К основным операциям ковки относятся
Производство заготовок свободной ковкой, штамповкой.
Процесс свободного течения металла под воздействием периодических ударов или статических воздействий инструмента называется – ковкой.
Свободной ковкой изготавливают детали массой от нескольких грамм до 250 и более тонн, размерами от сантиметров до десятков метров, в основном простых сечений.
Ковка применяется в индустриальном и мелкосерийном производстве.
Шероховатость поверхности поковок, полученных ковкой, равна RZ= 320 – 80 мкм.
При использовании подкладных штампов RZ= 80 – 40 мкм.
Коэффициент весовой точности равен 0,3 – 0,4 , что указывает большой объём механической обработки.
Свободной ковкой можно изготавливать заготовки практически из всех марок и видов деформируемых конструкционных металлов и сплавов.
Основные преимущества свободной ковки.
1) 1.Получение металла высокого качества и свойств по сравнению с отливками.
2) 2.Возможность получить крупные поковки по массе и габаритам, что другими способами либо недостижимо, либо экономически нецелесообразно.
3) 3.Для изготовления крупных поковок требуются сравнительно небольшие усилия, так как обработка осуществляется обжатием отдельных небольших участков, а отдельные усилия невелики ввиду относительно свободного течения металла в стороны.
4) 4.Применение универсального оборудования и инструмента резко снижает затраты производства особенно при мелкосерийном его характера.
Недостатки
1) 1.Низкая производительность по сравнению с горячей штамповкой.
2) 2.Большие напуски, припуски, допуски, что требует большого объёма последующей обработки.
Свободная ковка разделяется на ручную и машинную. Ручная ковка – в мелких ремонтных мастерских.
Свободная машинная ковка осуществляется на молотах и прессах.
Молот – машина ударного действия, в которой энергия привода перед ударом преобразуется в кинетическую энергию линейного движения рабочих масс с закреплённом на них рабочим инструментом, а время удара – в полезную работу деформирования поковки.
По конструкции и типу привода молоты можно классифицировать:
ü - паровоздушные
ü - пневматические
ü - электромеханические
ü - газовые
ü - высокоскоростные
Паровоздушные молоты приводятся в действие паром или сжатым воздухом, подающихся от котлов или компрессоров.
Пневматические также используют сжатый воздух.
В электромеханических молотах подвижные части через преобразующие механизмы связаны с приводом, в качестве которых применяются электродвигатели.
В газовых молотах на поршень действует давление газов , возникающие в результате вспышки горючего.
В высокоскоростных молотах высокое давление создаётся с помощью специальных гидравлических устройств.
Энергоноситель – сжиженный газ, порох и т.д.
Высокоскоростные молоты осуществляют один удар за который полностью осуществляется деформация.
При ударе молота (бойка) по заготовке часть энергии расходуется на её деформацию, остальная поглощается нижним бойком и его основанием (шаботом).
В качестве исходных заготовок для ковки используют прокат квадратного, круглого или прямоугольного сечения, блюмов. Прутки разрезают на отдельные (мерные) заготовки различными способами: на кривошипных пресс- ножницах, механическими пилами, газовой резкой и т.д.
Перед ковкой мерную заготовку нагревают, что уменьшает в 10-15 раз сопротивление металла деформированию.
Нагревательные устройства делятся на пламенные, электрические и комбинированные.
К основным операциям ковки относятся
v - осадка
v - протяжка
v - прошивка
v - отрубка
v - гибка
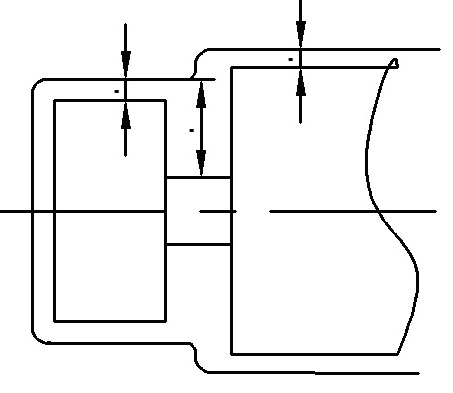
1.Осадка – обжатие заготовки по высоте с целью увеличения её поперечных размеров.
Осадка с утолщением одного из концов заготовки – высадка.
