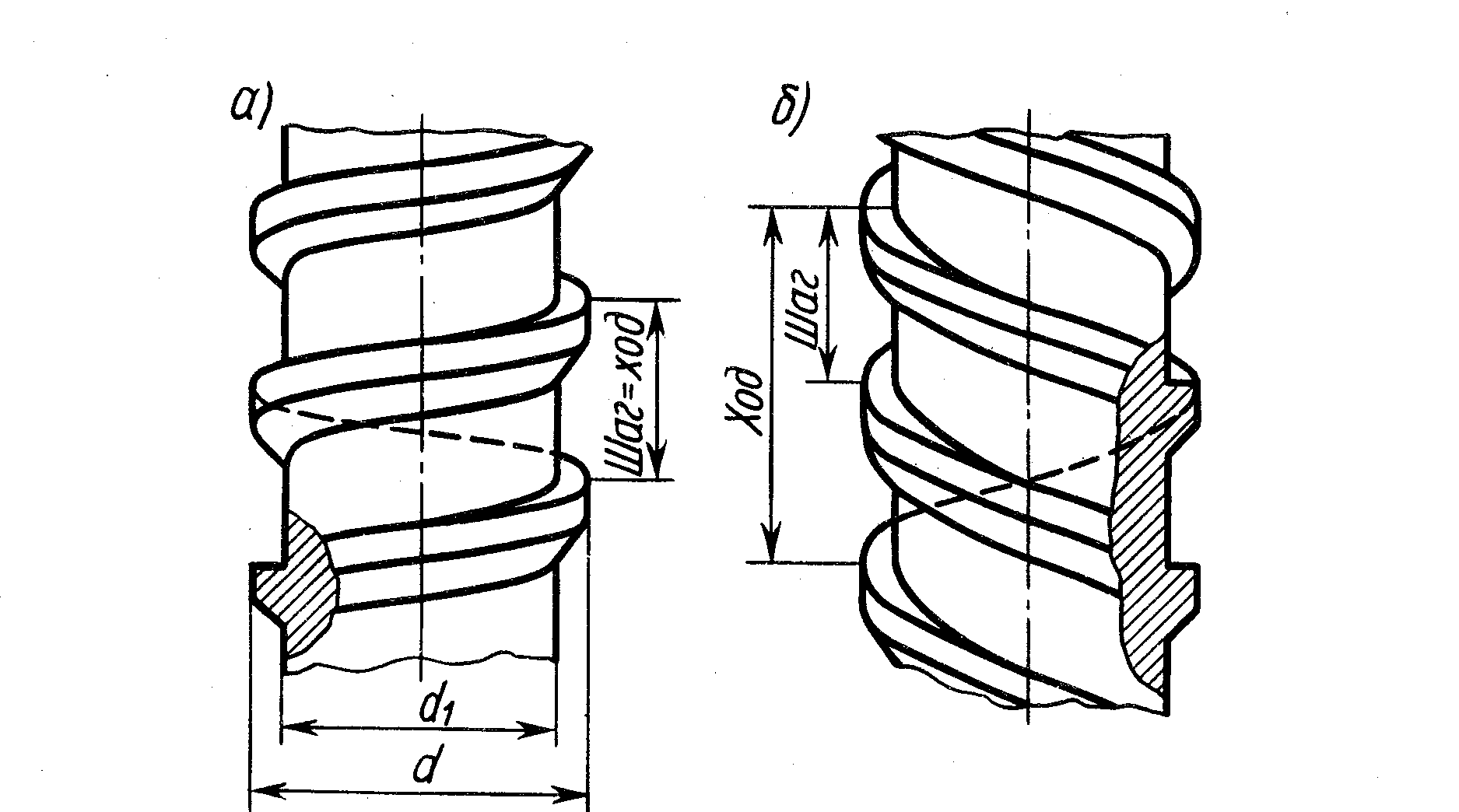
Рис.2
Резьбу изготовляют или режущим инструментом с удалением слоя материала, или накаткой путем выдавливания. При выводе инструмента из материала резьба как бы сходит на нет, образуя так называемый сбег резьбы. Длиной резьбы называют длину участка поверхности, на которой образована резьба, включая сбег резьбы и фаску. Как правило, на чертежах указывают только длину резьбы с полным профилем (рис. 3, а): Если резьбу выполняют до некоторой поверхности, не позволяющей перемещать резьбо - образующий инструмент до упора к ней, то образуется так называемый недовод резьбы (рис. 3, б). Сбег плюс недовод образуют так называемый недорез резьбы.
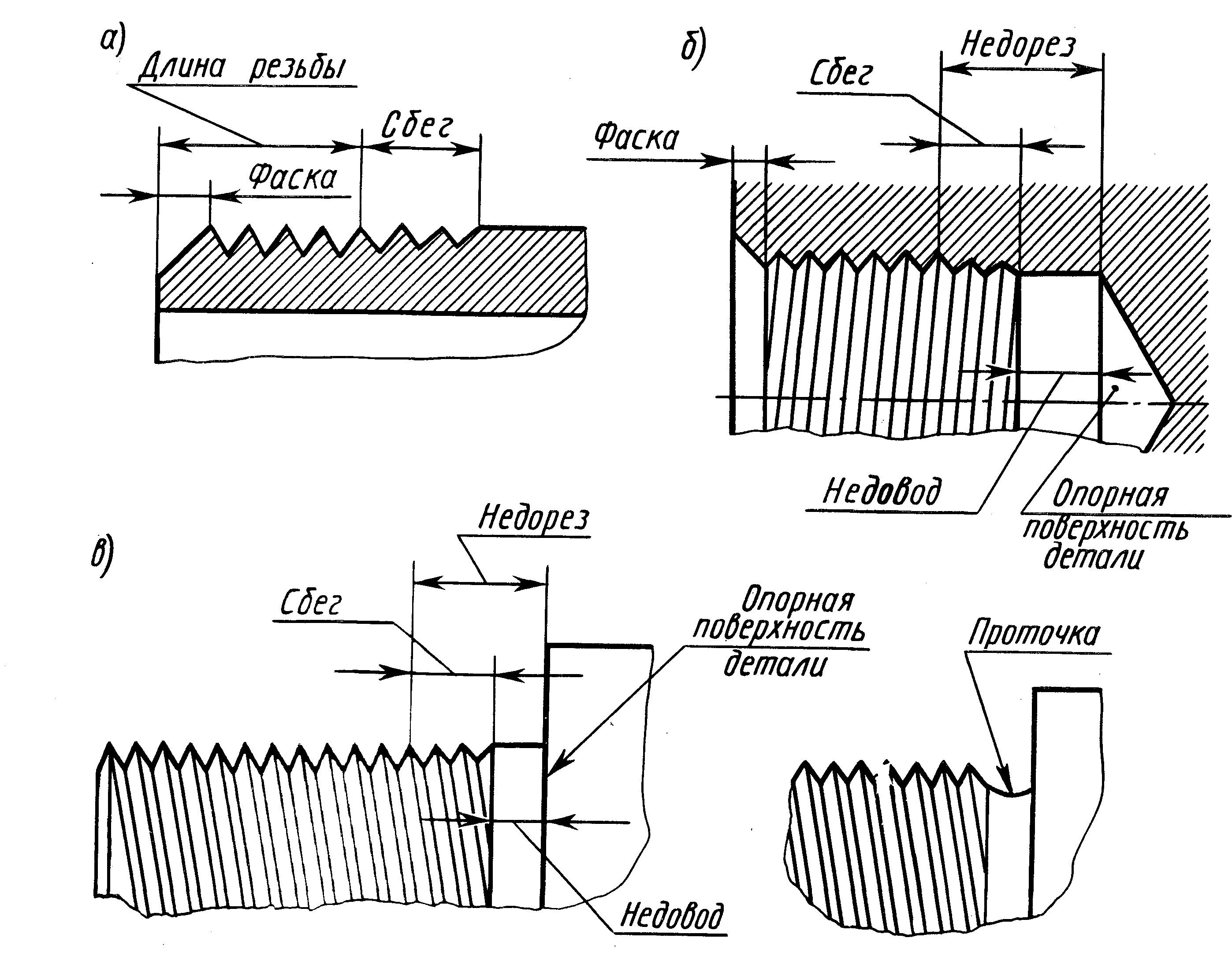
Рис.3
Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбо – образующего инструмента делается проточка. Диаметр проточки для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы, а для внутренней резьбы – немного больше наружного диаметра резьбы (рис. 27,в). Надо хорошо запомнить эти понятия (более подробные сведения можно найти в ГОСТе 11708 – 82. «Резьбы. Основные определения»).
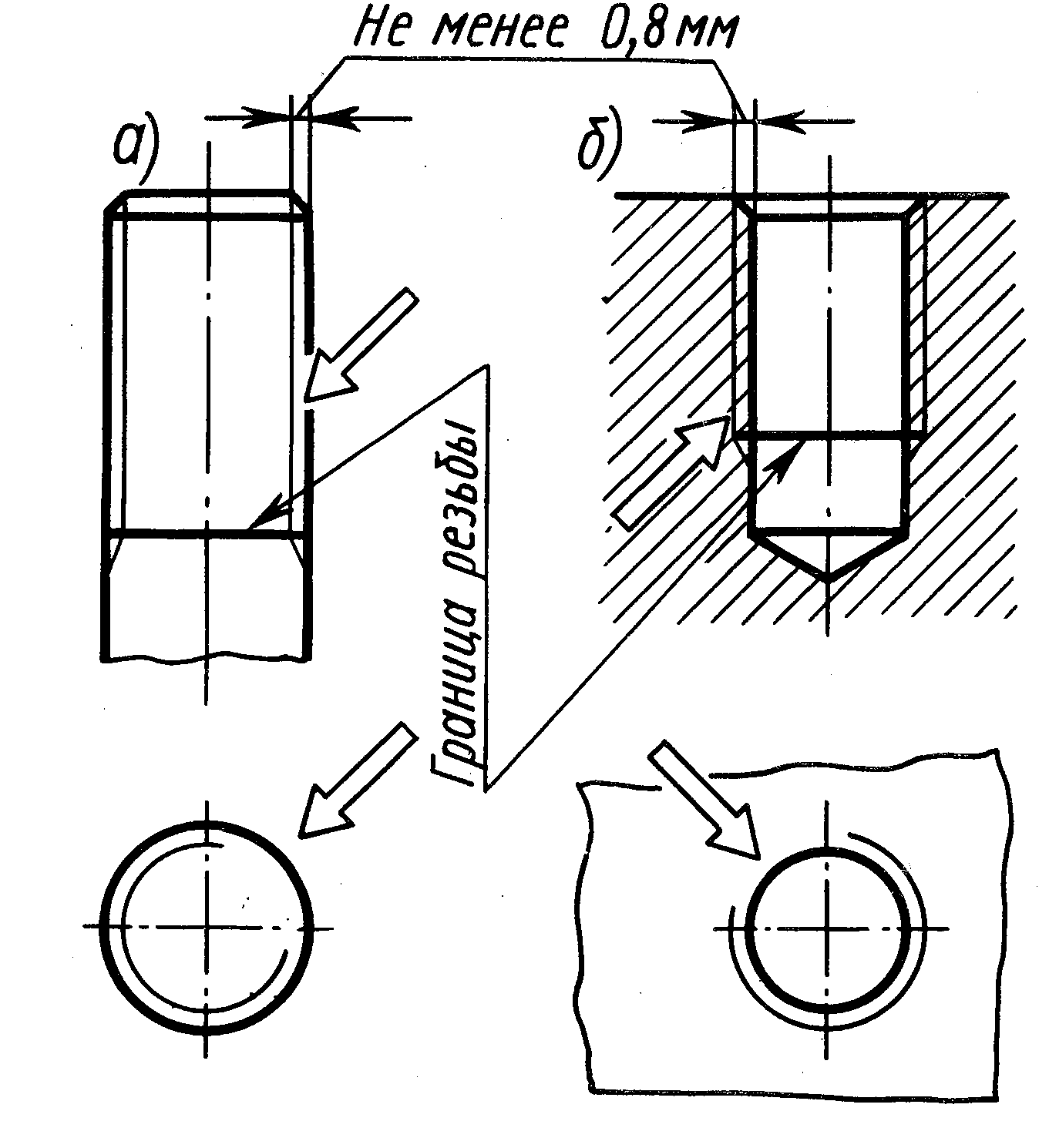
Изображения резьбы. Построение точного изображения витков резьбы требует большой затраты времени, поэтому оно применяется в редких случаях. Как правило, на чертежах резьбу изображают условно, независимо от профиля резьбы, а именно: резьбу на стержне – сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими по внутреннему на всю длину резьбы, включая фаску (рис. 4,а). На видах, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, приблизительно равную 3/4 окружности и разомкнутую в любом месте. На изображениях резьбы в отверстии сплошные основные и сплошные тонкие линии как бы меняются местами (рис. 4, б).
Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси стержня или отверстия, не изображают (рис. 4). Границу резьбы на стержне и в отверстии проводят в конце полного профиля резьбы, до сбега, основной линией (или штриховой, если резьба изображена как невидимая), которую проводят до линий наружного диаметра резьбы (рис. 4). Расстояние между линиями, изображающими наружный и внутренний диаметры резьбы, согласно ГОСТ 2.303—68 (СТ СЭВ 1178—78), не должно быть менее 0,8 мм и не более шага резьбы. Сбег резьбы изображается тонкой линией, проводимой примерно под углом 30° к оси резьбы (рис. 4). Сбег резьбы на производственных чертежах показывают относительно редко. На учебных чертежах изображать сбег не нужно, кроме чертежей шпилек, на которых сбег резьбы надо показать (рис. 11).
|
|
| Рис. 4 | Рис.5 |
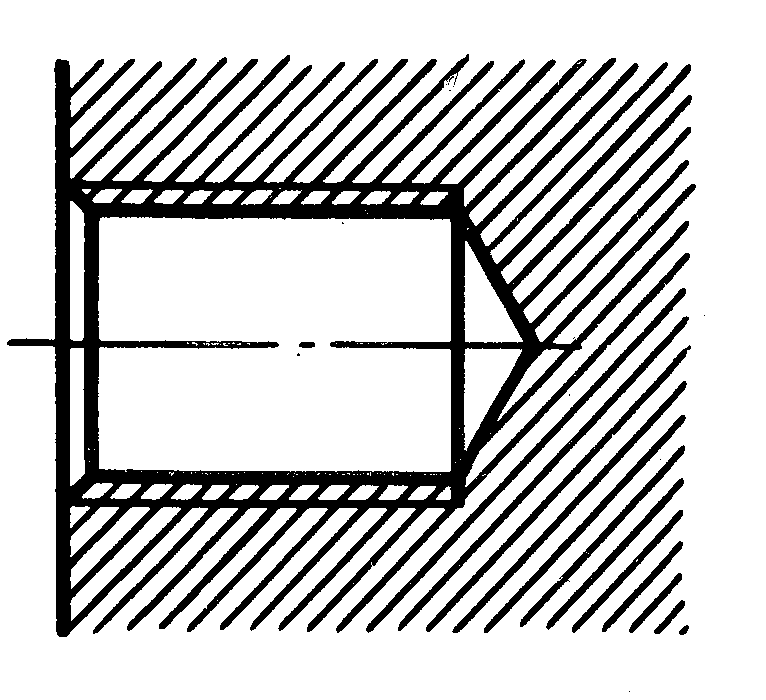
На чертежах, по которым резьбу не выполняют, резьбу в глухом резьбовом отверстии (гнезде) допускается условно изображать, как показано на рис. 5.
Следует твердо запомнить правило: в резьбовых соединениях, изображенных в разрезе, резьба стержня закрывает резьбу отверстия (рис. 6, а,б). Обратить внимание на то, что на разрезах штриховка доводится до сплошных основных линий. Более подробные сведения об изображении резьбы см. в ГОСТ 2.311—68 (СТ СЭВ 284— 76).
Обозначение резьбы. Стандартные резьбы подразделяют на резьбы общего назначения и специальные. В свою очередь, резьбы общего назначения подразделяют на крепежные (см. рис. 1, а,б) и ходовые (кинематические, см. рис. 1, в,г). К специальным резьбам относят, например, резьбу круглую для цоколей и патронов электроламп, резьбу круглую для санитарно-технической арматуры и др. Специальные резьбы в курсе черчения не рассматривают.
В табл. 1 приведены условные обозначения резьб общего назначения по ГОСТ 16093—81 «Резьба металлическая. Допуски». Прямоугольная резьба не стандартизована. При ее применении на чертеже указывают все необходимые для изготовления размеры (рис.7).
Следует запомнить, что метрическую резьбу выполняют с крупным шагом (единственным для данного диаметра резьбы) и мелкими шагами, которых для данного диаметра резьбы может быть несколько. Например, для диаметра резьбы d = 20 мм крупный шаг всегда равен 2,5 мм, а мелкий может быть равен 2; 1,5; 1; 0,75; 0,5 мм, поэтому в обозначении метрической резьбы крупный шаг не указывают, а мелкий указывают обязательно. Диаметр и шаги метрической резьбы установлены ГОСТ 8724—81. Его можно найти в любом справочнике по черчению.
В обозначениях резьбы всегда указывают наружный диаметр резьбы: его можно наносить по любому варианту из числа указанных на рис. 8, где знаком отмечены допускаемые места нанесения обозначения.
