Обжиг электролизеров на крупке
Наиболее старый и технически хорошо отработанный метод - обжиг новых и капитально отремонтированных электролизеров ОА и СОА на слое кокса (крупке). Электролизёр подключается в серию с помощью многоступенчатого реостата на минимальную силу тока.
На подину засыпают 3-5 см коксовой крупки (размеры зерен 0,8-5 мм), тщательно разравнивают и устанавливают анодные блоки (рис. 6.4). В шахту ванны загружают пусковую шихту, состоящую из криолита, CaF2, MgF2, NaF. Количество пускового сырья зависит от мощности ванны и определяется технологическими инструкциями. Примерно расход сырья составляет, кг/кА: MgF2 и CaF2 - 4-5; NaF 10-12; 3NaF*AlF3 30-35. Затем подключают шунты-реостаты и начинают обжиг. Через 8-12 ч начинают отключать реостаты с таким расчетом, чтобы через 20-24 ч на электролизере был полный ток. Продолжительность обжига 48-72 ч, когда температура в центре подины достигнет 890-960 °С.
Если при обжиге электролизёра с СОА используется старый анод (от ремонтируемого электролизёра), то подошва его тщательно очищается от застывшего электролита для хорошего контакта анодного массива с подиной. Анод устанавливают на подсыпку, вокруг него на периферию шахты загружают пусковое сырье: криолит, фтористый натрий, фтористый кальций, каустический магнезит и оборотный электролит, что помогает сохранить тепло и защитить подину от окисления. Использование коксовой подсыпки обеспечивает надёжный контакт анода и катода, а высокое электрическое сопротивление слоя крупки даёт при прохождении тока дополнительный источник тепла и позволяет вести обжиг на напряжении ≈ 3 В.
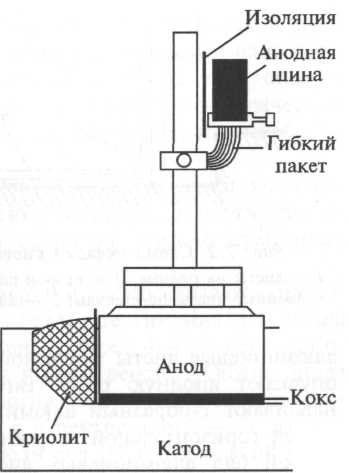 Рисунок 6.4 – Схема обжига электролизёра с обожжёнными анодами
Рисунок 6.4 – Схема обжига электролизёра с обожжёнными анодами
|
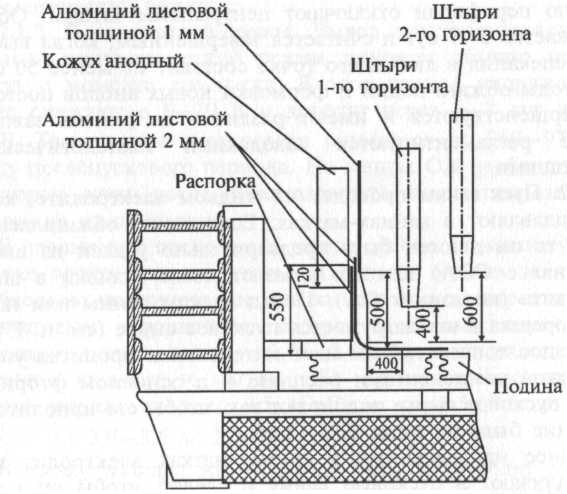 Рисунок 6.5 - Схема обжига электролизёра с самообжигающимся анодом
Рисунок 6.5 - Схема обжига электролизёра с самообжигающимся анодом
|
Для формирования нового анода на очищенную подину укладывают алюминиевые листы толщиной 1-2 мм (рис. 6.5). Опускают анодный кожух на расстояние до подины 55 см. Внутрь кожуха помещают короб из алюминиевого листа толщиной 2 мм и высотой 500 мм, внутрь по периметру устанавливают обечайку из алюминиевого листа толщиной 1 мм на высоту кожуха, снизу листы загибают к середине на 30-40 см. Между стенкой короба и бортовой футеровкой ванны вокруг всего анода через 80 см устанавливают распорки из шамотного кирпича.
Штыри закрепляют на анодной ошиновке, под них устанавливают металлические подставки сечением 10x100 и длиной 350 и 550 мм соответственно для первого и второго горизонтов штырей. Короб заполняют анодной массой. Размещают и подключают шунты - реостаты на минимальную силу тока. Анодная масса расплавляется, начинает оседать, в анод добавляют ещё необходимое количество массы. Через двое суток устраняют протеки массы с подины и периферию шахты (между коробом и бортом ванны) засыпают дробленым оборотным электролитом, свежим криолитом и фтористым натрием, чтобы максимально утеплить ванну и защитить подину от окисления. Постепенное увеличение силы тока производится по графику и продолжается не менее 3 суток. В этот период ведется контроль над ростом конуса спекания. Обжиг продолжается 5-7 суток и считается завершенным, когда высота конуса спекания в любой его точке составит не менее 50 см.
Известен электрический обжиг электролизёров ОА большой мощности без применения коксовой крупки, их подключают в действующую серию с помощью специально разработанных шунтов. Обжиг производится при строгом мониторинге всех параметров процесса, после 32 часов нагрева ванны в неё заливается жидкий алюминий. Общая продолжительность обжига 48 часов. Послепусковой период, включая стабилизацию КО, составляет 1,5 мес.
Дата добавления: 2020-06-09; просмотров: 903;
Поиск по сайту
Узнать еще
- Гипсовые вяжущие вещества делят на две группы: низкообжиговые и высокообжиговые.
- Инфракрасные лучи поглощаются тканью и обладают тепловым и обжигающим эффектом.
- Классификация электролизеров
- Обеспыливание отходящих газов обжиговых печей кипящего слоя (КС) цинкового производства
- Обжиг и графитирование электродов
- Обслуживание нормально работающих электролизеров
- Обслуживание самообжигающихся анодов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