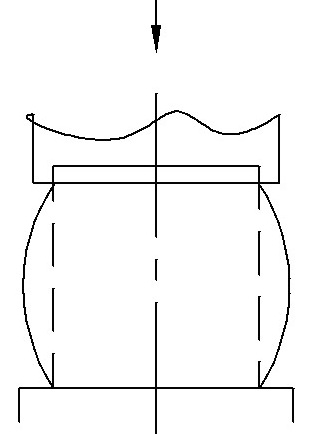
Осадка применяется для получения поковок с большими поперечными сечениями из заготовок с меньшими поперечными сечениями: дисков, шестерён.
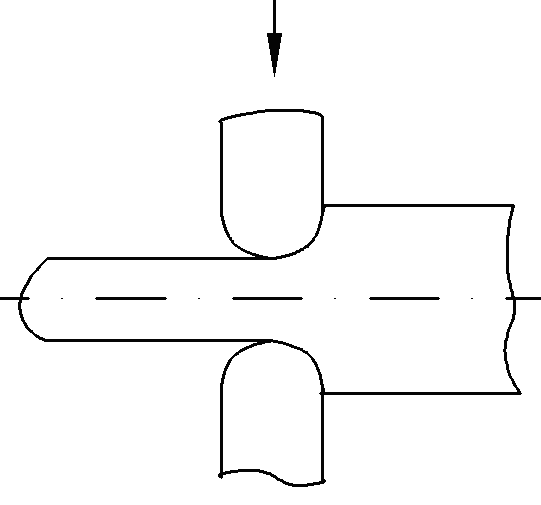
2.Протяжка – операция удлинения заготовки или ее части за счет уменьшения площади поперечного сечения. Протяжку проводят последовательными ударами или нажатиями на отдельные участки заготовки, примыкающие один к другому, с подачей заготовки вдоль оси протяжки и поворотами ее на 90 градусов вокруг оси.
Протягивать можно плоскими и вырезными балками.
Разновидности протяжки:
Разгонка – операция увеличения ширины части заготовки за счет уменьшения ее толщины (а).
 (а)
(а)
Протяжка с оправкой – операция увеличения длины пустотелой заготовки за счет уменьшения толщины ее стенок.
Протяжку выполняют в бойках на слегка конической оправке. Протягивают в одном направлении – к расширяющемуся концу оправки, что облегчает ее удаление из поковки.
Раскатка на оправке- операция одновременного увеличения наружного и внутреннего диаметров кольцевой заготовки за счет уменьшения толщины ее стенок.
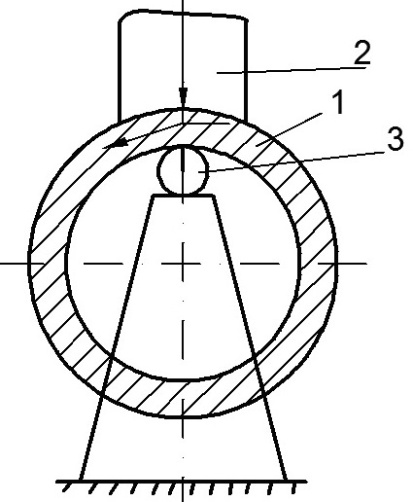
Заготовка 1 опирается на оправку 3 и деформируется между оправкой и бойком 2.