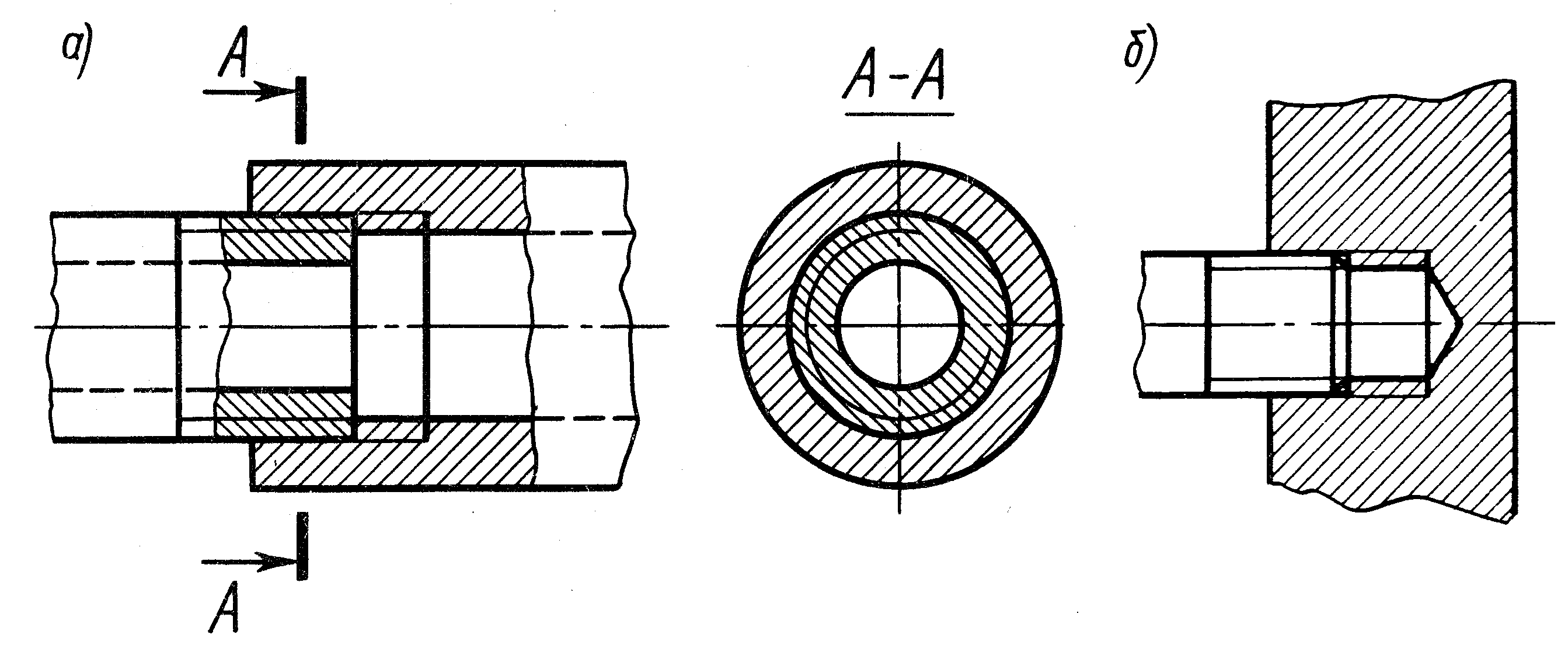
Рис.6
Если для метрической резьбы обозначение диаметра резьбы соответствует ее наружному диаметру (без учета допусков), то в трубной резьбе ее диаметр обозначают условно, например G1, что соответствует трубе, имеющей условный проход (внутренний диаметр трубы), равный 25 мм, т. е. «1". Наружный же диаметр трубной резьбы 1" равен 33,25 мм, т. е. больше на две толщины стенки, поэтому обозначение трубной (и конической) резьбы осуществляется линией-выноской с одной стрелкой и полкой (рис. 9).
Обозначение крепежных деталей. Все крепежные детали стандартизованы. На рис. 10 дана структура обозначения болтов, винтов, шпилек и гаек (пояснение к рисунку: между пп. 1 и 2, 2 и 3, 10 и 11 оставляют промежутки, равные ширине прописной буквы данного размера шрифта).
Многие стандарты на конструкцию и размеры предусматривают два исполнения и более. Например, болт исполнения 2 по ГОСТ 7798—70 отличается от болта исполнения 1 тем, что у него на резьбовом конце имеется отверстие под шплинт, болт исполнения 3 — тем, что у него в головке имеется два отверстия для контровки болта проволокой; ГОСТ 7795—70 предусматривает пять исполнений болта. Гайка исполнения 2 по ГОСТ 5915—70 отличается от гайки исполнения 1 тем, что у нее фаска сделана не с обеих, а с одной стороны, и т. д.
Таблица №1

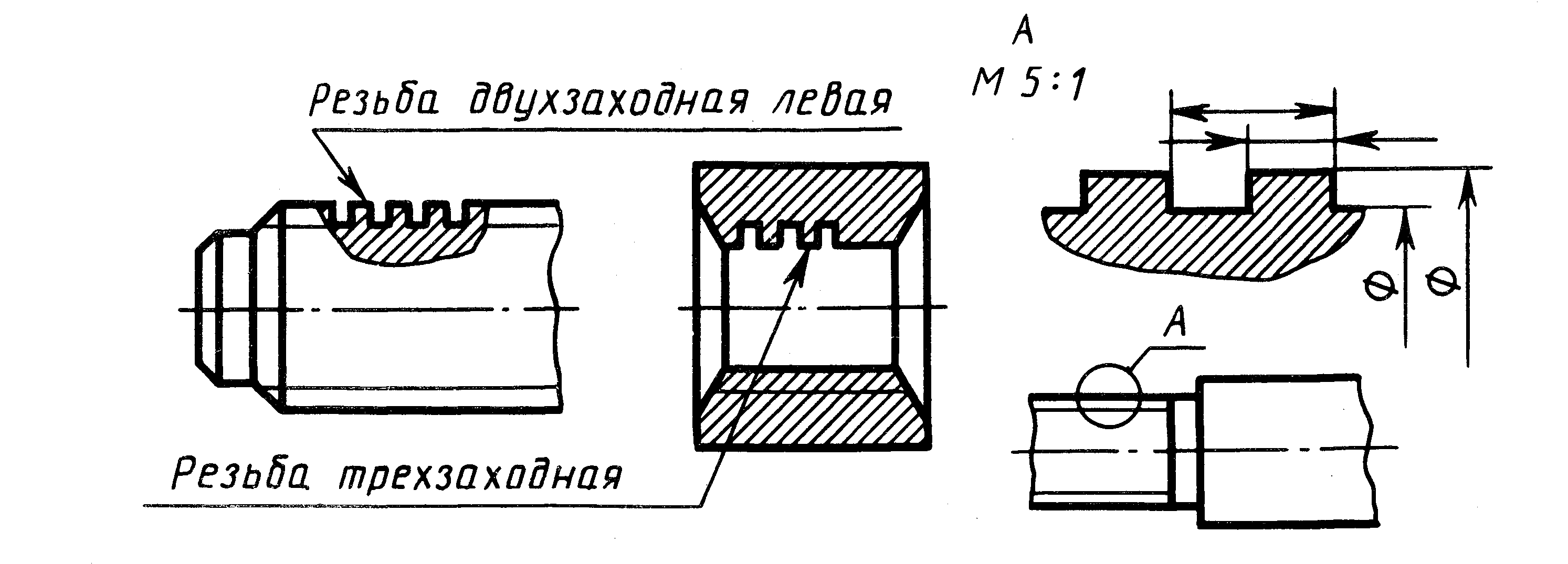
Рис.7

Рис.8
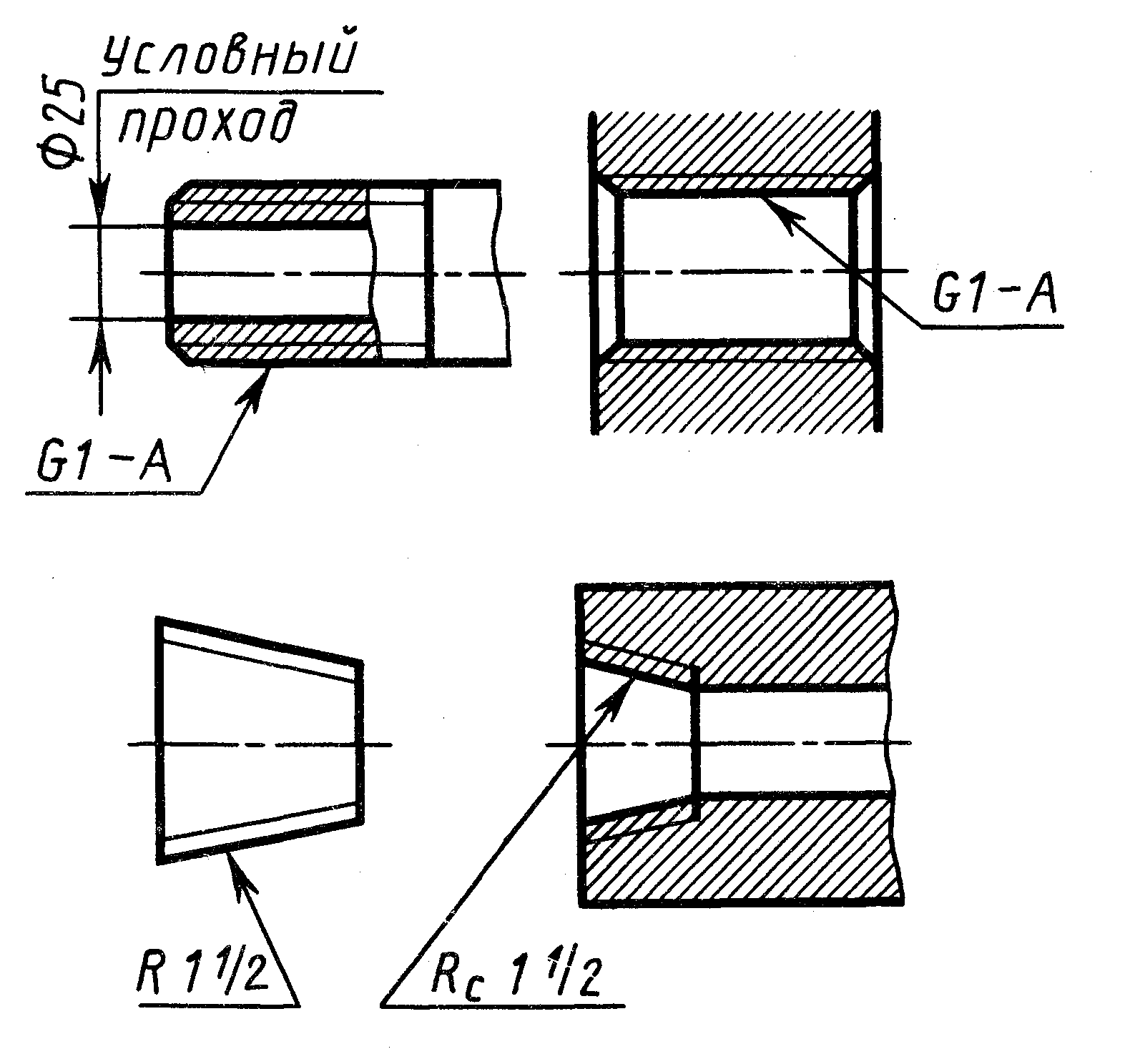
Рис.9
Между поз. 3 и 4 ставят знак умножения по ГОСТ 2.304—81 (а не буква «ха» или «икс»); между поз. 4 и 5 указывают поле допуска и ставят по ГОСТ 2.304—81 дефис (черточка); между поз. 5 и 6 (если отсутствуют поз. 4 и 5, то между поз. 3 и 6) ставят знак умножения. У гаек, естественно, параметр 6 отсутствует. Между поз. 6 я 7, 7 и 8, 8 и9 посередине промежутков ставят четкие точки.
Поле допуска, устанавливающее величину зазоров между резьбой на стержне (болта, винта, шпильки) и в отверстии (гайки), выбирают по ГОСТ 16093—81.
Установлены следующие поля допусков:
для резьбы на стержне — Ah (бывший класс точности /), 6/2, 6g, бе, 6d (бывшие классы точности 2 и 2а), 8й, 8g (бывший класс точности 3);
для резьбы в отверстии — 4Н5Н (бывший класс точности 1), 5Н6Н, 6Н, 6G (бывшие классы точности 2 и 2а) и 7Н, 7G (бывший класс точности 3).
От поля допусков Ah до поля Sg для стержней и от поля допусков 4Н до 7G для отверстий зазоры увеличиваются, т. е. резьба изготовляется все с меньшей точностью. Студенты могут ограничиться этими сведениями, не обращаясь к указанному стандарту.
Класс прочности для болтов, винтов, шпилек выбирают из ряда 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 6.9; 8.8 и т. д. по табл. 13 и 5 ГОСТ 1759—86, а для гаек — из ряда 4, 5, 6, 8 и т. д. по табл. 2, 4, 6, того же стандарта.
При указании класса прочности в обозначении резьбового изделия точки между цифрами не ставят, т. е. пишут 36 вместо 3.6; 46 вместо 4.6 и т. д.
Желательно, чтобы студент уяснил физическую сущность этих чисел, прочитав указанный стандарт, но основное, что надо запомнить, это то, что чем больше число, тем прочнее материал.
На учебных чертежах, выполняемых по курсу инженерной графики, допускается условно принимать, что болты, винты, шпильки изготовлены из углеродистой стали класса прочности 5.8 (в обозначении пишется 58), а гайки — из той же стали класса прочности 5, что резьба выполнена с полем допуска 6g (бывший класс точности 2) для болтов, винтов и шпилек, и 6Н для гайки и что они не подвергались защитным (антикоррозионным) или декоративным покрытиям.
Следовательно, обозначение болта при этих допущениях принимает вид:
Болт 2М12Х2,5—6g×60.58 ГОСТ...
обозначение гайки:
Гайка 2М12×1,5—6Н.5 ГОСТ...
Обозначения еще больше упрощаются, если детали имеют первое исполнение (не пишется!) и крупный шаг резьбы (не пишется):
Болт М12—6gX60.58 ГОСТ ...
Гайка М12—6Н.5 ГОСТ ...
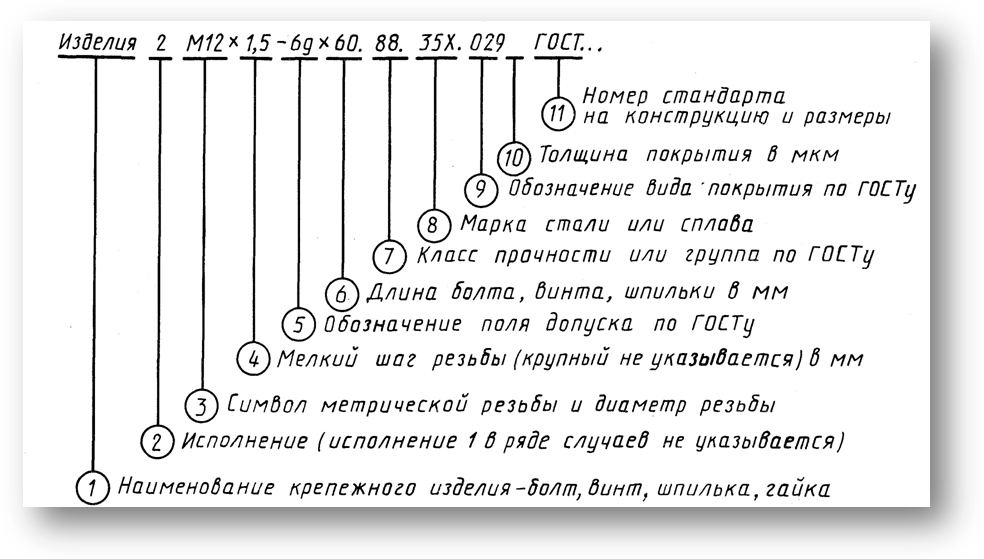
Рис.10
Аналогичные обозначения допускаются при обозначении шайб и шплинтов:
Шайба 2.12.01.08кп ГОСТ 11371—78,
где 2 — исполнение, 12 — диаметр резьбы стержня, 01 — группа материала (углеродистая сталь);
Шайба 12.65Г ГОСТ 6402—70,
где 65Г — пружинная марганцовистая сталь;
Шплинт 5X28 ГОСТ 397—79,
где 5 — условный диаметр шплинта (диаметр отверстия в стержне), 28 — длина шплинта без головки.
Во всех приведенных случаях покрытие не предусмотрено.
Разновидности крепежных изделий. Они весьма разнообразны. Так, болты и винты изготовляют с различной формой головки — шестигранной, квадратной, полукруглой, потайной и др. также различны формы гаек — шестигранные, квадратные, круглые, корончатые и др. Кроме того, шестигранные гайки бывают нормальные, низкие, высокие, особо высокие Шпильки различают по длине ввинчиваемого резьбового конца (посадочного), предназначенного для ввинчивания в отверстие с резьбой: длиной, равной d — для ввертывания в детали, изготовляемые из твердых металлов — стали, латуни, бронзы; длиной l,25d и l,6d — для ввертывания в детали, изготовленные из более мягких металлов, например из ковкого и серого чугуна; длиной 2d и 2,5d — для резьбовых отверстий в деталях из мягких сплавов. По точности изготовления болты, шпильки, винты и гайки бывают нормальной, повышенной и грубой точности. Разнообразны по форме и шайбы— круглые, косые, пружинные, многолапчатые и др. Таким образом, число стандартов, описывающих форму и размеры резьбовых изделий, весьма велико.
Главное — понять, что записываемые обозначения резьбовых изделий должны быть точными, строго соответствовать стандартам.
