машин переменного тока на напряжение до 660 В
| Класс нагревостойкости B нормального и усиленно-влагостойкого исполнения | ||||||||||||||||||
| Часть обмотки | Позиция | Материал | Количество слоев | Толщина изоляции, мм | ||||||||||||||
| Наименование | Марка | Толщина, мм | по ширине | по высоте | по ширине | по высоте | ||||||||||||
Пазовая
| 1 | Витковая изоляция* | — | |||||||||||||||
| 2 | Стеклянная лента | ЛЭС | 0,1 | 1 слой вразбежку | 0,2 | 0,2 | ||||||||||||
| 3 | Микафолий | МФГ | 0,2 | 3,5 оборота | 1,4 | 1,4 | ||||||||||||
| Двусторонняя толщина изоляции пазовой части катушки | — | 1,6 | 1,6 | |||||||||||||||
| 4 | Электронит | — | 0,2 | 0,4 | 0,6 | |||||||||||||
| 5 | То же | — | 0,5 | — | — | 0,5 | ||||||||||||
| 6 | Лакостекломиканит | ГФГС-ЛСБ | 0,5 | — | — | 0,5 | ||||||||||||
| 7 | Текстолит | В | — | — | — | — | 0,5 | |||||||||||
| Допуск на укладку | 0,5 | — | 0,3 | 0,5 | ||||||||||||||
| Всего на паз (без клина и витковой изоляции) | — | — | — | 2,3 | 5,8 | |||||||||||||
Лобовая

| 8 | Микалента | ЛФЧ-11 | 0,17 | 2 слоя вполнахлеста | 1,4 | 1,4 | |||||||||||
| 9 | Стеклянная лента | ЛЭС | 0,10 | 2 слой вполнахлеста | 0,4 | 0,4 | ||||||||||||
| 10 | То же | ЛЭС | 0,10 | 1 слой вразбежку | 0,2 | 0,2 | ||||||||||||
| Разбухание изоляции от пропитки | — | — | — | 0,5 | 0,5 | |||||||||||||
| Двусторонняя толщина изоляции лобовой части катушки | — | — | — | 2,5 | 2,5 | |||||||||||||
| Класс нагревостойкости B тропического исполнения, классы нагревостойкости F и H всех исполнений | ||||||||||||||||||
| Часть обмотки | Позиция | Материал | Число слоев | Толщина изоляции, мм | ||||||||||||||
| Наименование | Марка для класса нагревостойкости | Толщина, мм | по ширине | по высоте | по ширине | по высоте | ||||||||||||
| B | F | H | ||||||||||||||||
| Пазовая (то же, что для класса нагрево-стойкости B нормально-го исполне- ния) | 1 | Витковая изоляция * | ||||||||||||||||
| 2 | Стеклянная лента | ЛЭС | ЛЭС | ЛЭС | 0,2 | 1 слой вразбежку | 0,2 | 0,2 | ||||||||||
| 3 | Стекло- микафолий | СМФГ | МФП-Т | СМФК | 0,2 | 3,5 оборота | 1,4 | 1,4 | ||||||||||
| Двусторонняя толщина изоляции пазовой части катушки | 1,6 | 1,6 | ||||||||||||||||
| 4 | Стеклолако- ткань | ЛСБ | ЛСБ | ЛСК | 0,15 | 0,3 | 0,45 | |||||||||||
| 5 | Стеклотекстолит | СТ | СТЭФ | СТК-41 | 0,5 | — | — | 0,5 | ||||||||||
| 6 | Лакостекломика-нит | ГФГС-ЛСБ | ГФПС-ЛСП | ГФКС-ЛСК | 0,5 | — | — | 0,5 | ||||||||||
| 7 | Стеклотекстолит | СТ | СТЭФ | СТК-41 | 0,5 | — | — | 0,5 | ||||||||||
| Допуск на укладку | 0,3 | 0,5 | ||||||||||||||||
| Всего на паз (без клина и витковой изоляции) | 2,2 | 5,7 | ||||||||||||||||
| 8 | Стекломикалента | С2ЛФГ | С2ЛФГ | ЛС2ФК | 0,17 | 2 слоя вполнахлеста | 1,4 | 1,4 | ||||||||||
| 9 | Стеклянная лента | ЛЭС | ЛЭС | ЛЭС | 0,10 | 1 слой вполнахлеста | 0,4 | 0,4 | ||||||||||
| 10 | То же | ЛЭС | ЛЭС | ЛЭС | 0,10 | 1 слой вразбежку | 0,2 | 0,2 | ||||||||||
| Лобовая (то же, что для класса нагрево-стойкости B нормально-го исполне- ния) | Разбухание изоляции от пропитки | 0,5 | 0,5 | |||||||||||||||
| Двусторонняя толщина изоляции лобовой части катушки | 2,5 | 2,5 | ||||||||||||||||
* В качестве витковой изоляции в обмотках с изоляцией класса нагревостойкости В применяют прокладки из гибкого миканита ФГФЧО, в обмотках с изоляцией класса нагревостойкости F — из гибкого стекломиканита Г2ФЭ1, в обмотках с изоляцией класса нагревостойкости H — из гибкого стекломиканита Г2ФК11. Толщина прокладок 0,2—0,25 мм.