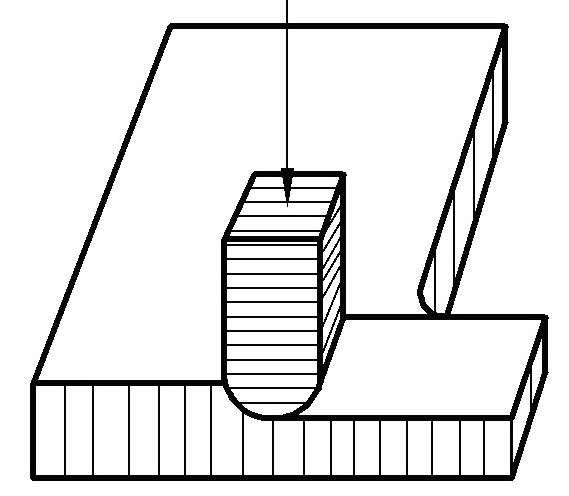
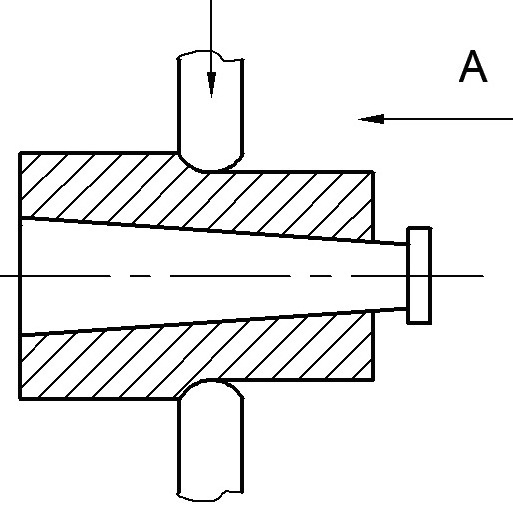
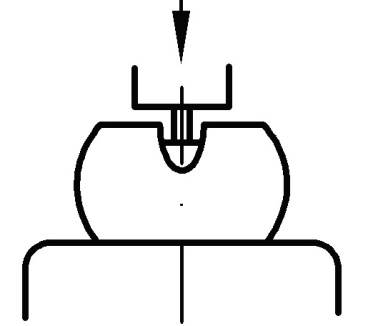
3.Прошивка – операция получения в заготовке сквозного отверстия или углубления.
Инструмент для прошивки – прошивни сплошные или пустотелые, пустотелыми прошивают отверстия большого диаметра (400-900мм). При прошивке сквозной сравнительно тонких поковок применяют подкладные кольца. Диаметр прошивня не более ½ от наружного диаметра заготовки, при большом диаметре прошивня заготовка значительно искажается.
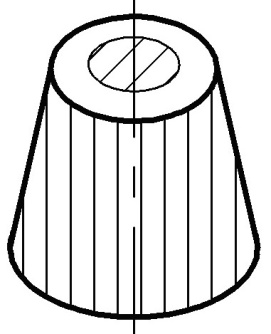
Прошивка сопровождается отходом- выдрой.

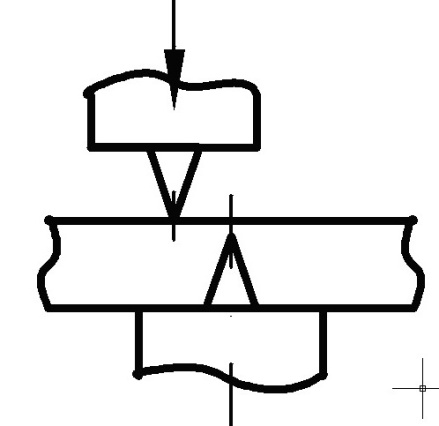
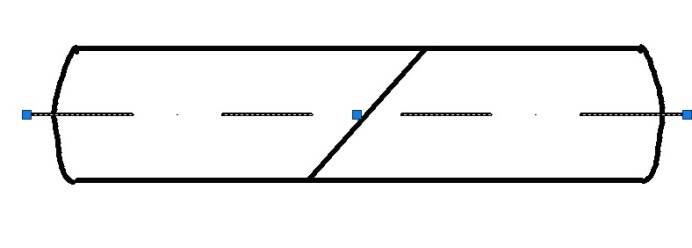
4. Отрубка – операция отделения части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента – топора.
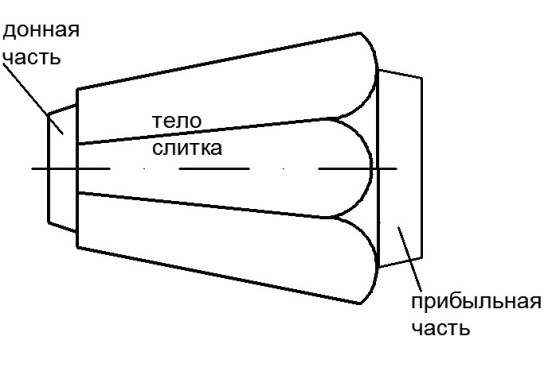
Отрубку применяют для получения из заготовок большой длины нескольких коротких, для удаления излишков металла на концах поковок, для удаления прибыльной и донной частей слитка и тд.
