Порядок выполнения лабораторной работы
4.1 Произвести обмер комплекта резьбовых деталей на планшете и заполнить отчет в виде таблицы 3.10. При этом необходимо установить типоразмер и стандарт изделий и записать их обозначение.
Для определения резьбы, имеющейся на деталях, применяются особые шаблоны – резьбомеры (рис.11 а): №1 – для метрической резьбы и №2 – для трубной. На корпусе резьбомера №1 выбито клеймо М60о, а на каждой пластинке – шаг резьбы в миллиметрах. На корпусе резьбомера №2 выбито клеймо Д55о, а на каждой пластинке – число витков (ниток) на длине 1”.
Для определения резьбы подбирают пластинку с зубьями, которые могут быть введены во впадины резьбы. Затем читают указанный на пластинке шаг (или число витков на дюйм). Наружный диаметр резьбы d на стержне измеряется штангенциркулем.
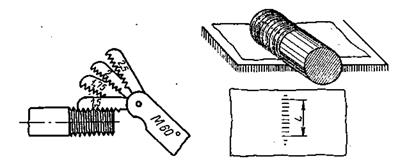 |
Рисунок 12. Определение шага резьбы: а) резьбомером; б) по оттиску.
При отсутствии резьбомера шаг резьбы, т.е. число витков (или ниток) на дюйм, может быть определен при помощи оттиска на бумаге. С этой целью на край стола или доски кладут лист писчей бумаги, прикладывают к нему резьбовую деталь и нажатием руки получают оттиск резьбы, до 10 шагов (рис. 11б).
На оттиске измеряют расстояние L между крайними отчетливыми рисками. Затем считают число шагов n на длине L (при этом следует помнить, что число n на единицу меньше числа рисок). Шаг резьбы определяется путем деления L на n.
Таблица 3.10. Результаты обмера комплекта резьбовых деталей.
Планшет N____.
| Болты | d | P | L | H | S | D | Исполнение | Обозначение, ГОСТ | |||||||
| Винты | d | P | L | H | lo | D | Исполнение | Обозначение, ГОСТ | |||||||
| Гайки | d | P | H | S | D | h | b | Исполнение | Обозначение, ГОСТ | ||||||
| Шайбы | d | D | S | b | l | h | Исполнение | Обозначение, ГОСТ | |||||||
| Шпильки | d | l | lo | l1 | Исполнение | Обозначение, ГОСТ | |||||||||
Определение этим способом резьбы в отверстиях возможно с помощью металлического или деревянного стержня, обернутого бумагой. Равномерным нажатием руки на стержень получим оттиск ряда витков (шагов). Сравнивая шаг по стандартным таблицам, определим диаметр и тип резьбы. Вообще же резьбу отверстий следует измерять на тех деталях, которые ввинчиваются в данное отверстие и, следовательно, имеют ту же резьбу. На практике определение резьбы описанным способом облегчается тем, что для наиболее употребительных диаметров шаги метрической резьбы выражаются или целым числом миллиметров, или числом, кратным 0,5 или 0,25 мм.
Диаметры метрической резьбы (начиная с 6 мм) всегда измеряются целым числом миллиметров. У трубной резьбы диаметр и шаг могут быть с достаточным приближением выражены только в тысячных долях миллиметра, но число витков (ниток) на дюйм (25,4 мм) обычно целое число, что легко проверяется. Для измерения среднего диаметра метрической, трубной, трапецеидальной и упорной резьбы используются проволочки, ролики в сочетании с микрометрами.
4.2. В соответствии с заданием в табл.3.9 преподаватель дополнительно указывает типы болтов, винтов, шпилек, шайб и гаек. Студенту необходимо рассчитать длину болта, винта и шпильки, исходя из размерных цепочек на рис.12 с использованием размеров соответствующих деталей из таблиц, приложения или других справочных материалов[1,2,3,4,5] и заполнить отчет в виде таблицы 3.11. Длина крепежных деталей должна соответствовать стандартам.
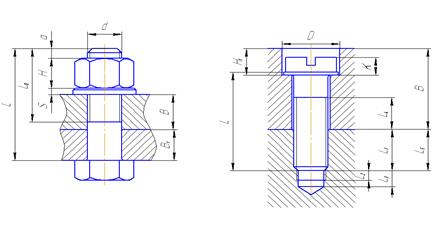
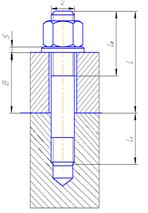 Болтовое Винтовое Шпилечное
Болтовое Винтовое Шпилечное
Рисунок 13. К определению размеров резьбовых соединений:
d - диаметр резьбы;
L – длина болта (винта, шпильки);
Lо – длина нарезанной части;
L1 – глубина завинчивания (зависит от материала деталей);
L2 – запас внутренней резьбы полного сечения (без сбега);
L3 – запас глубины сверления;
L4 – запас наружной резьбы;
L5 – глубина сверления;
Н – высота гайки;
Н1, D – глубина и диаметр разделки отверстий под головки винтов (см. табл. П2);
к- высота головки винта;
а – выход конца винта из гайки;
S – толщина шайбы;
B, B1 – толщина соединяемых деталей.
Примечание: длина винтов L с конической потайной (ГОСТ 17475 – 80) и полупотайной (ГОСТ 17474 – 80) головками принимается с учетом высоты конической головки.
Для определения некоторых размеров резьбового соединения можно пользоваться их зависимостями от шага резьбы Р: L2 = 2P; L3 = 6P; L4 = 3P; L5 = L1+6P; a = 1,5…2P.
Таблица 3.11. Расчет размеров болтов, винтов и шпилек
| № варианта | d1 | P | B | B1 | Материал деталей | Lб | Lв | Lш | Примечание |
| 0,7 | Сталь | ||||||||
| 0,8 | Чугун | ||||||||
| Бронза | |||||||||
| 1,25 | АЛ 2 | ||||||||
| 1,5 | Титан | ||||||||
| 1,75 | Сталь | ||||||||
| Чугун | |||||||||
| 2,5 | Бронза | ||||||||
| 2,5 | АЛ 2 | ||||||||
| 2,5 | Титан | ||||||||
| Латунь | |||||||||
| 1,25 | Сталь | ||||||||
| 1,25 | Чугун | ||||||||
| 1,5 | Бронза | ||||||||
| 1,5 | Латунь | ||||||||
| АЛ 2 | |||||||||
| Титан | |||||||||
| Чугун | |||||||||
| 1,25 | Сталь | ||||||||
| 1,5 | Сталь | ||||||||
| 1,75 | Бронза | ||||||||
| Латунь | |||||||||
| 2,5 | Чугун | ||||||||
| 2,5 | Сталь | ||||||||
| 2,5 | Сталь | ||||||||
| Бронза | |||||||||
| 1,25 | Латунь | ||||||||
| 1,5 | Сталь | ||||||||
| 1,75 | Чугун | ||||||||
| Сталь |
Дата добавления: 2022-05-27; просмотров: 123;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