Полукатушки при изготовлении обмоток наматывают попарно из прямоугольных проводов марок ПЭВП (классы нагревостойкости A и Е), ПЭТВП (класс нагревостойкости В) и ПЭТП-155 (класс нагревостойкости F).
В пазовой части дополнительную витковую изоляцию не устанавливают, так как двойной слой проводниковой изоляции обмоточных проводов этих марок обеспечивает достаточную надежность изоляции между витками обмотки.
В лобовых частях устанавливают прокладки между первыми тремя витками каждой полукатушки, так как эти витки испытывают большое относительное удлинение от растягивающих усилий при их намотке, которое может привести к снижению прочности проводниковой изоляции или к ее повреждению.
После намотки витки полукатушек для предохранения от рассыпания проклеивают лаком (обволакивают) и скрепляют по длине пазовой части телефонной (при классе нагревостойкости В) или фенилоновой (при классе нагревостойкости F) бумагой и опрессовывают [2].
Стержневые обмотки статоров. Отдельным элементом стержневой обмотки является не катушка, а стержень. Стержни укладывают в пазы поочередно и только после укладки соединяют между собой в лобовых частях, образуя витки обмотки. Стержневая обмотка выполняется петлевой или волновой. В зависимости от этого меняется направление отгиба лобовых частей стержня. С точки зрения электромагнитного расчета, стержневая обмотка идентична катушечной с одним витком в каждой катушке, но имеет ряд особенностей, обусловленных тем, что в двухслойной стержневой обмотке число эффективных проводников в пазу всегда равно двум (  = 2). При этом течение стержня может быть значительно большим, чем сечение эффективного проводника в обмотке с многовитковыми катушками. В то же время число витков в фазе такой обмотки
= 2). При этом течение стержня может быть значительно большим, чем сечение эффективного проводника в обмотке с многовитковыми катушками. В то же время число витков в фазе такой обмотки  (
(  — число фаз,
— число фаз,  — число пазов, а — число параллельных ветвей) и в трехфазных машинах не может быть более /3. Эти особенности (большое сечение эффективного проводника и малое число витков в фазе) определяют область применения стержневых обмоток — это статорные обмотки крупных электрических машин.
— число пазов, а — число параллельных ветвей) и в трехфазных машинах не может быть более /3. Эти особенности (большое сечение эффективного проводника и малое число витков в фазе) определяют область применения стержневых обмоток — это статорные обмотки крупных электрических машин.
Стержневую обмотку применяют, в основном, в статорах мощных синхронных турбо- и гидрогенераторов, однако необходимость ее выполнения может возникнуть и при проектировании синхронных или асинхронных машин мощностью в несколько тысяч киловатт, т. е. в машинах с большими номинальными токами и большим магнитным потоком.
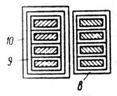
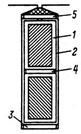
В обмотках статоров машин переменного тока протекает ток промышленной частоты, поэтому для уменьшения потерь на вихревые токи стержни выполняют не из массивных медных шин, а из многих изолированных между собой параллельных проводников, которые называют элементарными (рис. 3.9). Площадь поперечного сечения каждого элементарного проводника не должна превышать 17...20 мм2. Суммарное сечение всех элементарных проводников, составляющих один стержень, равно сечению эффективного проводника.