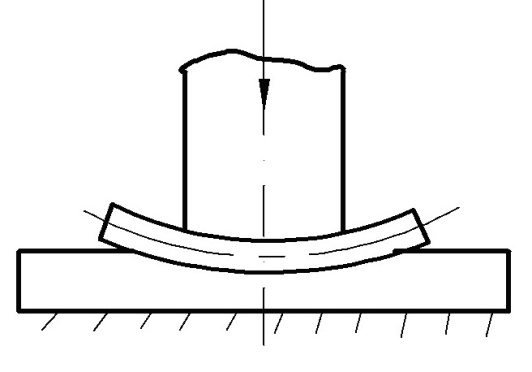
5. Гибка – операция придания заготовке изогнутой формы.
6.Закручивание – поворот одной части заготовки относительно оси на некоторый угол. Например для изготовления коленчатых валов.

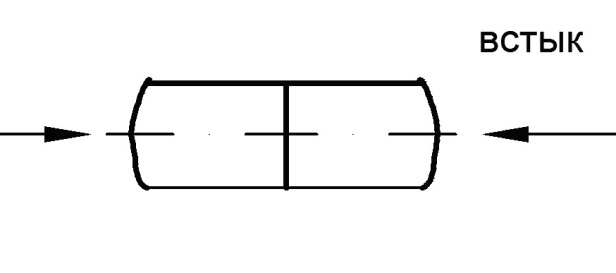
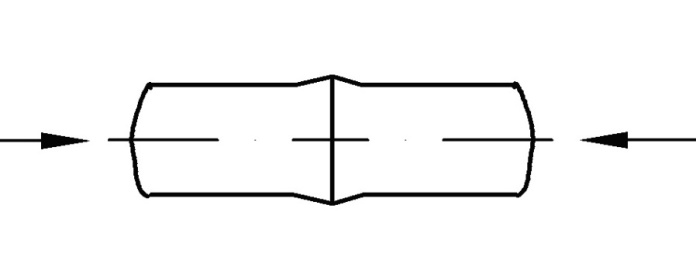
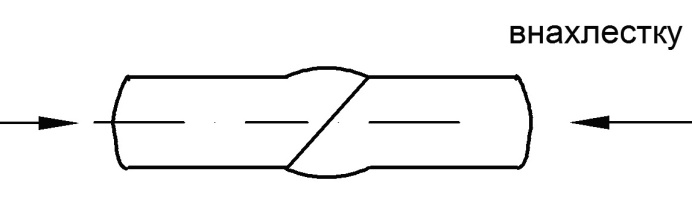
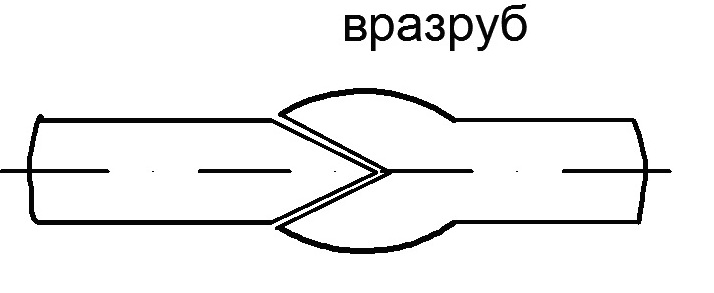
7. Кузнечная сварка – операция, при которой обеспечивается соединение отдельных частей заготовки. Температура д/б выше 1100градусов( порог свариваемости), сталь не должна содержать много углерода.
Разработка технологического процесса ковки включает:
Ø - составление чертежа поковки
Ø - расчет размеров и массы заготовки
Ø -выбор основных , вспомогательных и отделочных операций
Ø - выбор оборудования
Ø - определение режимов нагрела и охлаждения поковок
8.Перечисленными операциями ковки трудно изготовить поковки сложной конфигурации.
Для изготовления небольших партий сложных поковок применяют штамповку в подкладных штампах.Подкладной штамп может состоять из одной или двух частей, в которых имеется полость с конфигурацией поковки или ее отдельного участка.

Чертеж поковки
Чертеж поковки составляют на основании разработанного чертежа детали с учетом припусков, допусков и напусков.
Припуск- поверхностный слой металла поковки, подлежащий удалению обработкой резанием для получения требуемых размеров качества поверхности готовой детали.
Напуск – объем металла, добавленного к поковке сверх припуска для упрощения ее формы.
Припуски и допуски на кованные молотовые поковки назначают по ГОСТ- 7829-70, на прессах 7062-79.