Пример выполнения задания
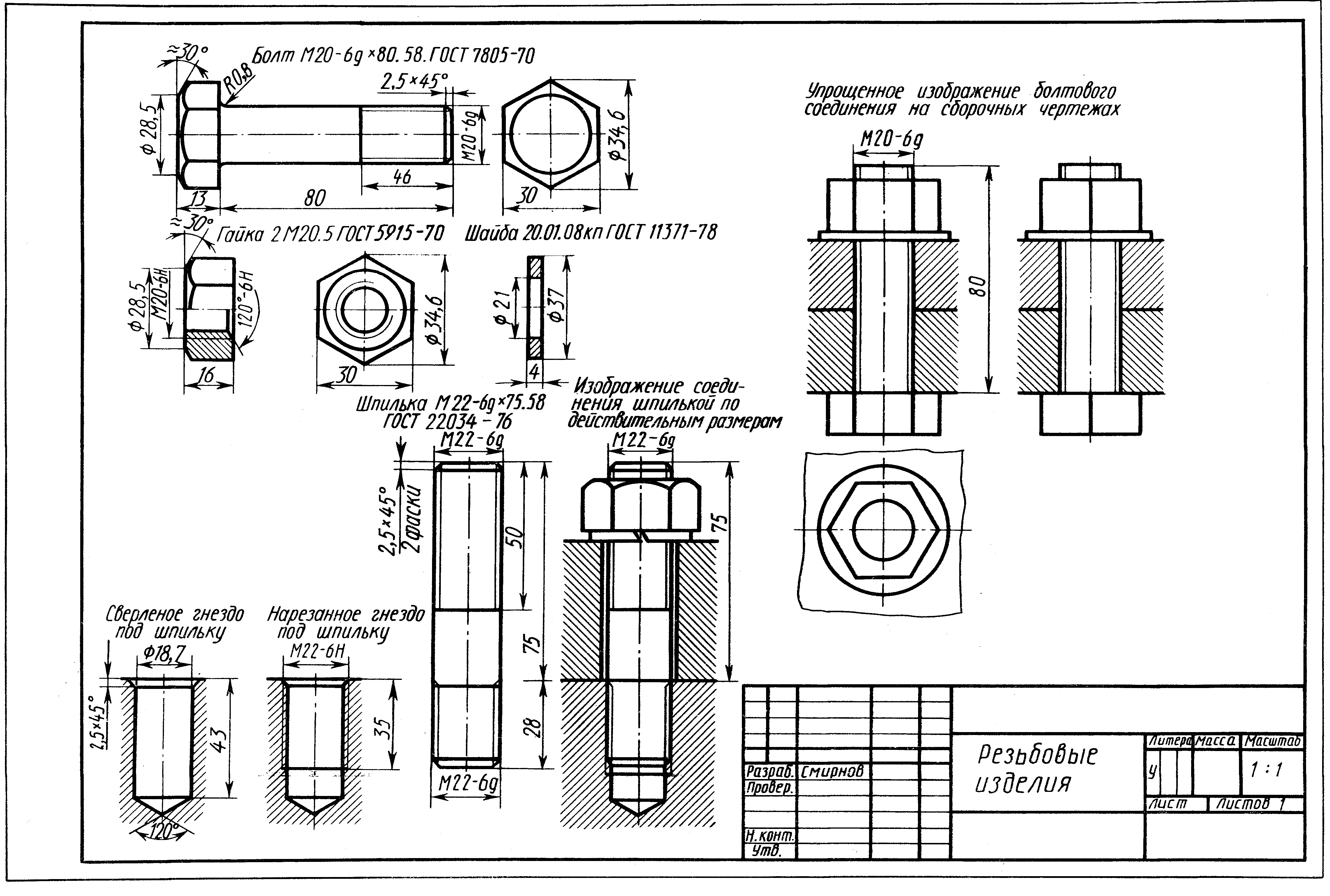
Рис.11
Примечание: Помните, что в примерах тоже могут быть ошибки !!! (Данный пример дает расположение изображений и надписей)
Примечания:
1. При наличии у болта отверстия под шплинт размеры шплинта подбирают по ГОСТ 397—79 (СТ СЭВ 220—75), причем шплинт в этом случае подлежит вычерчиванию наряду с болтом, гайкой и шайбой.
2. Если в графе «Исполнение» сделан прочерк, это означает, что изделие изготовляется в единственном исполнении.
Примечания:
1. Если в шпилечном соединении применяется прорезная или корончатая гайка, то она должна навинчиваться на шпильку так, чтобы конец последней выступал из гайки не более чем на 3—5 мм, при этом шплинт (диаметр и длина) подбирается по ГОСТ 397—79.
2. Если в графе «Исполнение» стоит прочерк, то это означает, что изделие изготовляется в единственном исполнении.
Диаметр сверленого отверстия (гнезда) под резьбу брать или из ГОСТ 19257—73 (для поля допуска 6Н), или принять условно равным приблизительно 0,85d; глубину гнезда определить как сумму длины резьбы посадочного конца шпильки, величины недореза (сбега, равного двум шагам, недовод, равного двум шагам) плюс два шага полного профиля резьбы.
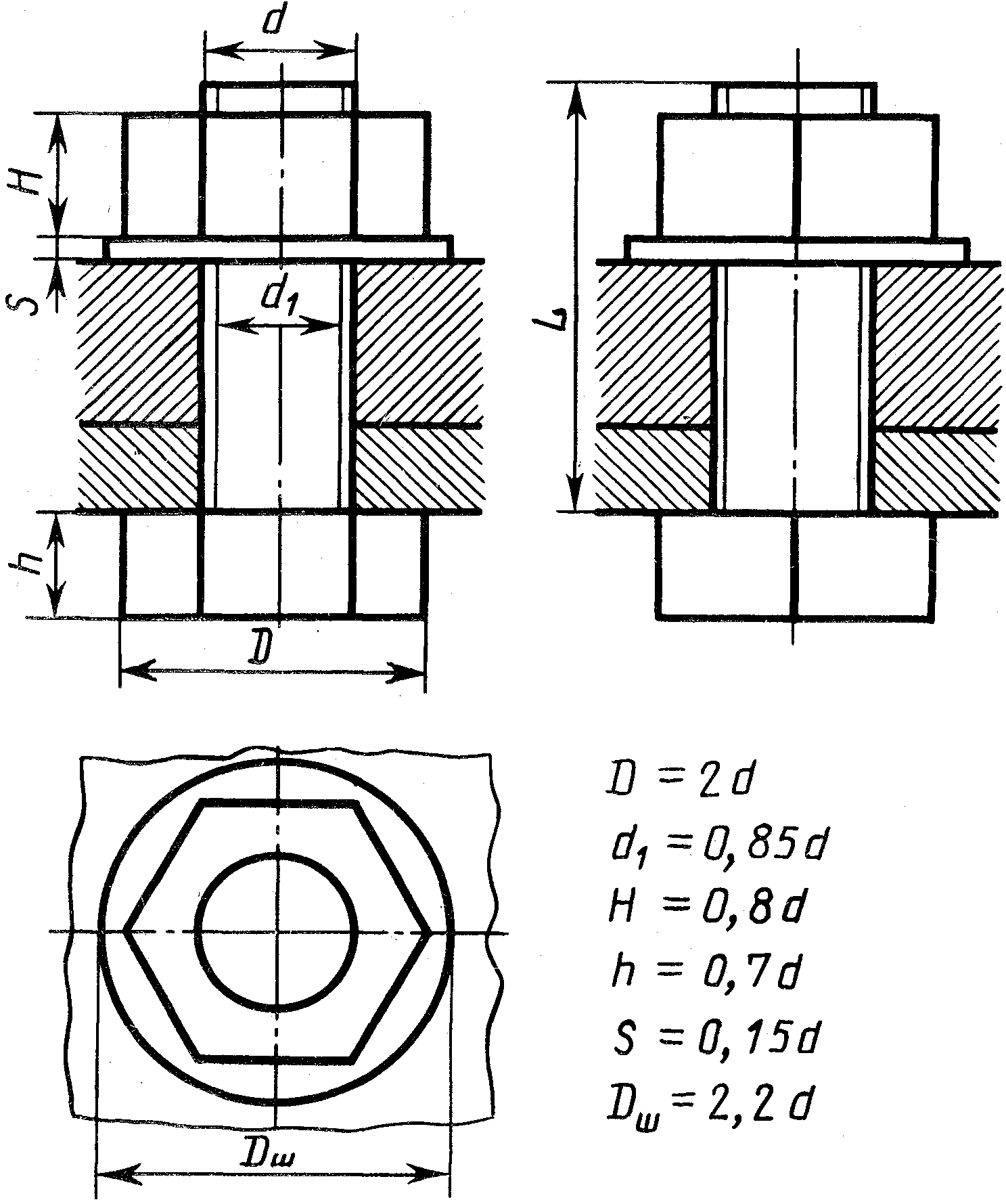
При выполнении упрощенного изображения болтового соединения руководствоваться рис. 12. Если гайка — корончатая, а шайба — пружинная, то обращаться к ГОСТ 2. 315—68.
Размеры фасок, выполняемых на резьбовых концах болта и шпильки, взять из ГОСТ 10549—80.
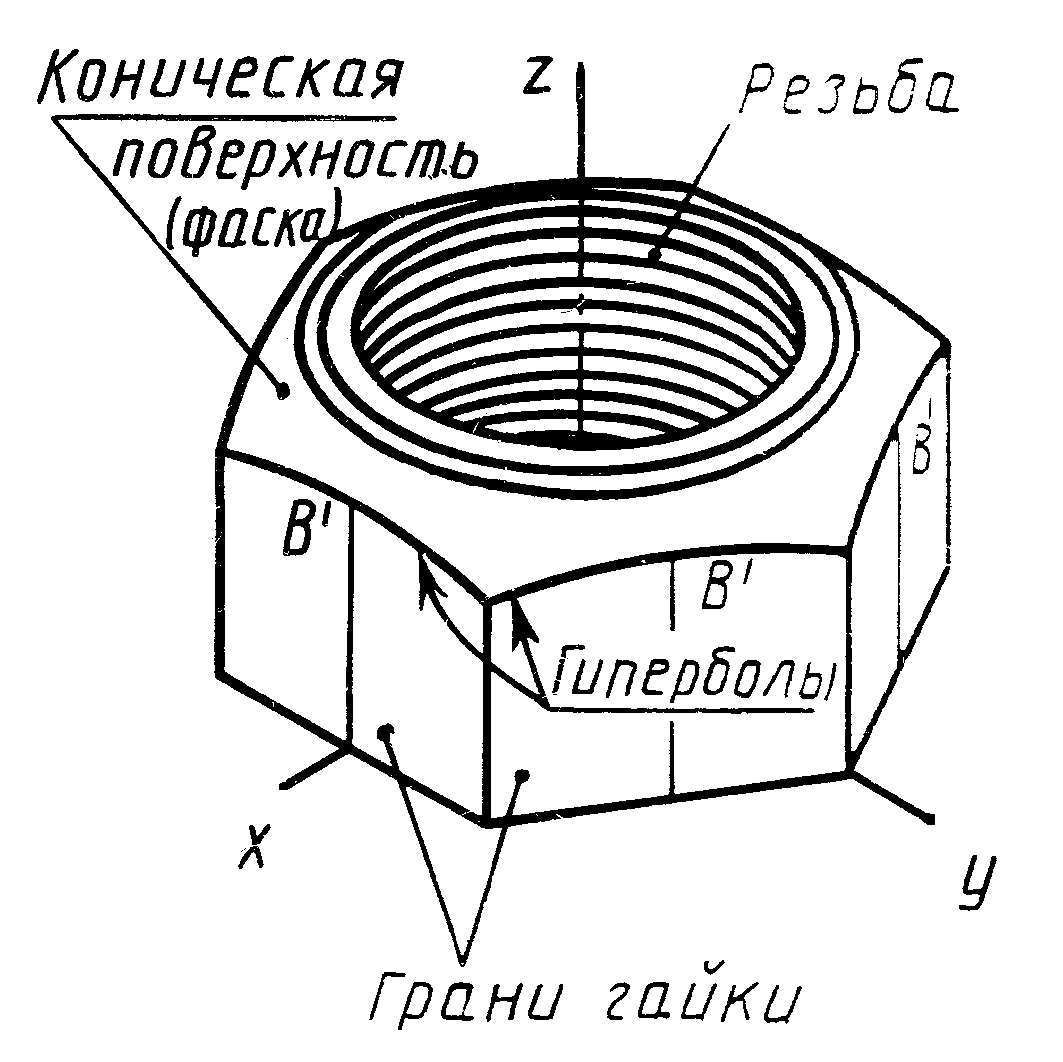
Строя изображения гаек, ясно понять, что дуги кривых на гранях гаек являются дугами гипербол (рис. 13) и что они могут быть построены по правилам начертательной геометрии, изложенным в любом учебнике черчения или начертательной геометрии, но их, как правило, заменяют на изображениях дугами окружностей.
|
|
| Рис.12 | Рис.13 |
Литература. Любой справочник или учебник по черчению, изданный не ранее 1978 г., или официальные издания упомянутых выше стандартов.
II. Неразъёмные соединения
Сварные соединения
Под сваркой понимают процесс неразъемного соединения металлических изделий путем местного нагревания их до расплавленного или тестообразного (пластического) состояния (без применения или с применением механического усилия).
Самым распространенным способом сварки металлов является электродуговая сварка, при которой для местного расплавления свариваемых изделий используется тепловой эффект вольтовой дуги.
Газовая сварка применяется в основном для соединения тонколистового материала, тонкостенных труб, а также в ремонтном деле.
Сварными соединениями называют совокупность деталей, соединенных сварным швом. Они разделяются на следующие виды (рис. 14).
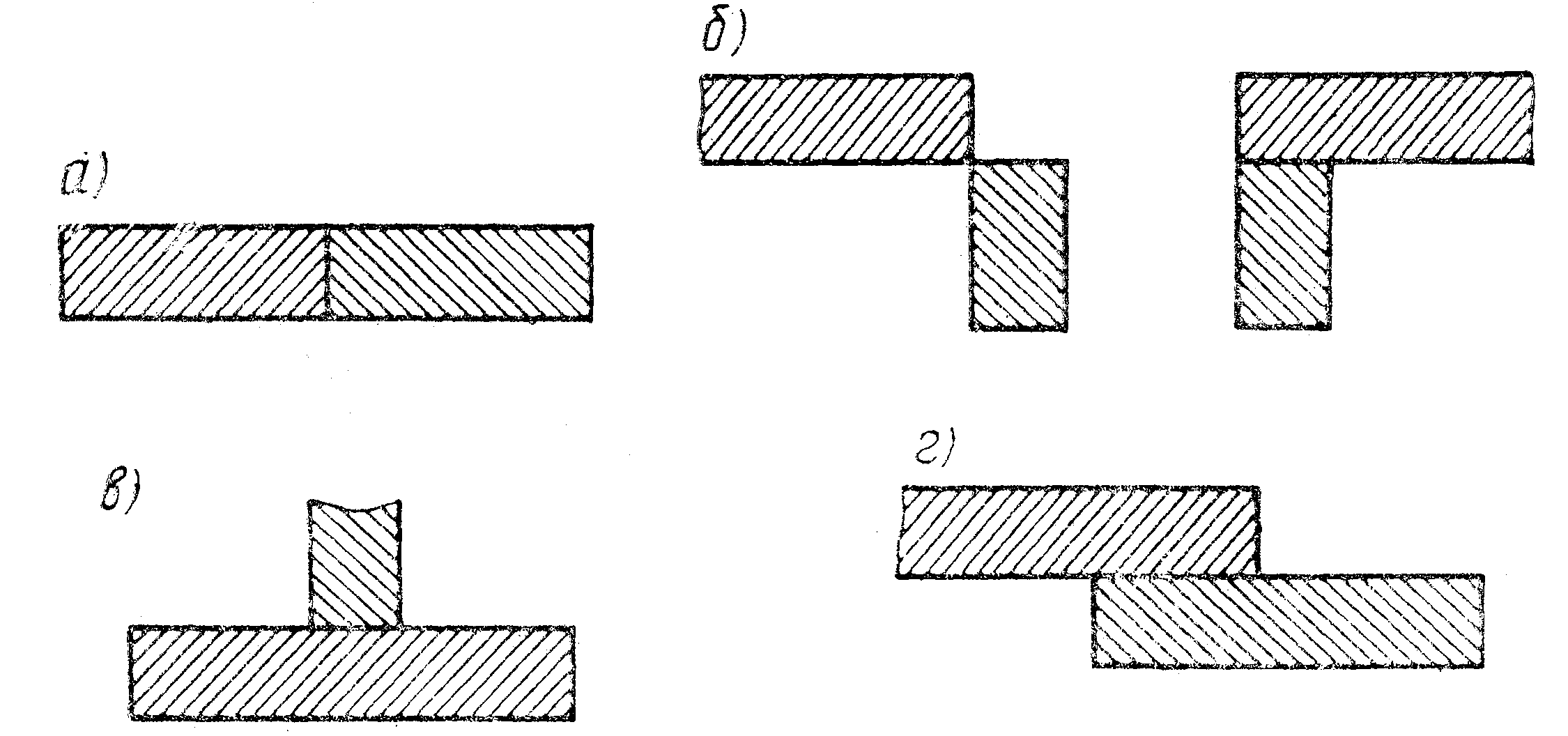
Рис.14. Сварные соединения, где а) стыковые, б) угловые, в) тавровые, г) внахлестку.
Сварные швы
Сварным швом называют затвердевший после расплавления металл, соединяющий сварные детали. Они разделяются попротяженности шва, положению в пространстве, внешней форме шва,числу проходов,характеру выполненного шва, форме подготовленных кромок.

Рис. 15. Сварной шов, где: а) стыковые, б) угловые, в) тавровые, г) внахлестку.
По протяженности сварные швы могут быть непрерывными (рис. 15) и прерывистыми (рис. 16).