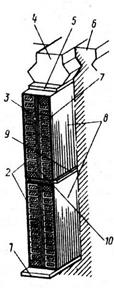
Рис. 3.9. Стержни обмотки в пазах статора:
1 — прокладки на дне паза; 2 — корпусная изоляция в стержне;
3 — элементарные проводники; 4 — пазовый клин;
5 — прокладка под клин; 6 — зубец статора;
7 — проводниковая изоляция элементарных проводников;
8 — стержни обмотки; 9 — прокладка между стержнями;
10 — прокладка между столбиками обмотки
Для уменьшения действия эффекта вытеснения тока элементарные проводники при сборке стержня переплетают между собой определенным образом так, чтобы каждый из них на протяжении пазовой части занимал попеременно все возможные положения по высоте стержня. Такое переплетение называют транспозицией [2, 6, 16].
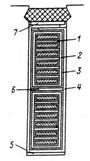
Таблица 3.8. Непрерывная термореактивная изоляция классов нагревостойкости B и F обмоток статоров машин переменного тока на напряжение до 660 В
| Часть обмотки | Позиция | Назначение изоляции | Материал | Число слоев | Двусторонняя толщина, мм, при числе проводников | |||||||||
| Наименование | Марка | Толщина, мм | по ширине | по высоте | ||||||||||
| Пазовая | 1 | Витковая | Стеклянная лента (пропитанная в лаке ПЭ-933) | ЛЭС | 0,1 | 1 слой вполнахлеста | 0,45 | 0,45 | 0,9 | 1,35 | 1,8 | 2,25 | 2,7 | |
| Разбухание изоляции от промазки лаком | 0,05 | 0,1 | 0,1 | 0,15 | 0,20 | 0,25 | 0,3 | |||||||
| 2 | Корпусная | Стеклослюдинитовая лента | ЛСП-7 | 0,13 | 4 слоя вполнахлеста | 2,08 | 2,08 | 2,08 | 2,08 | 2,08 | 2,08 | 2,08 | ||
| 3 | Покровная | Стеклянная лента (пропитанная в лаке ПЭ-933) | ЛЭС | 0,2 | 1 слой вполнахлеста | 0,45 | 0,45 | 0,45 | 0,45 | 0,45 | 0,45 | 0,45 | ||
| Всегоизоляции в катушке | 3,03 | 3,08 | 3,53 | 4,03 | 4,53 | 5,03 | 5,53 | |||||||
| 4 | Прокладка | Стеклотекстолит | СТЭФ-1 | 0,5 | — | — | 0,5 | 0,5 | 0,5 | 0,5 | 0,5 | |||
| 5 | То же | То же | СТЭФ-1 | 1,0 | — | — | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | |||
| 6 | « | « | СТЭФ-1 | 0,5 | — | — | 0,5 | 0,5 | 0,5 | 0,5 | 0,5 | |||
| Допуск на укладку | 0,2 | 0,2 | — | — | — | — | — | |||||||
| Всего изоляции в пазу | 3,23 | 3,28 | 9,06 | 10,06 | 11,06 | 12,06 | 13,06 | |||||||
| Лобовая | 1 | Витковая | Стеклянная лента (пропитанная в лаке ПЭ-933) | ЛЭС | 0,1 | 1 слой вполнахлеста | 0,45 | 0,45 | 0,9 | 1,35 | 1,8 | 2,25 | 2,7 | |
| Разбухание изоляции | 0,05 | 0,1 | 0,1 | 0,15 | 0,2 | 0,15 | 0,3 | |||||||
| 7 | Корпусная | Стеклослюдинитовая лента | ЛС-ПЭ-934-ТП | 0,13 | 3 слоя вполнахлеста | 1,56 | 1,56 | 1,56 | 1,56 | 1,56 | 1,56 | 1,56 | ||
| 8 | Покровная | Стеклянная лента (пропитанная в лаке ПЭ-933) | ЛЭС | 0,2 | 2 слоя впритык | 0,9 | 0,9 | 0,9 | 0,9 | 0,9 | 0,9 | 0,9 | ||
| Всего изоляции в лобовых частях | 2,96 | 3,01 | 3,46 | 3,96 | 4,46 | 4,96 | 5,46 | |||||||
В стержневых обмотках статоров машин высокого напряжения (см. рис. 3.9) корпусную изоляцию выполняют непрерывной и пропитывают в эпоксидных (класс нагревостойкости B) или битумных (класс нагревостойкости E) компаундах. Она имеет все отличительные свойства непрерывной компаундированной изоляции катушечной обмотки машин высокого напряжения, рассмотренные выше.