2.Выбор заготовкиосуществляетсяпо ее массе, которая определяется
mзаг=mпок+mпр +mдн+mуг+mот
mпок – масса поковки = произведению объема поковки на плотность металла.
mпр – масса отхода с прибыльной частью слитка.
mдн – масса отхода с донной частью слитка.
mуг – масса отхода на угар.
mот – масса технологических отходов.
При ковке из прокатанной заготовки mпр и mдн отсутствуют.
3. Выбор оборудования осуществляется в зависимости от режима ковки данного металла или сплава, массы поковки и ее конфигурации. ф
4. Последовательность операций ковки устанавливается в зависимости от конфигурации поковки и технологических требований на нее, вида заготовки.
Типовое оформление чертежа поковки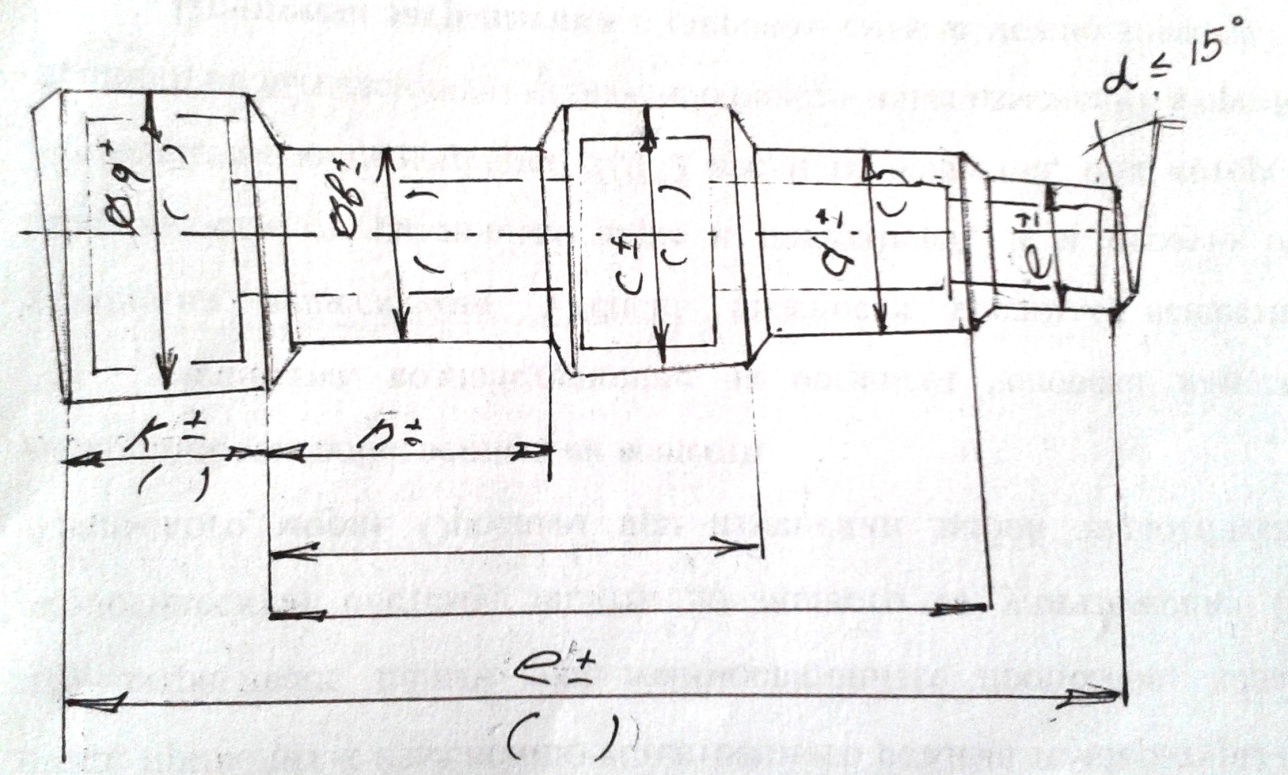
Чертеж поковки оформляют следующим образом:
· 1.Тонкой сплошной линией вычерчивается контур детали.
· 2. Толстой сплошной линией наносят чертеж поковки, выполняют на нем размерные линии.
· 3.Проставляют размеры.
Размеры выполняют от одной базы для контроля обработки резанием. Один из участков поковки, отковываемый в последнюю очередь на чертеже оставляют с не проставленной длиной. Он равен разности общей длины и суммы длин отдельных участков.
