Классификация прокатных станов
Классификация прокатных станов по режиму и типу электропривода
Назначением прокатки является изменение размеров и формы металла
Металл, подлежащий прокатке, подается к двум валкам, вращающимся встречно друг другу. При подходе к валкам металл захватывается ими и обжимается. В результате уменьшается сечение и увеличивается длина заготовки.
Классификация прокатных станов
1. По характеру выпускаемой продукции различают следующие виды станов:
- обжимные (блюминги, слябинги), выпускающие заготовки квадратного (блюмы) или прямоугольного, плоского сечения (слябы), которые в дальнейшем используются для производства соответственно сортового металла (рельсов, балок, прутков и т. п.) или листа. В настоящее время эти функции выполняют также МНЛЗ, оборудованные обжимными прокатными агрегатами;
- заготовочные для дополнительного обжатия блюмов;
- рельсобалочные для прокатки рельсов и крупных балок;
- сортовые для производства сортового металла различного профиля (уголков, балок, прутков, полос и т. п.).
2. По температуре прокатываемого металла различают станы горячей и холодной прокатки. При горячей прокатке металл предварительно нагревают до температуры порядка 1000 – 1200 °С.
3. По скоростному режиму прокатные станы можно разделить на три основные группы:
- реверсивные станы горячей и холодной прокатки;
- нереверсивные регулируемые станы;
- нереверсивные нерегулируемые станы.
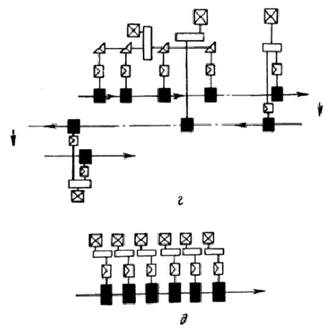
4. По расположению рабочих клетей различают следующие типы станов: одноклетевые, линейные, последовательные, непрерывные и комбинированные (смешанного типа).

Двигатель
Редуктор
Шестеренная клеть
Рабочая клеть
Одноклетевые станы (рис. а) чаще всего бывают реверсивными, так как в одной клети приходится делать несколько проходов. Одноклетевые станы – это блюминги, слябинги, универсальные и толстолистовые станы.
Линейные станы (рис. б, в) отличаются тем, что рабочие клети располагаются в одну линию с общим приводом от одного двигателя. Стан может иметь одну (рис. б) или несколько (рис. в) клетей.
Последовательное расположение клетей (рис. г) включает несколько рабочих клетей, расположенных последовательно друг за другом.
Непрерывные станы (рис. д) также имеют последовательное расположение клетей, но клети устанавливаются близко одна к другой, так что при установившемся процессе прокатки полоса одновременно проходит через все клети.
5. По типу привода: с индивидуальным и групповым приводом.
Индивидуальный привод валков Групповой привод валков
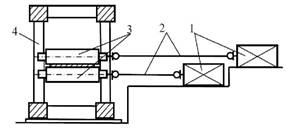
Главная линия с индивидуальным приводом включает два электродвигателя 1, которые через шпиндели 2 передают вращательное движение валкам 3 рабочей клети 4.
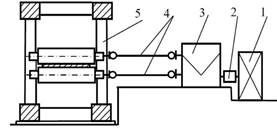
Главная линия с групповым приводом включает один электродвигатель 1, моторную муфту 2, универсальную клеть 3, шпиндели 4 и рабочую клеть 5.
Индивидуальный привод имеет ряд преимуществ:
1) отпадает необходимость в точном подборе диаметра валков;
2) повышение КПД установки;
3) уменьшение габаритов двигателя, что облегчает его монтаж и транспортировку.
Недостатки индивидуального привода:
1) увеличение количества электрооборудования;
2) усложнение системы управления.
Индивидуальный привод используют преимущественно в прессах и машинах-автоматах.
Индивидуальный привод валков целесообразно применять для мощных обжимных станов с диаметром валков 1100 - 1300 мм. Для блюминга 1000 мм возможно применение как индивидуального, так и группового привода. Для заготовочных, рельсобалочных станов 900 мм и ниже предпочтительно применение группового привода.
| <== предыдущая лекция | | | следующая лекция ==> |
| ОШИБКИ ОРФОГРАФИЧЕСКИЕ, ПУНКТУАЦИОННЫЕ, ГРАФИЧЕСКИЕ, ОПИСКИ | | | Теоретический чертеж |
Дата добавления: 2020-06-09; просмотров: 403;
Поиск по сайту
Узнать еще
- II Классификация САSЕ-средств
- II этап. Установка свойств объектов
- II. Классификация документов
- II. Физико-химические, восстановление металлов из их оксидов или карбидов.
- II.4. Классификация нефтей и газов по их химическим и физическим свойствам
- III. Классификация методов воспитания.
- III. Окислительно-восстановительные реакции
- III. Описание экспериментальной установки и метода измерения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