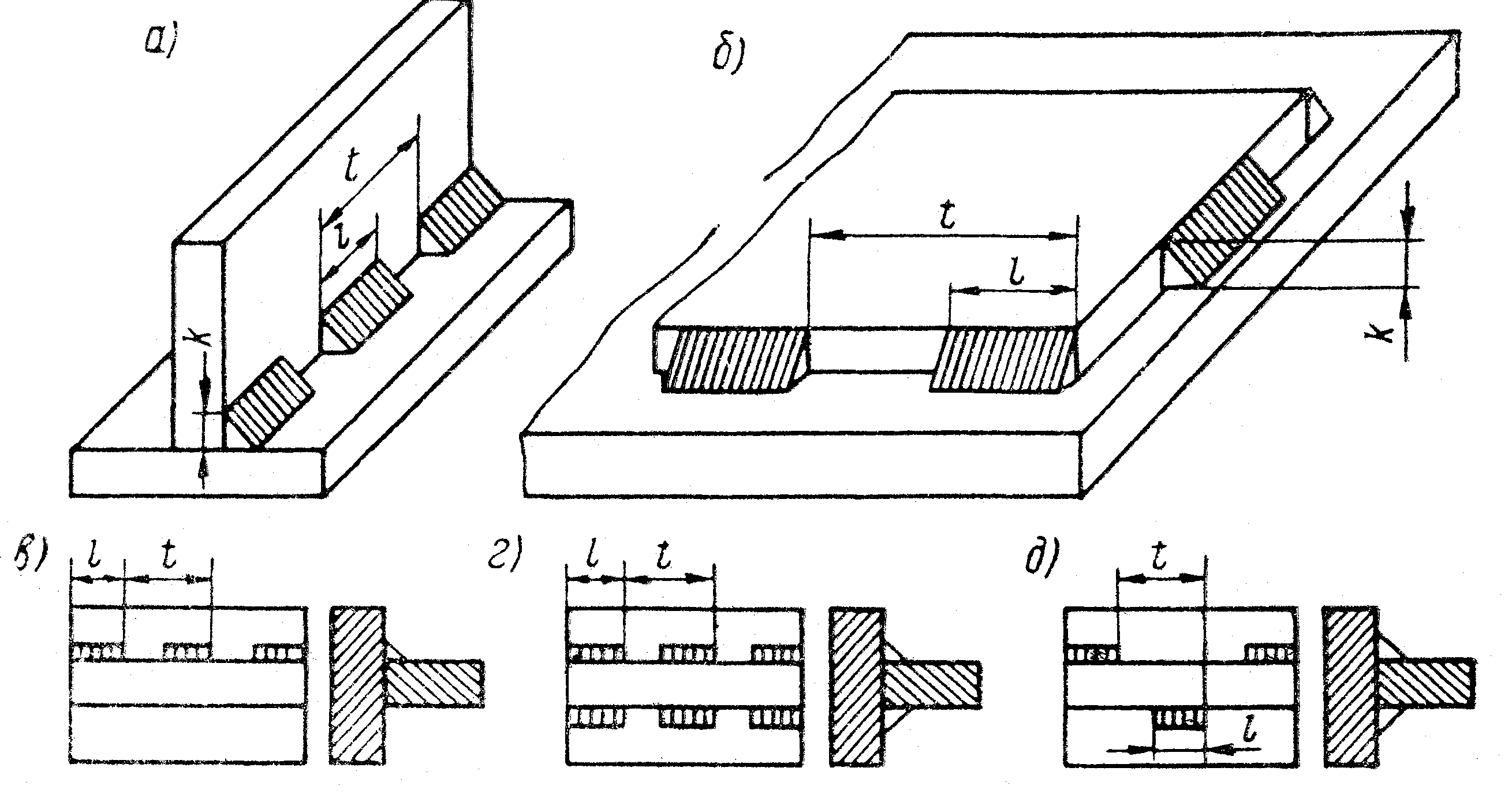
Рис.16. Прерывистый шов, где: а) тавровые, б) внахлестку, в) односторонние, г) цепные, д) шахматные.
Длина провариваемого участка прерывистого шва 20—60 мм (или определяется расчетом). Расстояние, или шаг прерывистого шва, выбирают из соответствующего госта или рассчитывают.
По положению в пространстве швы разделяют на нижние, вертикальные; горизонтальные и потолочные (рис. 17). Нижние швы выполняют на горизонтальных поверхностях, горизонтальные и вертикальные — на вертикальных (по горизонтали и вертикали), потолочные — под изделием.

| 
|
| Рис.17 | Рис.18 |
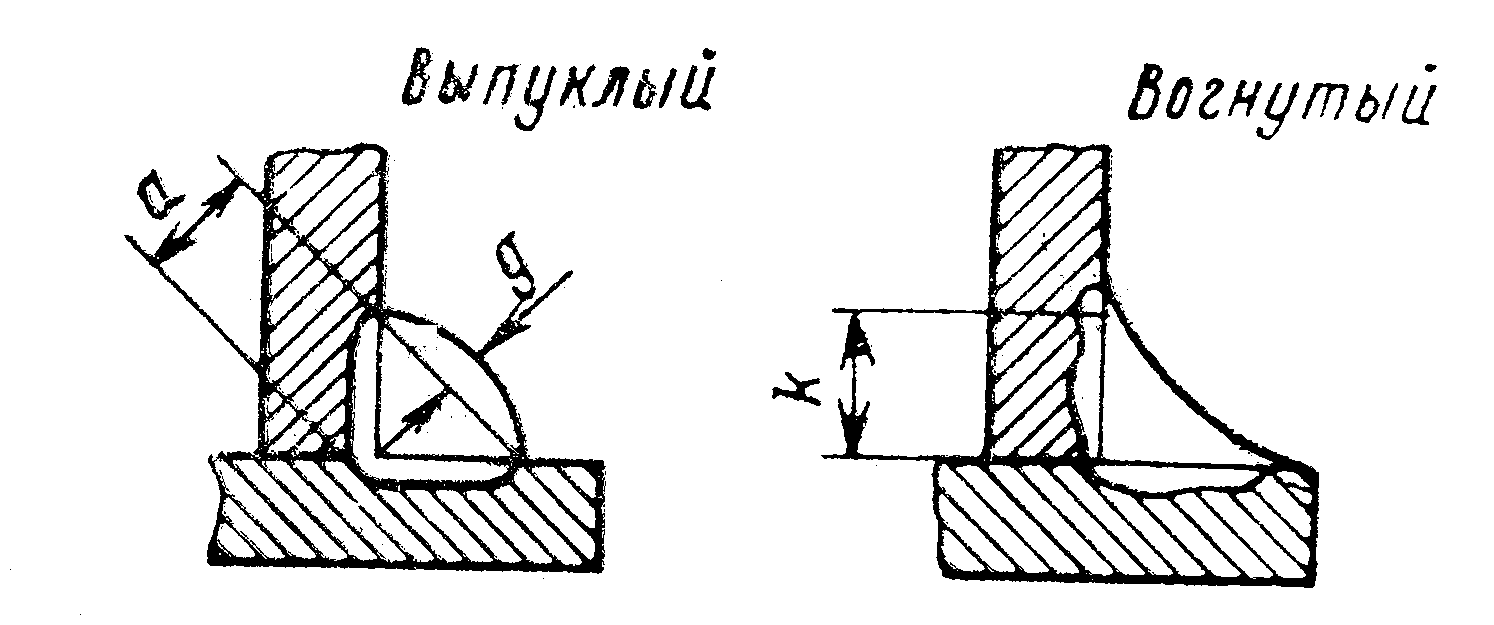
По внешней форме сварные швы разделяют на швы выпуклые и вогнутые. Выпуклый шов, имеющий увеличенную высоту по сравнению с расчетной, называется усиленным, а вогнутый — облегченным (рис. 18).
Для швов угловых и тавровых соединений, а также соединений внахлестку характерным размером является размер катета поперечного сечения шва, обозначенный на рис. 18 буквой ''k''.
По числу проходов сварные швы разделяются на однопроходные или многопроходные в зависимости от количества проходов сварочной дуги (рис. 19).
Характер шва зависит от толщины свариваемых деталей, технических условий сварки и может быть односторонним или двусторонним. Форма подготовки кромок зависит от толщины свариваемых деталей, положения шва в пространстве и других данных. Для обеспечения провара при ручной сварке и для формирования шва при автоматической сварке выполняют скос кромок. Угол скоса кромки определяется по соответствующему стандарту.
ГОСТ 5264—80 – Ручная дуговая сварка.
ГОСТ 8713—79 – Сварка под флюсом.
ГОСТ 14771—76 – Дуговая сварка в защитном газе (устанавливают основные типы, конструктивные элементы и размеры сварных соединений из сталей и сплавов на железоникелевой и никелевой основах).
ГОСТ 14806—80 – Дуговая сварка алюминия и алюминиевых сплавов в инертных газах (распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей 0,8—60,0 мм, а также устанавливает основные типы, конструктивные элементы, размеры кромок и сварных швов).
Изображение и обозначение сварных швов
Для производства сварочных работ на чертежах должны быть указаны места расположения сварных швов, условное обозначение стандартного шва или одиночной сварной точки, при нестандартном сварном шве его размеры.
Эти сведения даются в условных изображениях и обозначениях швов сварных соединений согласно ГОСТ 2.312—72. Для указания места шва сварного соединения применяют линию-выноску с односторонней стрелкой, которая вычерчивается сплошной тонкой линией толщиной  , но не тоньше 0,3 мм для чертежей, выполняемых карандашом. Линия-выноска выполняется, под углом 30—60° к линии шва.
, но не тоньше 0,3 мм для чертежей, выполняемых карандашом. Линия-выноска выполняется, под углом 30—60° к линии шва.
| 
|
| Рис.19 | Рис.20 |
Форма и размер односторонней стрелки соответствуют половине размерной стрелки. К линии-выноске присоединяют горизонтальную черту (полку) такой же толщины. На черте и под ней проставляются обозначения шва сварного соединения (рис. 19).
В случае необходимости допускается излом линии-выноски (рис. 20).
Швы сварных соединений независимо от способа сварки условно изображают сплошной линией, если шов видимый, и штриховой линией, если шов невидимый (рис. 21).
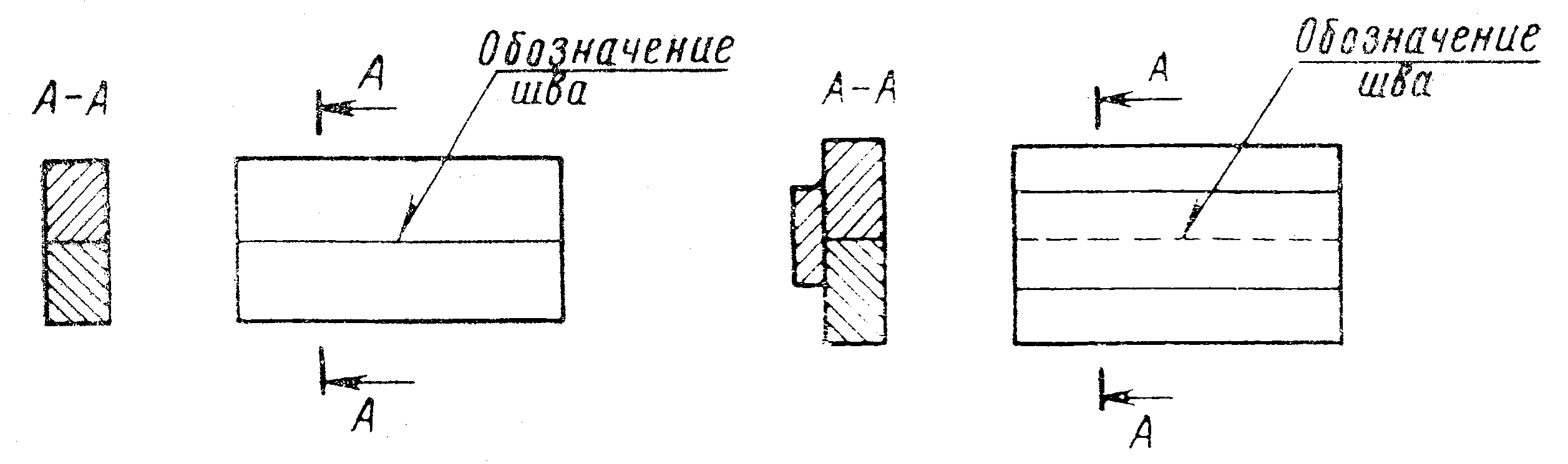
Рис.21
В швах сварных соединений различают лицевую и оборотную стороны. Сторона одностороннего шва, с которой производят сварку, считается лицевой (рис. 22, а). За лицевую сторону двустороннего шва с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва (рис. 22, б), с симметрично подготовленными кромками – любую сторону (рис. 22, в). В зависимости от положения линии – выноски на чертеже, т. е. проведения ее от лицевой или оборотной стороны, условное обозначение шва может быть нанесено на черте линии – выноски или под ней (рис. 23).
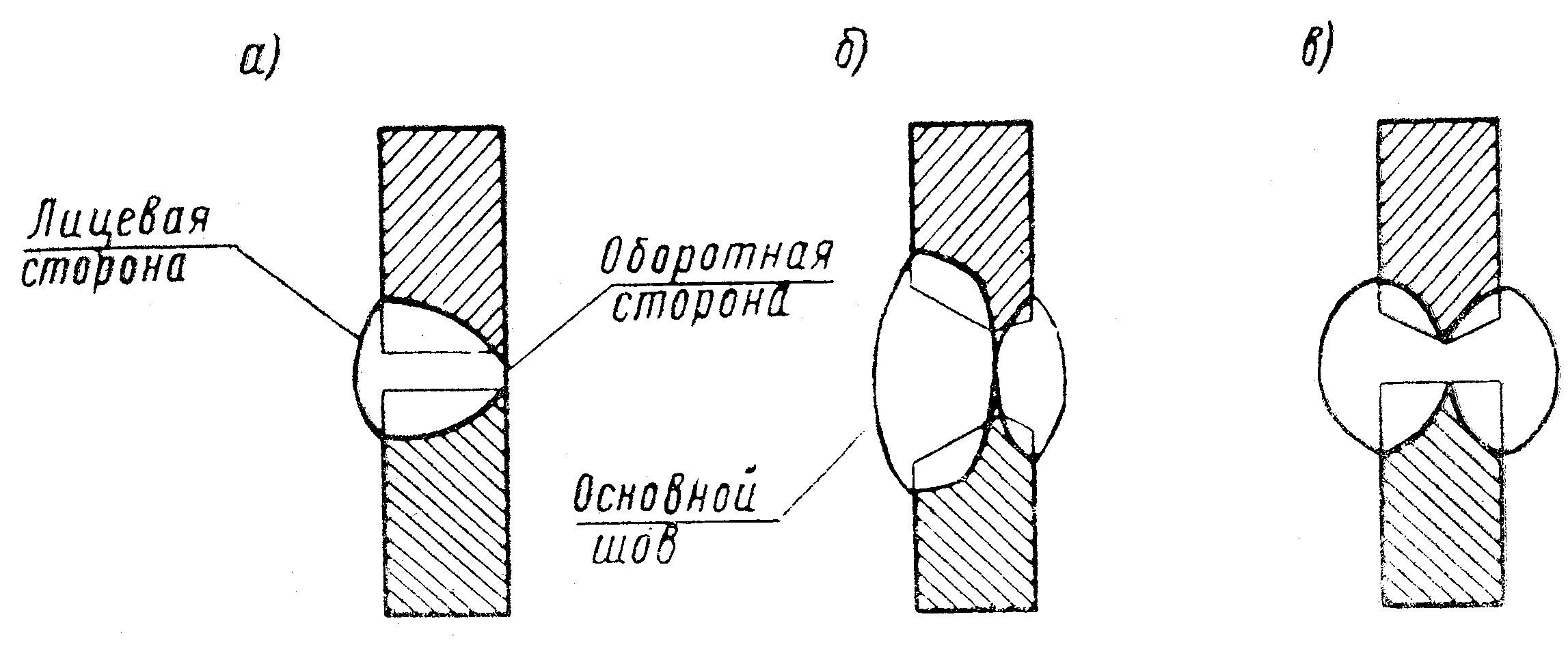
Рис.22
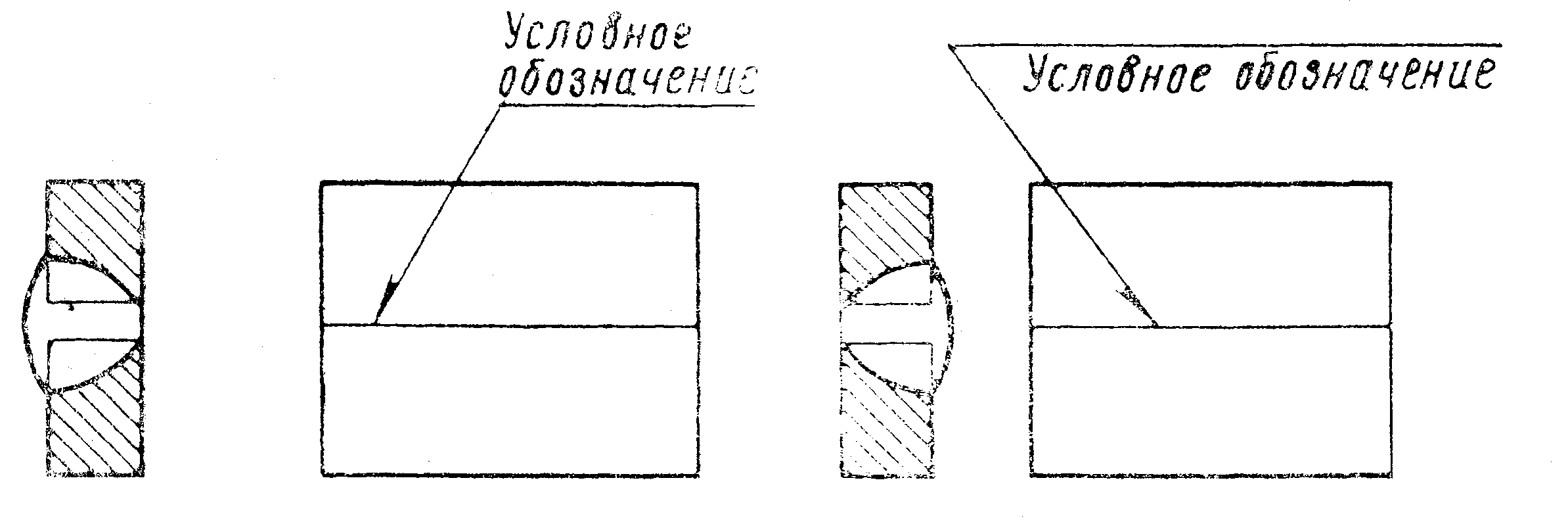
Рис.23
Условные обозначения швов
Условные обозначения швов сварных соединений включают:
1) обозначение стандарта на типы и конструктивные элементы швов;
2) буквенно-цифровое обозначение шва;
3) условное, обозначение способа сварки;
4) знак и размер катета;
5) размер длины привариваемого участка, знаки расположения швов, если швы прерывистые, и т. п.;
6) вспомогательные знаки.