Особенностью конструкции изоляции высокого напряжения стержневых обмоток статоров машин переменного тока является отсутствие специальной витковой изоляции, так как при двух эффективных проводниках в пазу между ними находятся два слоя корпусной изоляции стержней. Это в значительной степени увеличивает надежность стержневых обмоток по сравнению с катушечными. Элементарные проводники стержней изготовляют из обмоточного провода марки ПСД и ПСДК.
Для того чтобы иметь возможность произвести транспозицию элементарных проводников, их размещают в стержне в два столбика, между которыми располагают вертикальную прокладку из прочного в механическом отношении изоляционного материала (см. рис. 3.9) [2].
3.3. ОБМОТКИ РОТОРОВ АСИНХРОННЫХ ДВИГАТЕЛЕЙ
Обмотки фазных роторов асинхронных двигателей.В зависимости от мощности машины обмотки фазных роторов асинхронных двигателей выполняют из круглого или прямоугольного изолированного обмоточного провода, из неизолированной прямоугольной медной проволоки или из медных шин.
Обмотки из круглого провода применяют в роторах двигателей небольшой мощности. Они имеют такую же конструкцию и изоляцию, как и аналогичные обмотки статора.
Таблица 3.9. Изоляция обмоток машин переменного тока с полуоткрытыми прямоугольными пазами на напряжение до 660 В
| Часть обмотки | Позиция | Материал | Число слоев | Двусторонняя толщина изоляции, мм | ||||
| Наименование, марка | Толщина, мм | по ширине | по высоте | |||||
| Класс нагревостойкости | ||||||||
| B | F | H | ||||||
Пазовая
| 1 | Обволакивающее покрытие | 0,05 | 0,2 | 0,2 | |||
| 2 | Бумага телефонная. Бумага фенилоновая лакированная бакелизированная | 0,09 | 1,5 оборота | 0,6 | 0,6 | |||
| 3 | Лакотканеслюдопласт | |||||||
| ГИТ-ЛСБ-ЛСЛ | ГИП-ЛСП-ЛСЛ | ГИК-ЛСК-ЛСЛ | 0,55 | 1,1 | 1,1 | |||
| Стеклотекстолит | ||||||||
| 4 | СТ | СТЭФ | СТК | 1,0 | — | 1,0 | ||
| 5 | СТ | СТЭФ | СТК | 0,5 | — | 0,5 | ||
| СТ | СТЭФ | СТК | 0,5 | — | 0,5 | |||
| Допуск на укладку | — | — | 0,3 | 0,6 | ||||
| Общая толщина изоляции в пазу (без витковой и без клина) | — | — | 2,2 | 4,5 | ||||
| Лобовая | ||||||||
| Полукатушки группы: | Скрепляющий бандаж из ленты стеклянной ЛЭС шириной 20 мм в двух местах | 0,1 | 2,5 оборота | 0,5 | 0,5 | |||
| крайние | 1 | Обволакивающее покрытие | 0,05 | 0,1 | 0,1 | |||
| 7 | Стеклолакоткань | |||||||

| ЛСБ-105/120 | ЛСП-130/155 | ЛСК-155/180 | 0,15 | 1 вполнахлеста | 0,6 | 0,6 | |
| 8 | Стеклянная лента ЛЭС | 0,1 | 1 вполнахлеста | 0,4 | 0,4 | |||
| Общая толщина изоляции полукатушки (без витковой) | 1,6 | 1,6 | ||||||
| Скрепляющий бандаж из ленты стеклянной ЛЭС шириной 20 мм в трех местах | 0,1 | 2,5 оборота | 0,5 | 0,5 | ||||
| средние | 1 | Обволакивающее покрытие | 0,05 | 0,1 | 0,1 | |||
| Общая толщина изоляции полукатушки (без витковой) | — | — | 0,6 | 0,6 |
Обмотки роторов из прямоугольного обмоточного провода выполняют в двигателях мощностью до 100 кВт. Предварительно намотанные, растянутые и отрихтованные катушки укладывают в открытые прямоугольные пазы ротора. Конструкция пазовой изоляции (табл. 3.10) такая же, как и в статорах машин с номинальным напряжением до 660 В, т. е. представляет собой пазовый короб, состоящий из нескольких слоев изоляционного материала. Лобовые части изолируют ленточным материалом, причем на лобовые части крайних катушек в катушечных группах накладывают усиленную изоляцию по сравнению со средними катушками в группе, чем достигается надежность изоляции между фазами обмотки ротора.