5. Определение режимов нагрева металла.
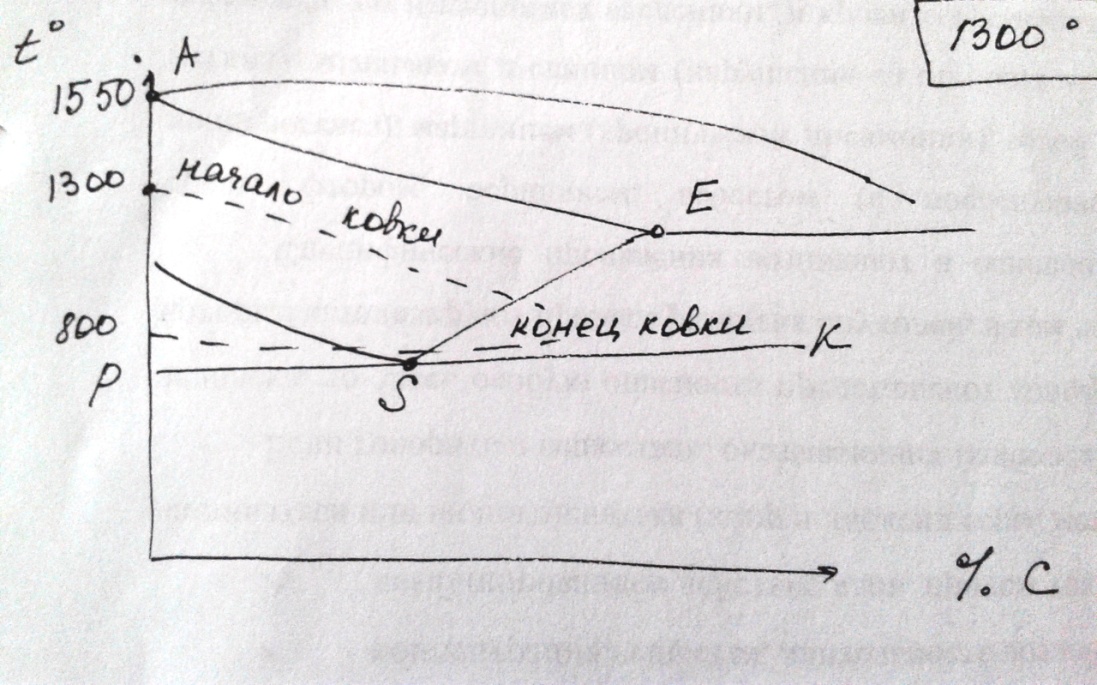
Температурный интервал ковки – область температур, при которых металл обладает достаточной пластичностью и пониженным сопротивлением деформированию.
Верхняя граница температурного интервала ниже линии солидуса на 100-200 градусов.
Нижняя граница – на 75 – 4 градусов выше линии PSK.
1300-800 градусов
Технологические особенности ковки.
Высоколегированные стали и цветные металлы – поковки получают на прессах, т.к. они склонны к интенсивному упрочнению.
Дефекты кованных поковок
ü - наружные трещины (возникают в результате использования недоброкачественной исходной заготовки или пережога металла.
ü - внутренние трещины (недостаточный прогрев сердцевины заготовки).
ü - вмятины ( образуются от окалины, не удаленной с бойков и закованной при последующих обжатиях)
ü - неметаллические включения.
| <== предыдущая лекция | | | следующая лекция ==> |
| Что содержит принцип Ле-Шателье? | | | Математические модели для определения надежности |
Дата добавления: 2016-07-05; просмотров: 2634;
Поиск по сайту
Узнать еще
- Агротехнические требования к операциям по уходу за растениями.
- Анализ обеспеченности предприятия основными средствами производства
- В процессе эксплуатации пути есть участки, на которых регулярно используются торможение подвижного состава. К таким участкам относятся
- В соответствии с выполняемыми при строительстве скважин операциями
- Влияние вида резания. Силы резания поперек волокон, вдоль волокон и в торец относятся приблизительно как 1:2:6. От силы резания зависит и качество обработки.
- Вода для упаковки рыб
- Возможно к этому же вопросу относятся слайды 4.39 и 4.40
- Дадим определения основным характеристикам измерений.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