Обозначение стандарта на типы и конструктивные элементы швов принимается в зависимости от способа сварки изделия.
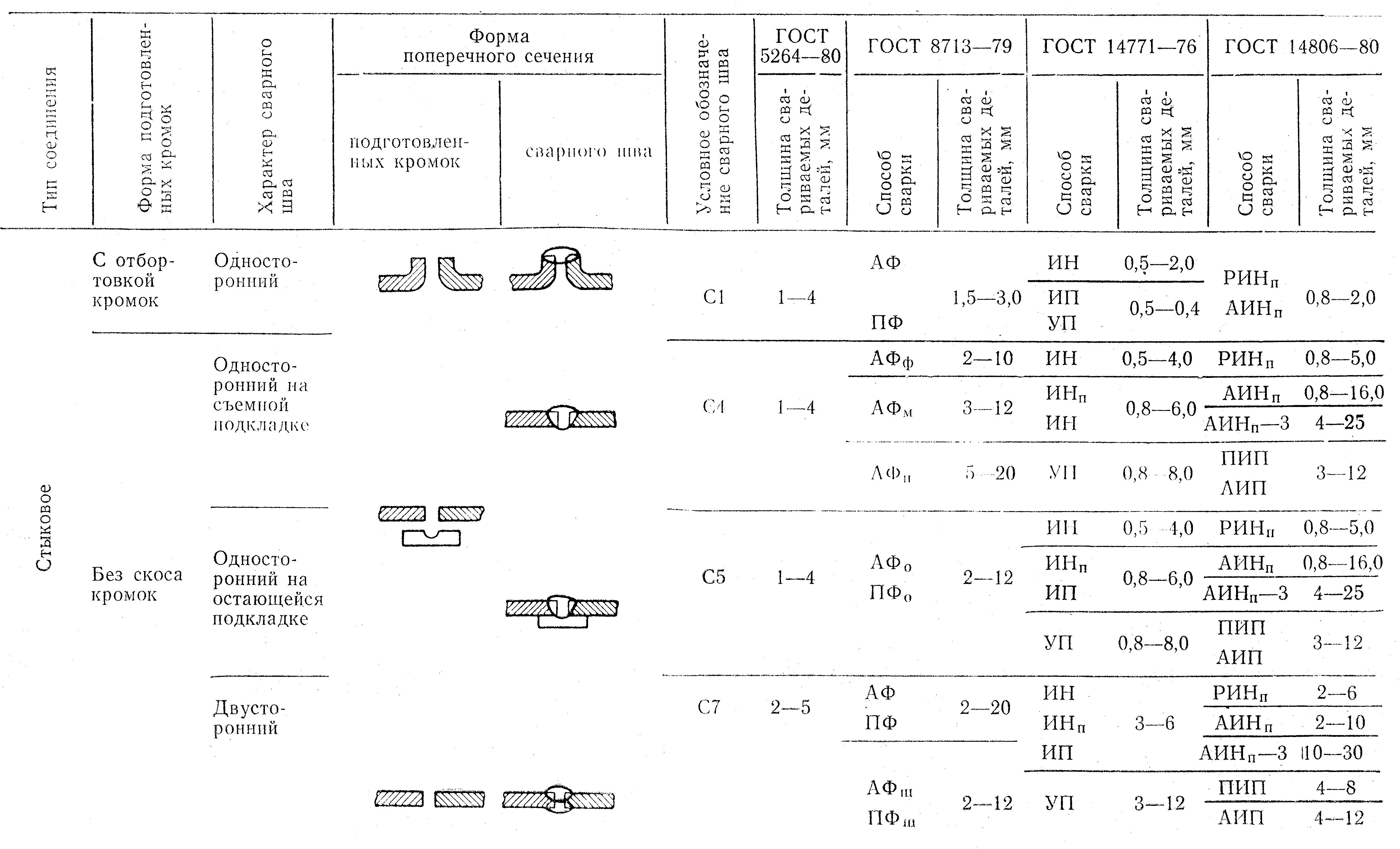
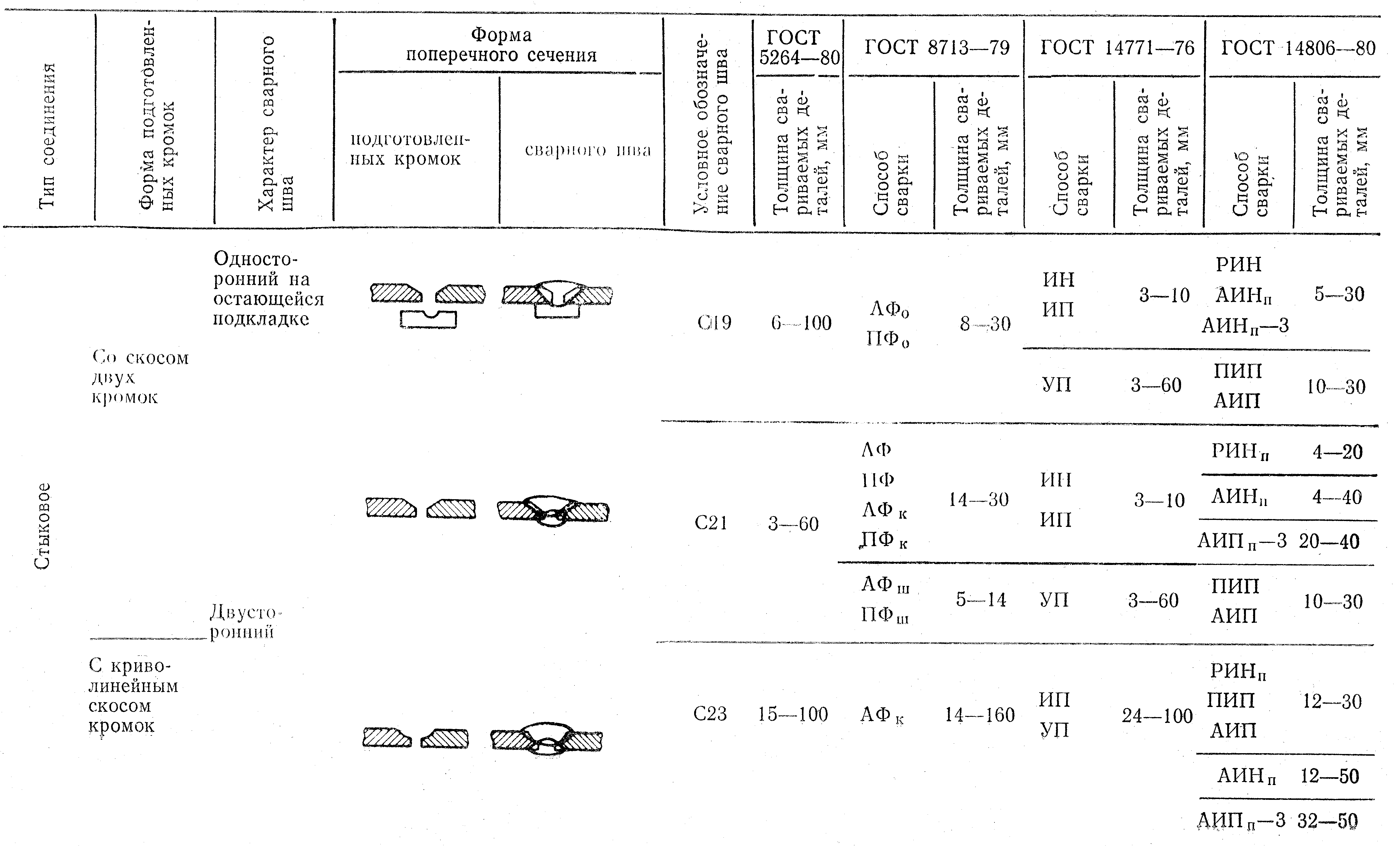
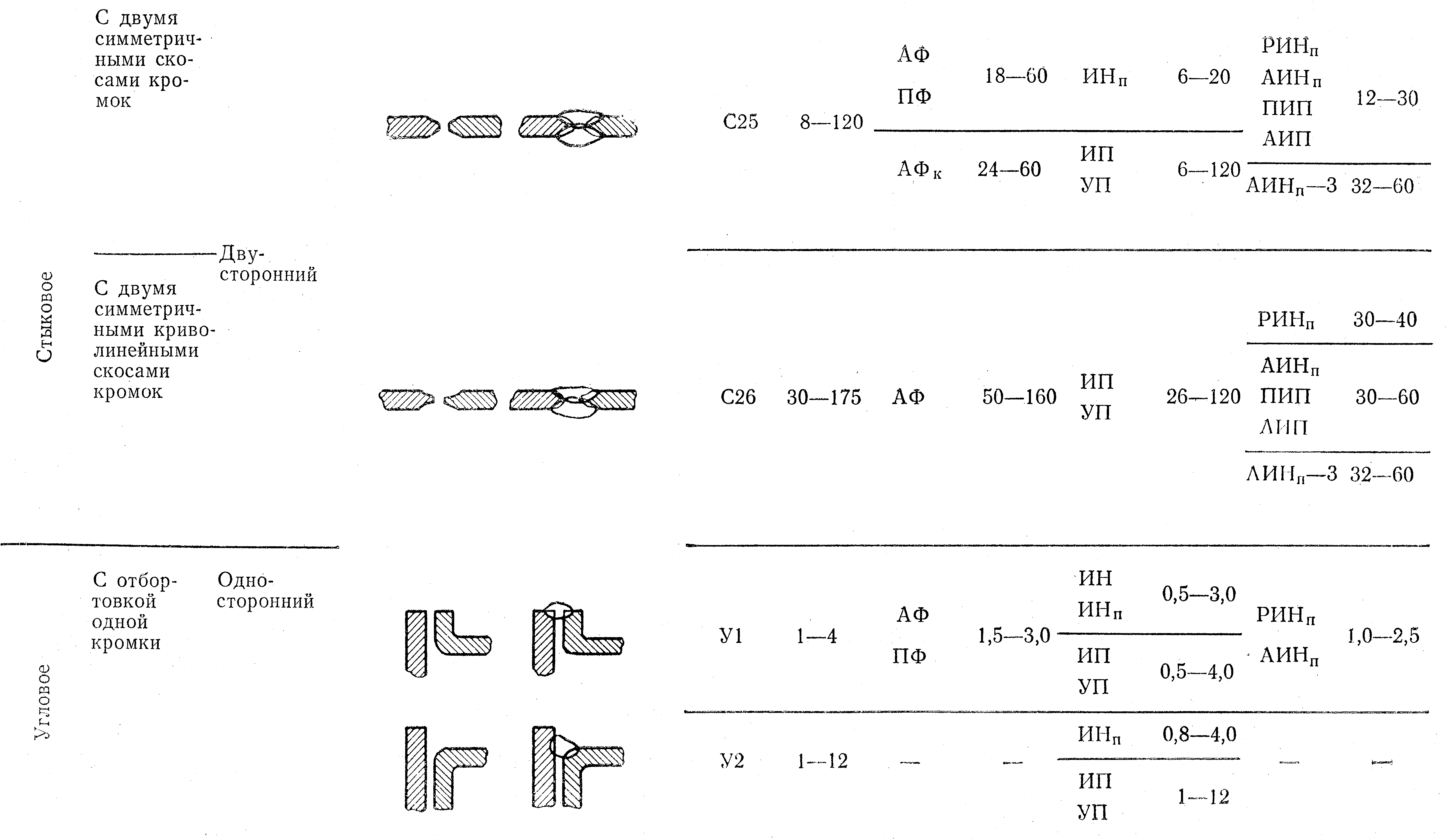
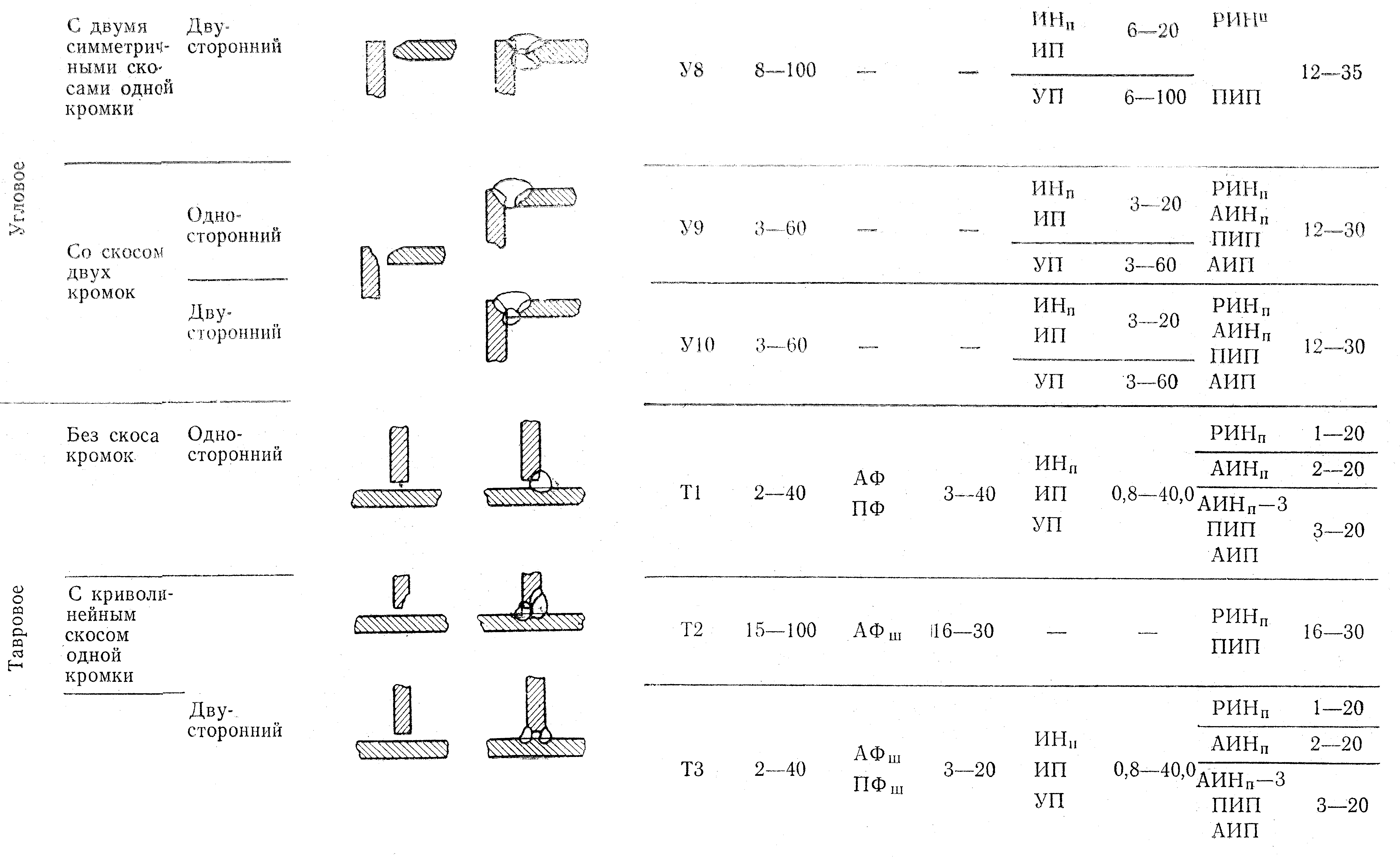
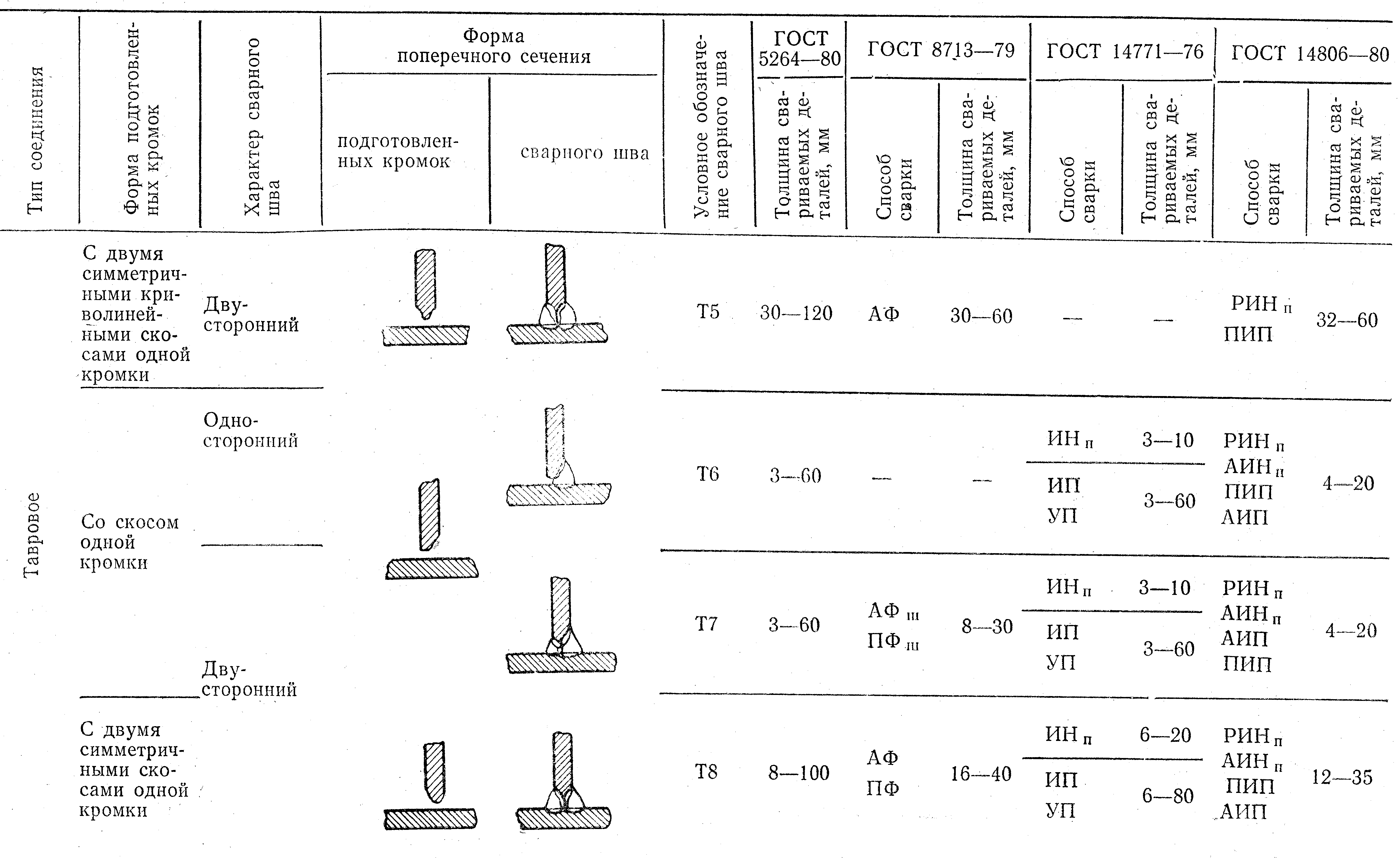
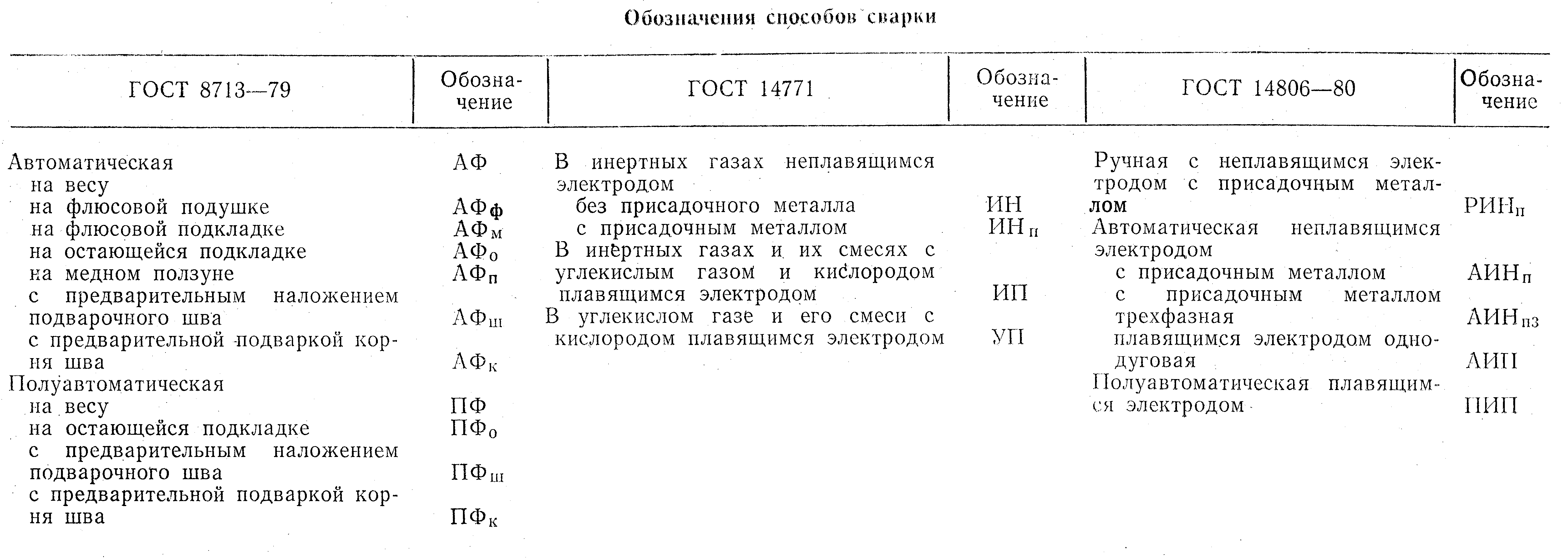
Тип соединения, форма подготовки кромок, характер сварного шва, форма поперечного сечения, услрвное обозначение сварного шва, толщина свариваемых деталей, способ сварки по ГОСТ 5264—80, 8713—79, 14771—76, 14806—80 приведены в табл. 2. Обозначения способов сварки приведены в табл. 3.