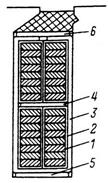
Таблица 3.10. Изоляция катушечной обмотки фазных роторов асинхронных двигателей мощностью до 100 кВт класса нагревостойкости B
| Часть обмотки | Позиция на рисунке | Материал | Количество слоев | Двусторонняя толщина изоляции, мм | ||||
| Наименование | Марка | Толщина, мм | по ширине | по высоте | по ширине | по высоте | ||
Пазовая
| Разбухание изоляции от промазки лаком | — | — | — | — | 0,1 | 0,1 | |
| 1 | Стеклянная лента | ЛЭС | 0,1 | 1 слой вразбежку | 0,2 | 0,2 | ||
| Всего на одну катушку | — | — | — | — | 0,3 | 0,3 | ||
| 2 | Стеклолакоткань | ЛСБ | 0,2 | 0,4 | 0,6 | |||
| 3 | Гибкий миканит | ГФС | 0,2 | 0,4 | 0,6 | |||
| 4 | Стеклолакоткань | ЛСБ | 0,2 | 0,4 | 0,6 | |||
| 5 | Стеклотекстолит | СТ | 0,5 | — | — | 0,5 | ||
| 6 | То же | СТ | 0,5 | — | — | 0,5 | ||
| 7 | « | СТ | 0,5 | — | — | 0,5 | ||
| Допуск на укладку | — | — | — | — | 0,5 | 0,8 | ||
| Всего на паз без клина | — | — | — | — | 4,7 | |||
Лобовая
| Средние катушки в катушечной группе | 8 | Стеклянная лента | ЛЭС | 0,2 | 1 слой вполнахлеста | 0,8 | 0,8 |
| Крайние катушки в катушечной группе | 9 | Стеклолакоткань | ЛСБ | 0,2 | 1 слой вполнахлеста | 0,8 | 0,8 | |
| 10 | Стеклянная лента | ЛЭС | 0,2 | 1 слой вполнахлеста | 0,8 | 0,8 | ||
| Толщина изоляции крайних катушек | — | — | — | — | 1,6 | 1,6 |
Стержневые обмотки фазных роторов асинхронных двигателей применяют в машинах мощностью более 100 кВт, а в некоторых исполнениях — начиная с мощности 40...50 кВт. Обмотки выполняют из прямоугольной шинной меди. Механическая жесткость стержней дает возможность выполнить пазы ротора полузакрытыми с узкой прорезью, что способствует улучшению рабочих характеристик двигателей. Стержни вставляют в пазы с торца ротора, поэтому до укладки изгибают только одну лобовую часть стержня. Вторую лобовую часть изгибают после установки стержня на место в паз [2].
Конструкция изоляции стержневых обмоток роторов приведена в табл. 3.11. В этой таблице даны два значения числа слоев и толщины изоляции в зависимости от напряжения на контактных кольцах ротора, которое определяется обмоточными данными машины.
Гильзы для роторных стержней изготовляют из микафолия, стекломикафолия или из листовых материалов на основе слюдинитов: слюдинитофолия, стеклослюдинитофолия. В качестве связующих для изготовления гильз применяют термореактивные лаки. Лобовые части стержней изолируют ленточными материалами. Слабым в электрическом отношении местом изоляции роторных стержней, так же как и в катушечных обмотках статоров с гильзовой изоляцией, является место стыка двух видов изоляции — гильзовой на пазовой части и непрерывной на лобовой. Для того чтобы увеличить электрическую прочность изоляции этого участка, его изолируют с постепенным переходом от гильзовой к непрерывной изоляции по типу конуса или обратного конуса.
Изоляцию стержней фазных роторов для двигателей некоторых типоразмеров выполняют непрерывной из ленточного материала по всей длине стержня с последующей опрессовкой и запечкой изоляции в горячих прессах.