Условное обозначение способа сварки (буквенное): полуавтоматическая — П, автоматическая — А. Знак катета представляет равнобедренный треугольник и применяется при обозначении катета шва в угловых, тавровых соединениях и соединениях внахлестку. Высота треугольника и других вспомогательных знаков не должна превышать высоты букв и цифр, применяемых в условном обозначении. Выполняется сплошной тонкой линией. Для букв и цифр рекомендуется шрифт размером 5 мм при высоте размерных чисел на этом же чертеже 3,5 мм.
Схема условного обозначения стандартного шва приведена на рис. 24. Из, схемы видно, что вспомогательные знаки ''шов по замкнутой линии'' и ''шов выполнить при монтаже изделия'' располагают на изломе линии – выноски и ее черты. Вспомогательные знаки ''усиление шва снять'', ''наплывы и неровности шва обработать с плавным переходом к основному металлу'', ''шов по замкнутой линии'' располагаются на последнем месте.

Рис.24
Если шов прерывистый или точечный с цепным или шахматным расположением, то знаки расположения швов (1, Z) и другие данные проставляют после знака треугольника и размера катета.
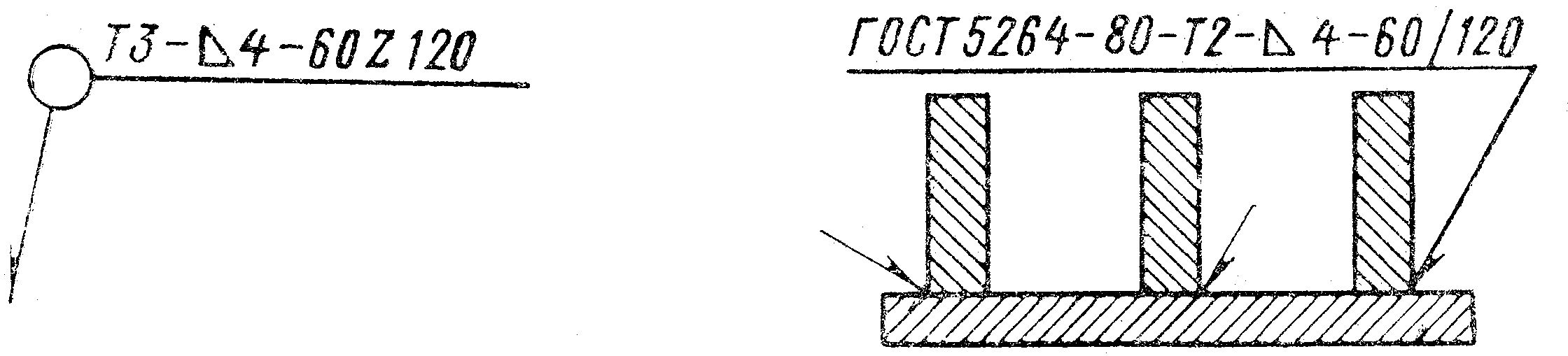
На рис. 25 приводится условное обозначение шва таврового соединения, без скоса кромок, двустороннего, прерывистого, с шахматным расположением, выполняемого ручной электродуговой сваркой по замкнутой линии. Катет шва 4, длина привариваемого участка 60, шаг 120 мм.

|
|
| Рис.25 | Рис.26 |
На рис. 26 приведен пример обозначения шва соединения внахлестку, без скоса кромок, одностороннего, выполняемого дуговой полуавтоматической сваркой в защитных газах. Катет шва 5 мм, шов по незамкнутой линии.
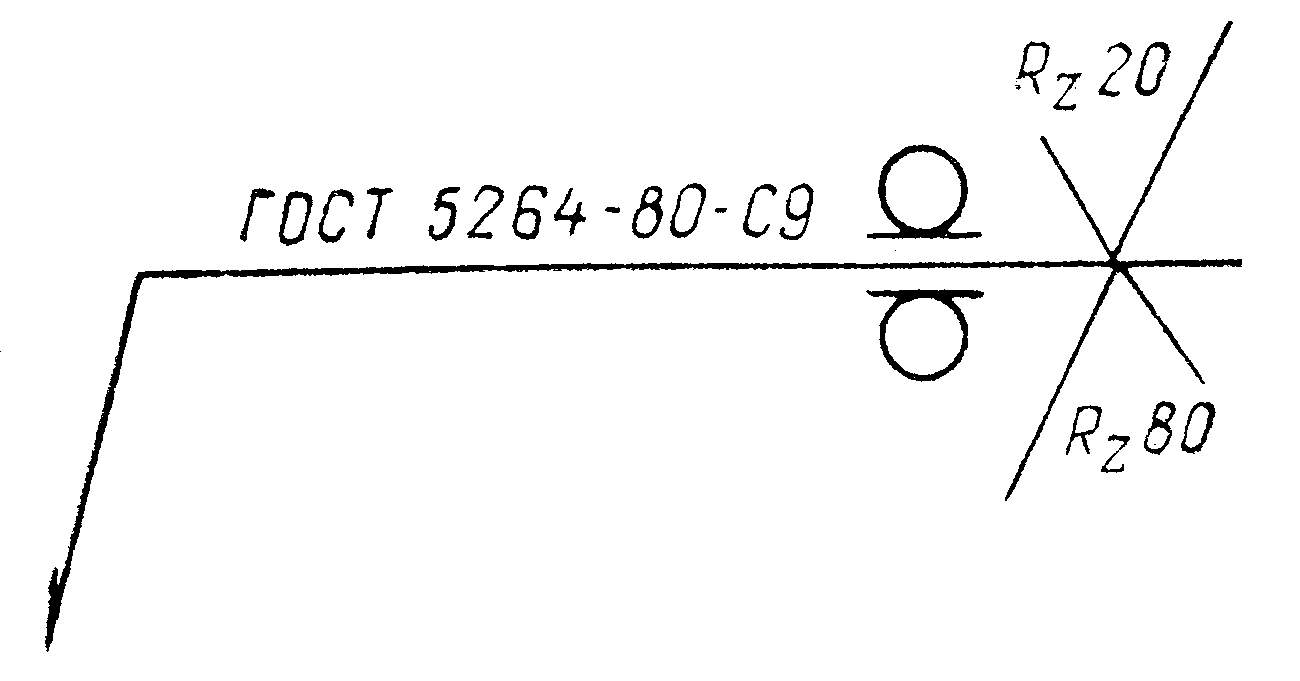
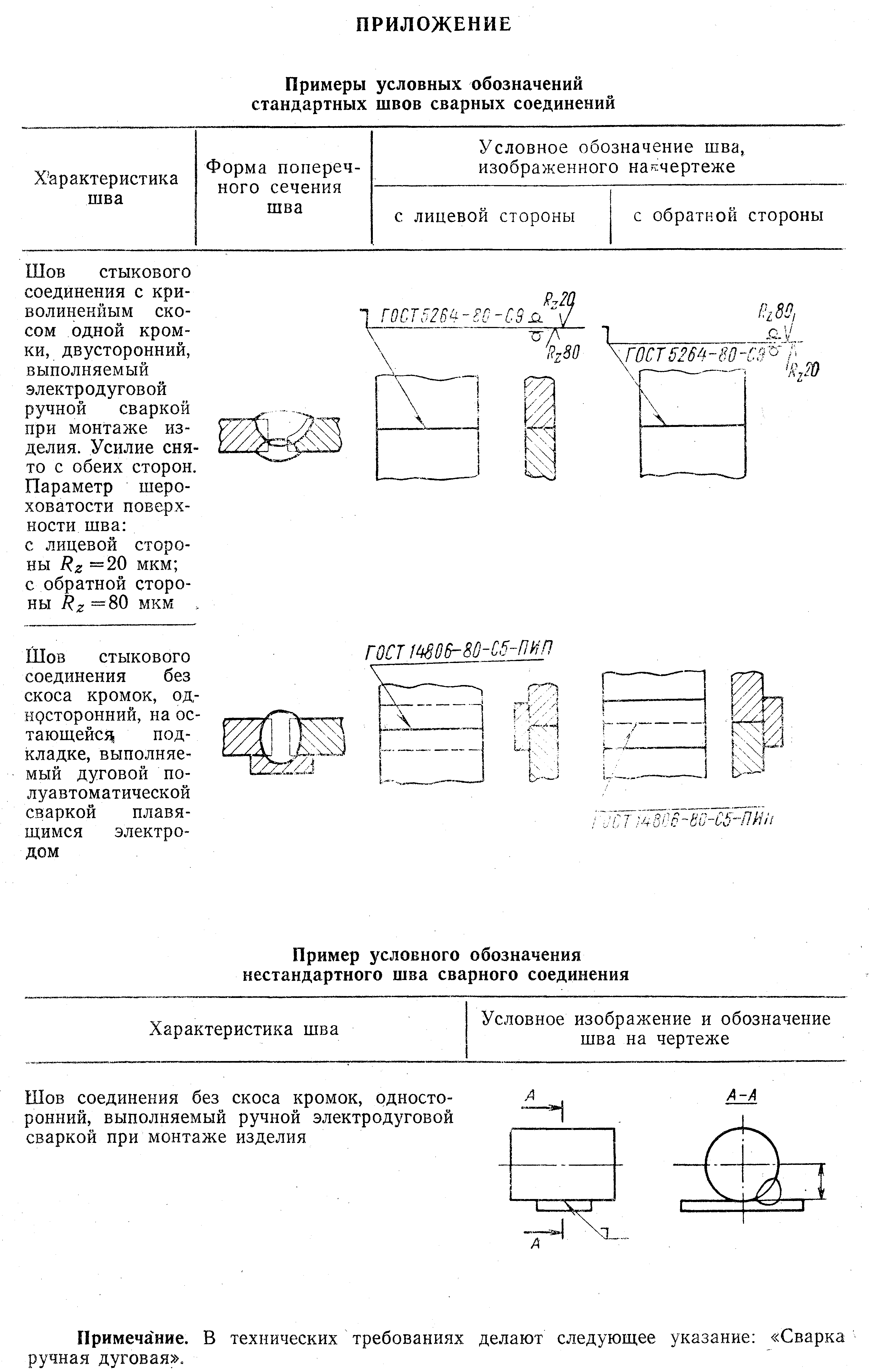
На рис. 27 приведен пример обозначения стыкового соединения, с односторонним скосом одной крохмки, выполненного дуговой ручной сваркой, усиление шва снято с обеих сторон. Шероховатость поверхности шва с лицевой стороны Rz 20, с оборотной — Rz 80.