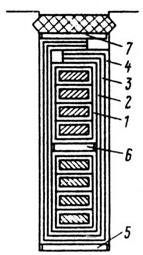
Таблица 3.11. Изоляция стержневых обмоток фазных роторов асинхронных двигателей с высотой оси вращения ≥ 280 мм
| Часть обмотки | Позиция на рисунке | Материал | Напряжение до 750 В | Напряжение до 1200 В | ||||||||||
| Наименование, марка | Толщина, мм | Число слоев | Двусторонняя толщина изоляции, мм | Число слоев | Двусторонняя толщина изоляции, мм | |||||||||
| Класс нагревостойкости | Класс нагревостойкости | Класс нагревостойкости | по ширине | по высоте | Класс нагревостойкости | по ширине | по высоте | |||||||
| B | F | H | B | F и H | B | F и H | B | F и H | ||||||
Пазовая
| 1 | Стеклослюдо пластифолий ИФГ-Б | Синтофолий — F | Синтофолий — H | 0,15 | 0,16 | 4,5* оборота | 3,5 оборота | 1,1 | 2,2 | 9,5* оборота | 7,5 оборота | 2,4 | 4,5 |
| Стеклолакоткань | ||||||||||||||
| 2 | ЛСБ-105/120 | ЛСП-130/155 | ЛСК-155/180 | 0,15 | 0,3 | 0,3 | 0,3 | 0,3 | ||||||
| Стеклотекстолит | ||||||||||||||
| 3 | СТ | СТЭФ-1 | СТК | 0,5 | — | 0,5 | — | 0,5 | ||||||
| 4 | СТ | СТЭФ-1 | СТК | 0,5 | — | 0,5 | — | 0,5 | ||||||
| 5 | СТ | СТЭФ-1 | СТК | 0,5 | — | 0,5 | — | 0,5 | ||||||
| Допуск на укладку обмотки | — | — | 0,3 | 0,5 | — | — | 0,3 | 0,5 | ||||||
| Общая толщина изоляции в пазу (без клина) | — | 1,7 | 4,5 | — | — | 6,6 | ||||||||
Лобовая

| 6 | Стеклослюдинитовая лента ЛС-ПЭ-934-ТП | Пленка полиимидная 0,05  3 = 0,15 3 = 0,15
| 0,15 | 1 слой вполнахлеста | 0,6 | 0,6 | 2 слоя вполнахлеста | 1,2 | 1,2 | ||||
| 7 | Стеклянная лента ЛЭС | 0,1 | 1 слой вполнахлеста | 0,4 | 0,4 | 2 слоя вполнахлеста | 0,8 | 0,8 | ||||||
| Общая толщина изоляции стержня в лобовой части | 1,0 | 1,0 | 2,0 | 2,0 |
* С учетом усадки на 15…20%
Короткозамкнутые обмотки.В роторах асинхронных двигателей широко распространены короткозамкнутые обмотки. Они также применяются как демпферные и пусковые в роторах синхронных машин.
Основное их отличие от всех остальных обмоток электрических машин заключается в отсутствии изоляции между пазовой частью обмотки и стенками паза. Встречающиеся иногда  - фазные изолированные и замкнутые накоротко обмотки роторов асинхронных машин специального исполнения здесь не рассматриваются.
- фазные изолированные и замкнутые накоротко обмотки роторов асинхронных машин специального исполнения здесь не рассматриваются.
Короткозамкнутые обмотки роторов асинхронных двигателей делятся по конструкции и технологии изготовления на два типа: сварные и литые (рис. 3.10).
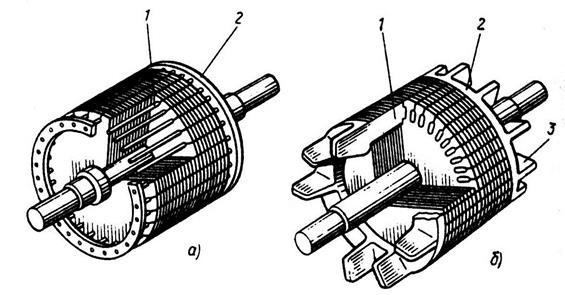
Рис. 3.10. Короткозамкнутые роторы асинхронных двигателей:
 — со вставными стержнями;
— со вставными стержнями;  — с литой обмоткой;
— с литой обмоткой;
1 — стержни обмотки; 2 —замыкающие кольца;
3 — вентиляционные лопатки
Демпферные и пусковые обмотки синхронных машин выполняют только сварной конструкцией. Стержни обмоток в подавляющем большинстве случаев круглого сечения располагают в пазах полюсных наконечников.
Демпферные обмотки синхронных двигателей более мощные, чем синхронных генераторов, так как их используют так же, как и пусковые. У генераторов демпферные обмотки выполняют из меди. В двигателях для улучшения пусковых характеристик часто применяют латунь.