| 
|
| Рис. 27 | Рис. 28 |
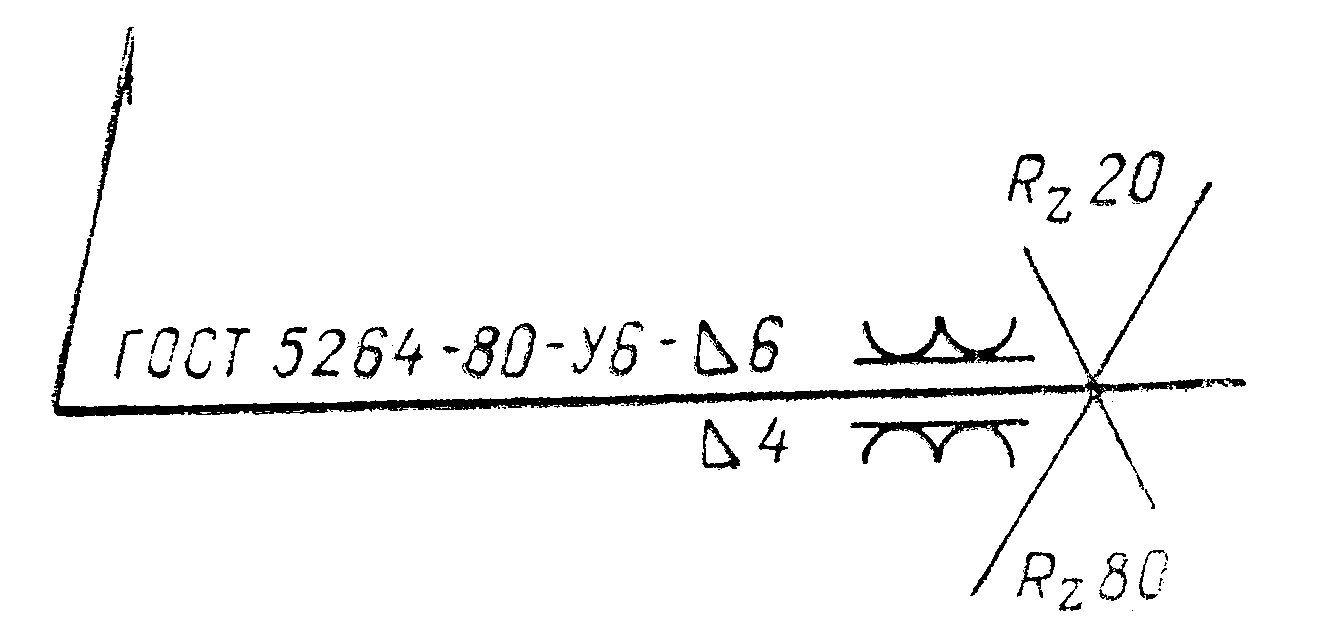
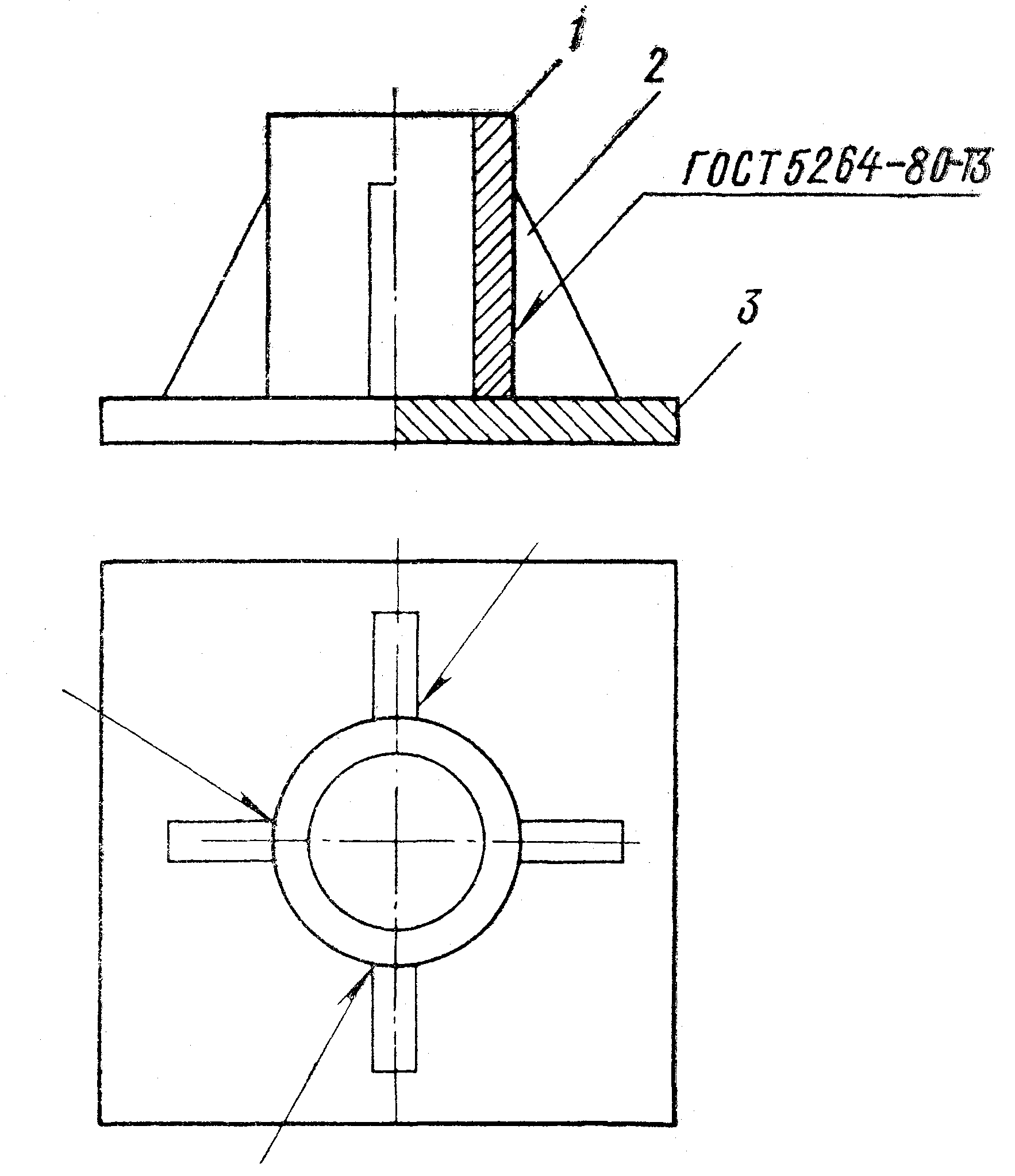
На рис. 28 приведен пример обозначения углового соединения, без скоса кромок, двустороннего, выполненного электродуговой ручной сваркой, катетами шва 6 и 4 мм; наплывы и неровности шва обработаны с плавным переходом к основному металлу. Шероховатость поверхности шва с лицевой стороны Rz 20, с оборотной — Rz 80.
На рис. 29 приведен пример обозначения шва соединения внахлестку, без скоса кромок, одностороннего, выполненного электродуговой ручной сваркой при монтаже изделия. Катет шва 10 мм.
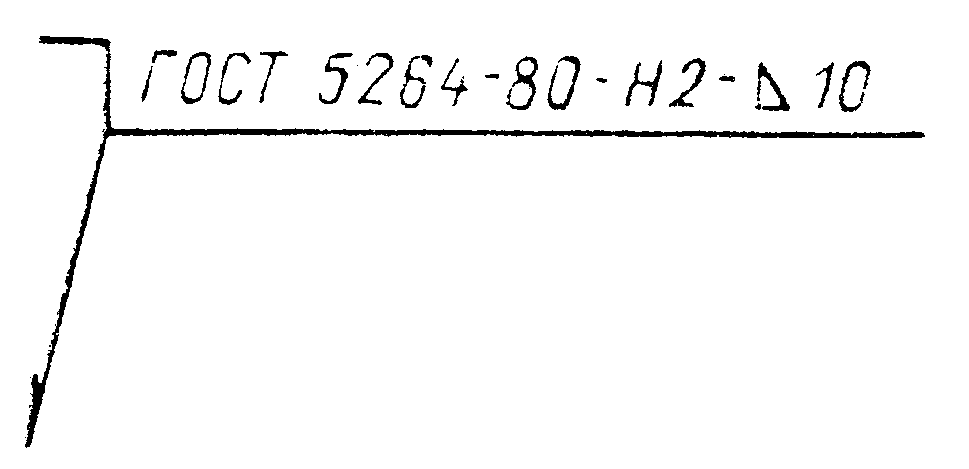
Рис.29
Если на чертеже имеются одинаковые швы, обозначения наносят у одного из них, а от изображений остальных проводят линии-выноски, на полках которых проставляют присвоенный им один порядковый номер (рис. 30). Порядковый номер на полке линии – выноски, проведенной от изображения шва, указывает на отсутствие обозначения с лицевой стороны, под полкой — на отсутствие обозначения с оборотной стороны. Швы считаются одинаковыми, если одинаковы их типы, размеры конструктивных элементов, условные обозначения, к ним предъявляют одни и те же технические требования.

Рис.30
Упрощения обозначений швов
1. При наличии на чертеже швов, выполняемых по одному стандарту, обозначение стандарта указывают в технических требованиях к чертежу записью, например: «Сварные швы по ГОСТ 5264». В этом случае обозначение сварного шва, изображенного на рис. 25, примет вид – рис. 31.
2. Допускается не присваивать порядковый номер одинаковым швам, если все они на чертеже изображены с одной стороны (лицевой или оборотной). В этом случае швы, не имеющие обозначения, отмечают линиями – выносками без полок, а на линии – выноске, имеющей полку, можно указать также количество одинаковых швов (рис. 32).
| |
| Рис. 31 | Рис. 32 |
3. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, допускается эти швы отмечать только у одного из изображений, причем предпочтительно у изображения с номером позиции (рис. 33).
|
| |
| Рис.34 | ||
| Рис.33 |
4. На чертеже симметричного изделия допускается отмечать линиями-выносками и обозначать швы только на одной половине симметричного изображения (рис. 33).
5. Указание по сварке допускается производить записью в технических требованиях чертежа, если эта запись однозначно Определяет место сварки, способ сварки, типы швов и размеры их конструктивных элементов, например: «Сварные швы по ГОСТ 5264-80-У5-r6». В этом случае на чертеже линии-выноски отсутствуют.
6. Одинаковые для всех швов (или группы швов) требования приводят один раз в технических требованиях к чертежу.
Таблица №2
Продолжение таб.№2

Продолжение таб.№2
Продолжение таб.№2
Продолжение таб.№2

Продолжение таб.№2
Продолжение таб.№2
Продолжение таб.№2

Таблица №3
Оформление задания по сварным соединениям
Заданием предусматривается вычерчивание и обозначение четырех видов соединений, выполненных сваркой. (Рис.35).
Позиции 1—4. указывают места сварных швов. Их при выполнении задания, указывать не следует. Условные обозначения швов сварных соединений поместить на изображенной детали (разрез раскрывает форму поперечного сечения).
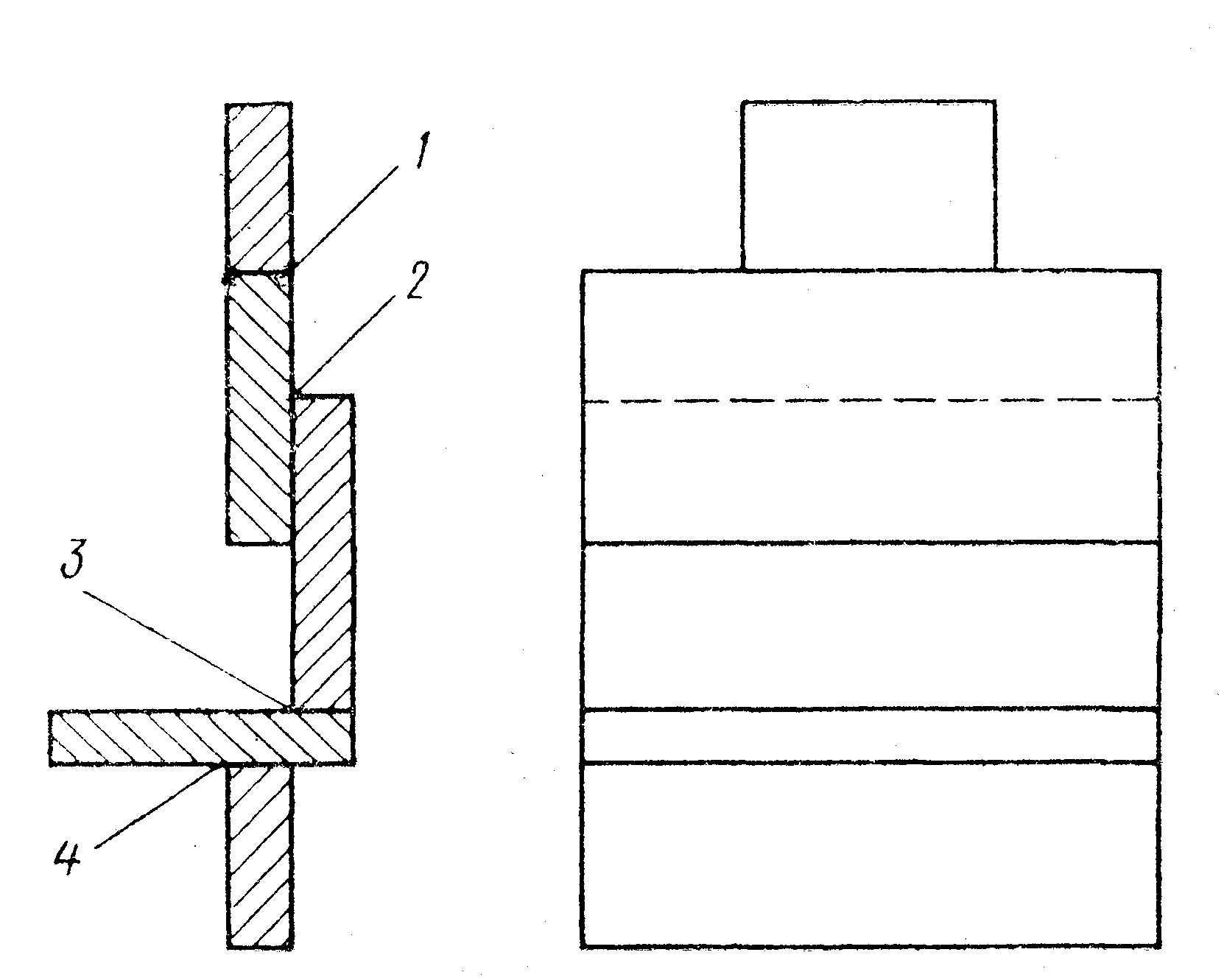
Рис.35
В табл. 3 указаны условия, при которых выполняется шов, характер шва, шероховатость и другие данные. Катет шва принимается в зависимости от толщины свариваемых деталей.
I. Работа выполняется на формате А4 (см. рис. 36).
II. Подключение спецификации.
1. Шов стыкового соединения с двумя симметричными скосами, двусторонний, выполняемый дуговой сваркой в инертных газах неплавящимся электродом с присадочным металлом при монтаже изделия. Усиление шва снято с обеих сторон. Параметр шероховатости поверхности шва (Rz): с лицевой стороны 80, с обратной — 20 мкм. (Рис.35).
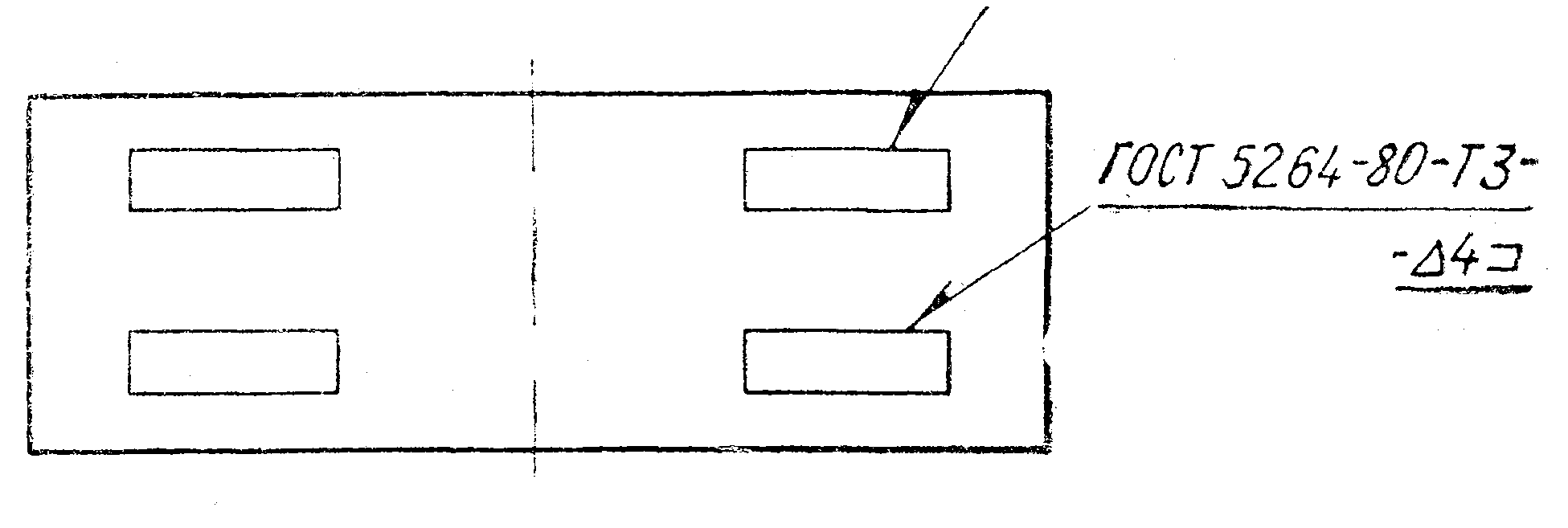
2. Шов соединения внахлестку невидимый без скоса кромок, односторонний, выполняемый автоматической сваркой на весу. (Рис.35).
3. Шов углового соединения двумя симметричными скосами одной кромки, двусторонний, выполняемый ручной дуговой сваркой. Наплывы и шероховатости шва обработаны с плавным переходом к основному металлу.
4. Шов таврового соединения с двумя симметричными скосами одной кромки двусторонний, выполняемый дуговой сваркой в инертных газах неплавящимся электродом без присадочного металла. Катет шва 5 мм, усиление шва снято с обеих сторон. Параметр шероховатости поверхности шва: с лицевой стороны 80, с обратной – 20 мкм.
Студенты (ребята), соблюдайте ГОСТы (стандарты).
Пример выполнения задания
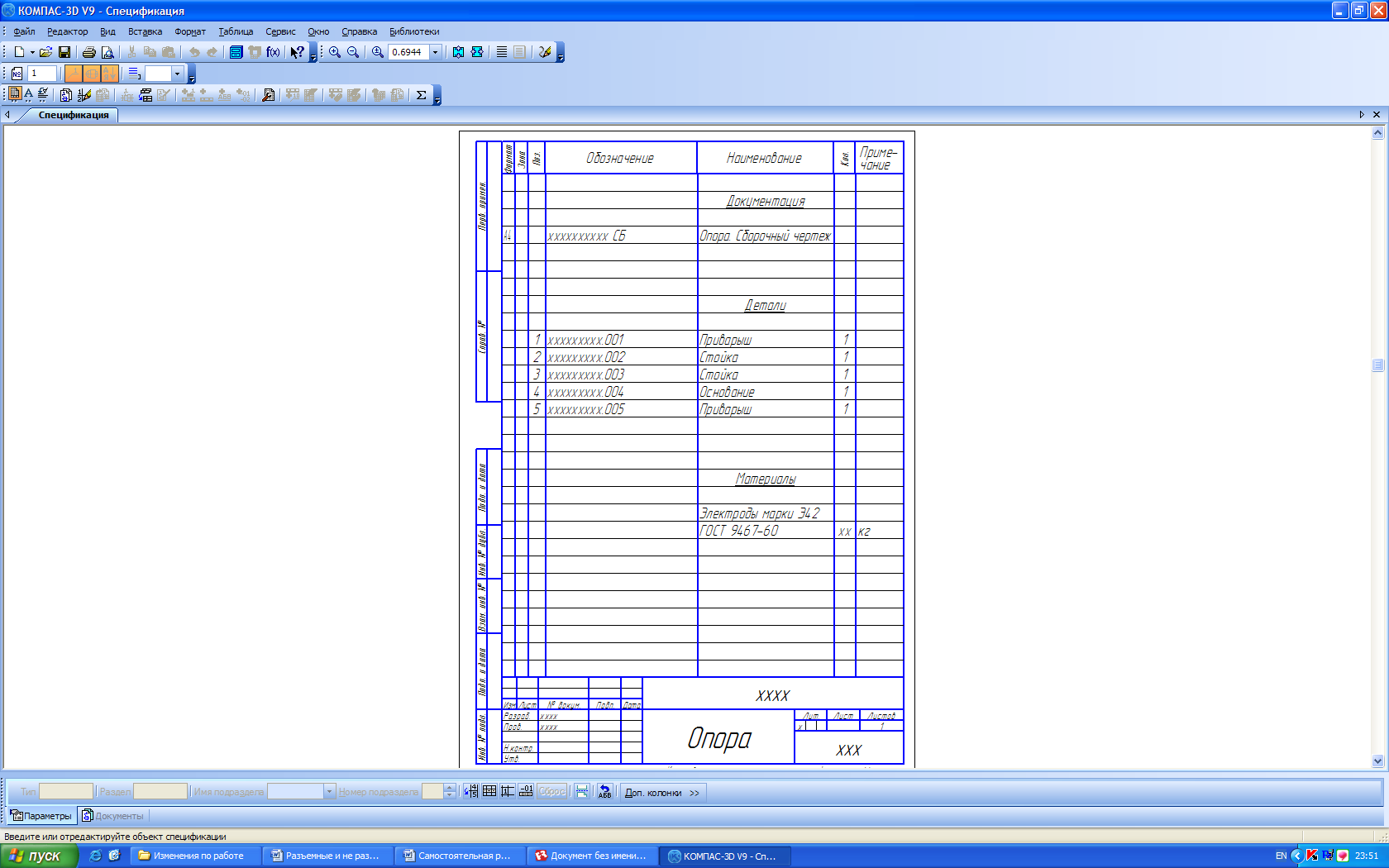
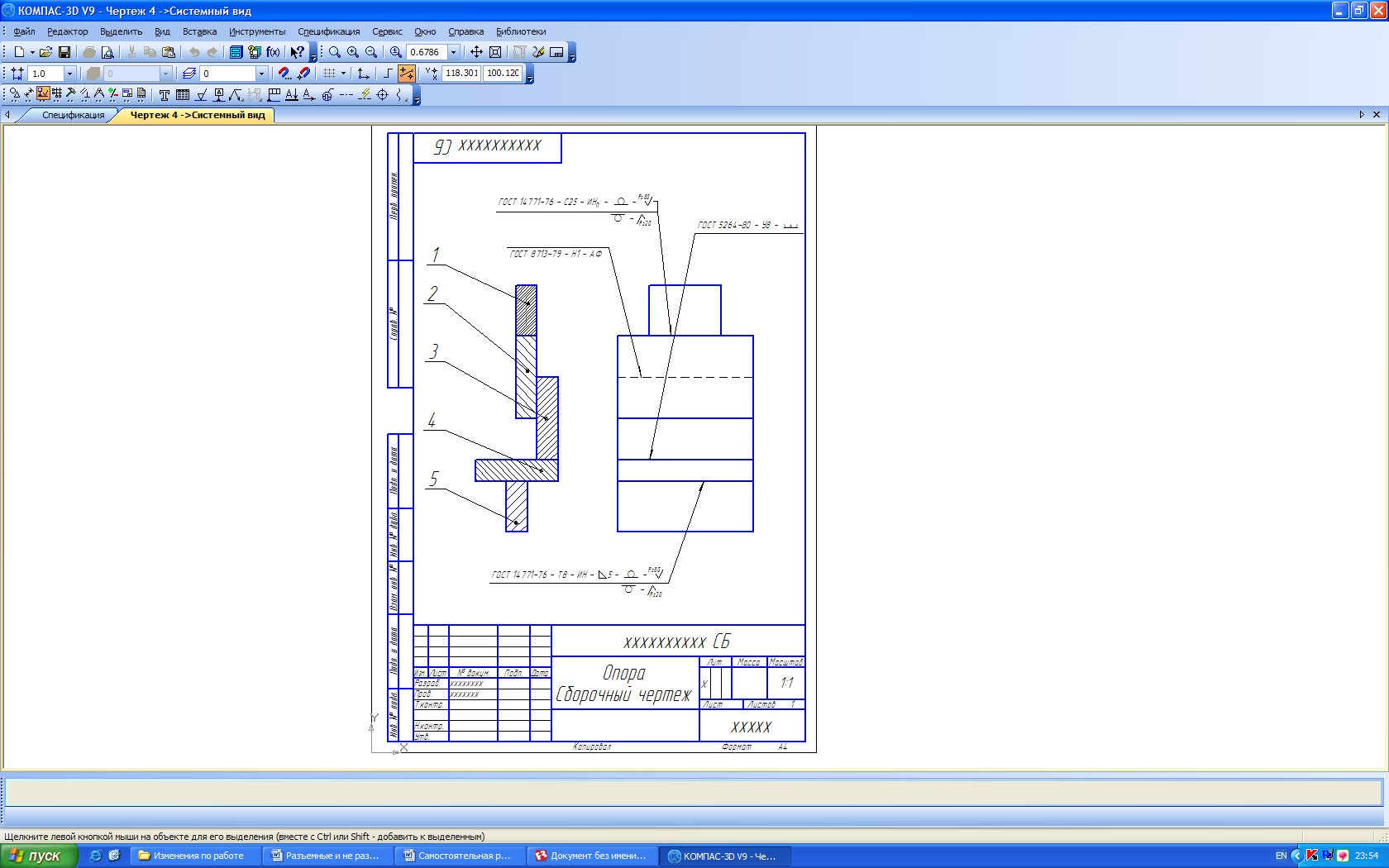
Рис. 36
ОБОЗНАЧЕНИЕ НА ЧЕРТЕЖАХ СТАНДАРТНЫХ СВАРНЫХ ШВОВ
На изображении сварного шва различают его лицевую и оборотную стороны. Лицевой стороной одностороннего шва считают ту сторону, с которой производится сварка (рис. 38, а); лицевой стороной двустороннего шва с несимметричной подготовкой (скосом) кромок деталей считают сторону, с которой производится сварка основного шва А (рис. 38, б). При симметричной подготовке кромок двустороннего шва за лицевую сторону можно принять любую сторону шва (рис. 38, в).
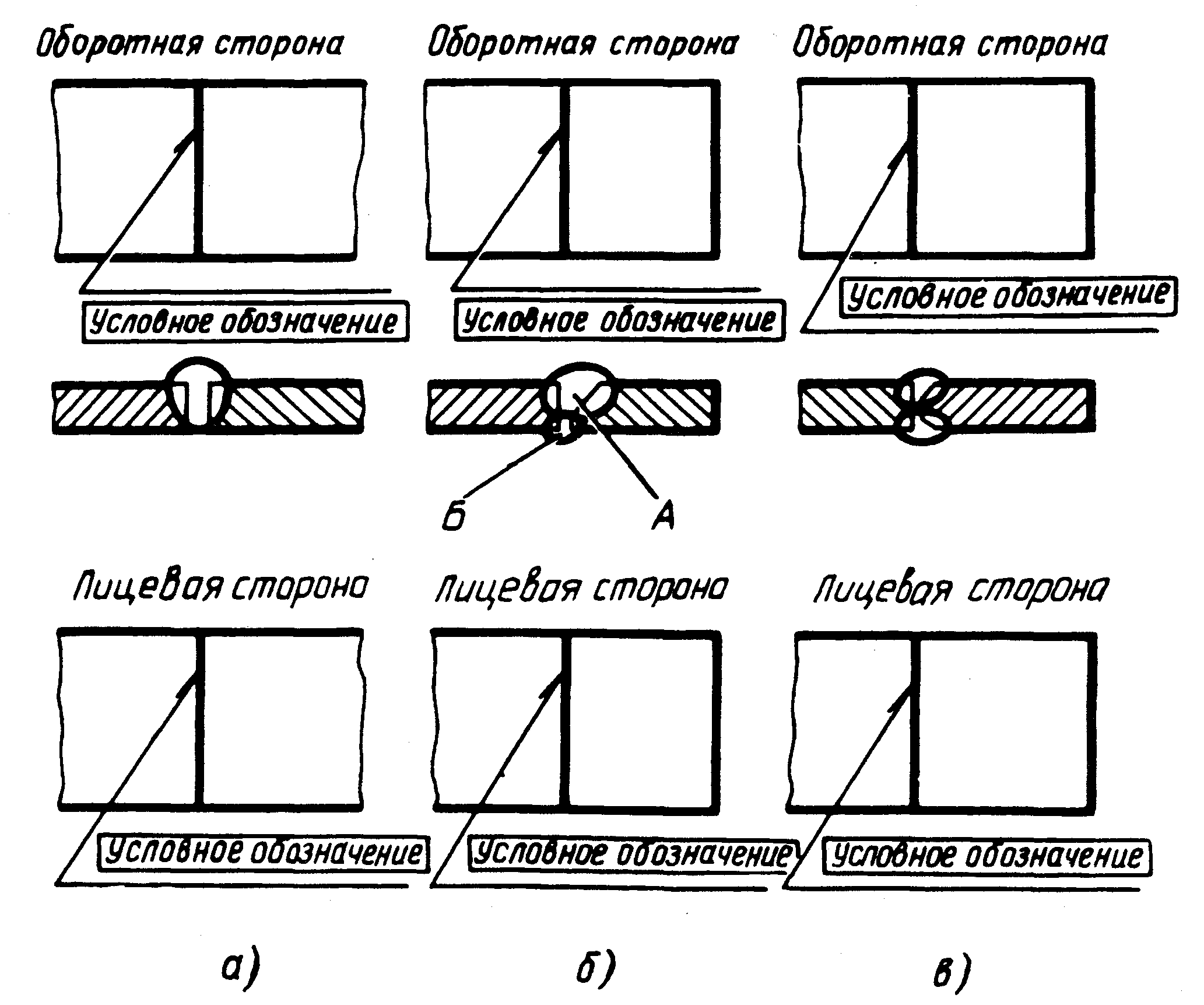
Рис. 38
Каждый шов сварного соединения имеет определенное условное обозначение, которое наносят в соответствии с рис. 38:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
б) под полкой линии-выноски, проведенной от изображения шва с обратной стороны.
ГОСТ 2.312—72 устанавливает вспомогательные знаки, входящие в обозначение шва и характеризующие его (приложение 2).
Знаки выполняются сплошными тонкими линиями.
Структура условного обозначения стандартного сварного шва (рис. 39)

Рис. 39. Структура условного обозначения стандартного сварного шва,
где:
1. Вспомогательные знаки шва по замкнутой линии ○ и монтажного шва  (см. приложение 2 рис. 39).
(см. приложение 2 рис. 39).
2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
3. Буквенно-цифровое обозначение шва.
4. Условное обозначение способа сварки (допускается не указывать).
5. Для швов, тип которых характеризуется катетом шва (см. рис. 18), проставляют: знак 1 (приложение 2) и размер катета в миллиметрах.
6. Для прерывистого шва — размер длины провариваемого участка, знак / и знак  (размер шага).
(размер шага).
7. Вспомогательные знаки (1- усиление шва снять; 2 – наплывы и неровности обработать с плавным переходом к основному металлу) (см. приложение 2).
8. Шероховатость механической обработки поверхности шва.
В обозначении шва проставляются только те параметры и знаки, которыми характеризуется обозначаемый шов. Учитывая, что условное обозначение стандартного шва дает исчерпывающие сведения о нем, на поперечных сечениях сварных швов подготовка кромок, зазор между ними и контур шва не изображаются, а свариваемые детали штрихуются в разные стороны (см. рис. 18 и 40).
На рис. 40 и 41 приведены изображения сварных швов с условными обозначениями, которые расшифровываются с учетом того, что ГОСТ 2.312—72 допускает не указывать способ сварки. На этих рисунках в качестве примера дно условное изображение шва, как на лицевой стороне, так и на его обратной стороне. Очевидно, что на рабочих чертежах условное изображение шва должно находиться только на одной стороне (предпочтительно на лицевой).
Условное обозначение шва, изображаемого на рис. 40, расшифровывается следующим образом:
1) — шов выполняется при монтаже изделия;
2) ГОСТ 5264—80 — шов для сварки деталей из углеродистой стали дуговой сваркой (в условном обозначении шва способ сварки не указан);
3) С18 — стыковой двусторонний шов со скосом двух кромок. Размеры скоса кромок приведены в ГОСТ 5264—80, который устанавливает форму кромок;
4) знаки 7 (приложение 2) указывают, что усиление снято с обеих сторон;
5) шероховатость поверхности шва: с лицевой стороны — Rz20, с обратной стороны — Rz80.
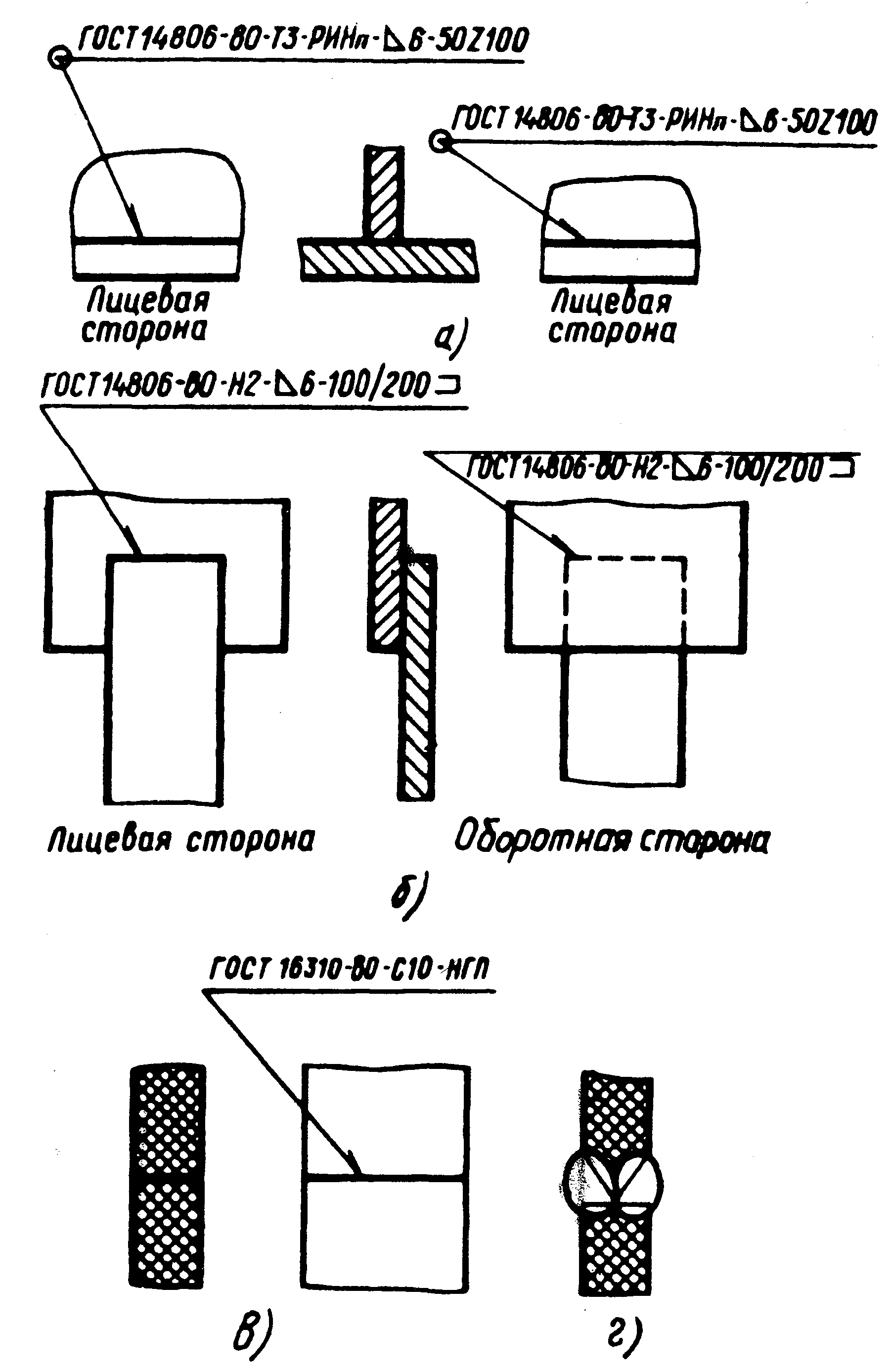
На рис. 41, а представлен сварной шов, характеризуемый следующими данными:
1) ○ — шов выполнен по замкнутой линии;
2) ГОСТ 14806—80 — шов для сварки алюминия;
3) ТЗ — тавровый двусторонний шов без скоса кромок (любая сторона принимается за лицевую);
4) РИНп — сварка ручная дуговая в инертных газах неплавящимся электродом (допускается не указывать);
5)  6 — катет шва 6 мм;
6 — катет шва 6 мм;
6) длина провариваемого участка 50 мм;
7) шаг 100 мм.
Рис. 41, б иллюстрирует изображение и обозначение шва со следующими характеристиками:
1) ГОСТ 14806—80 — шов для сварки алюминия;
2) Н2 — шов соединения внахлестку без скоса кромок, односторонний, прерывистый. Шов выполняется полуавтоматической сваркой в инертных газах плавящимся электродом (в обозначение сварного шва способ сварки не внесен);
3) 6 — катет шва 6 мм;
4) длина провариваемого участка 100 мм;
5) шаг 200 мм;
 6) -шов выполняется по незамкнутой линии.
6) -шов выполняется по незамкнутой линии.

| 
|
| Рис. 40 | Рис. 41 |
Приложение 1
Приложение 2
| <== предыдущая лекция | | | следующая лекция ==> |
| Источник: Фильтрационный пылеуловитель Патент Российской Федерации. Автор: Шаймарданов В.Х | | | Общие сведения о резьбах, резьбовых изделиях и соединениях |
Дата добавления: 2020-08-31; просмотров: 451;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