3.4. КОЭФФИЦИЕНТ ЗАПОЛНЕНИЯ ПАЗА
Зубцовая зона — наиболее напряженный в магнитном отношении участок магнитопровода, поэтому при проектировании машин стремятся выбрать наименьшие размеры пазов, обеспечивающие размещение в них необходимого числа проводников и изоляции. Степень использования объема паза для размещения меди обмотки оценивается коэффициентом заполнения паза медью  ,представляющим собой отношение суммарной площади поперечного сечении всех проводников в пазу к площади поперечного сечения паза «в свету»
,представляющим собой отношение суммарной площади поперечного сечении всех проводников в пазу к площади поперечного сечения паза «в свету»  :
:
 , (3.1)
, (3.1)
где  — площадь поперечного сечения элементарного проводника;
— площадь поперечного сечения элементарного проводника;  — число элементарных проводников в одном эффективном;
— число элементарных проводников в одном эффективном;  — число эффективных проводников в пазу.
— число эффективных проводников в пазу.
Коэффициент зависит от общего количества изоляции в пазу, т. е. от толщины корпусной, витковой и проводниковой изоляции и наличия различных изоляционных прокладок. При возрастании толщины изоляции, например, в машинах с более высоким номинальным напряжением или при использовании худших изоляционных материалов, коэффициент заполнения паза медью уменьшается. Это приводит к ухудшению использования пазового пространства, а следовательно, и всей зубцовой зоны машины.
Средние значения для современных электрических машин в зависимости от номинального напряжения и типа обмоток приведены в табл. 3.12.
Таблица 3.12. Средние значения коэффициента заполнения паза медью
| Тип обмотки | Коэффициент
|
| Обмотки из круглого провода с эмалевой изоляцией на напряжение до 660 В | 0,3 |
| Обмотки из прямоугольного провода на напряжение 3000 В (провод марки ПСД) | 0,22…0,37 |
| Обмотки из прямоугольного провода на напряжение 6000 В | 0,14…0,25 |
Для машины с обмотками из прямоугольных проводов можно рассчитать достаточно точно, так как при проектировании заранее определяют местоположение каждого проводника в пазу.
В обмотках из круглого провода положение каждого проводника в пазу заранее определить нельзя. Кроме того, плотность размещения проводников в пазу непостоянна. Она зависит от усилий, прикладываемых обмотчиком при уплотнении проводников по мере укладки их в пазы. Опытом установлено, что при чрезмерно большой плотности укладки круглых проводов трудоемкость обмоточных работ неоправданно возрастает, а надежность обмотки резко ухудшается из-за возникающих при этом механических повреждений проводниковой изоляции.
Плотность укладки проводников в пазы оценивается технологическим коэффициентом заполнения проводниками свободной от изоляции площади поперечного сечения паза:
 . (3.2)
. (3.2)
Числителем этого выражения является произведение площади квадрата, описанного вокруг изолированного элементарного проводника с диаметром  на число всех элементарных проводников в пазу
на число всех элементарных проводников в пазу  , а знаменателем — площадь поперечного сечения паза, свободная от изоляции
, а знаменателем — площадь поперечного сечения паза, свободная от изоляции  т. е. та площадь, в которой располагаются проводники обмотки. Коэффициент
т. е. та площадь, в которой располагаются проводники обмотки. Коэффициент  обычно называют коэффициентом заполнения паза. Он характеризует только технологичность укладки обмотки из круглого провода, а не степень использования объема паза для размещения проводников обмотки. Так, при одной и той же плотности укладки обмотки будет одинаков для обмоток машин с разной толщиной пазовой или проводниковой изоляции, при двухслойной или однослойной обмотках и т. п.
обычно называют коэффициентом заполнения паза. Он характеризует только технологичность укладки обмотки из круглого провода, а не степень использования объема паза для размещения проводников обмотки. Так, при одной и той же плотности укладки обмотки будет одинаков для обмоток машин с разной толщиной пазовой или проводниковой изоляции, при двухслойной или однослойной обмотках и т. п.
В современном электромашиностроении плотность укладки обмотки стремятся выполнить такой, чтобы был в пределах 0,7…0,75, причем меньшие значения — в машинах с числом полюсов, равным двум.
Следует отметить, что увеличение числа элементарных проводников в одном эффективном, т. е. применение обмоточного провода меньшего диаметра при прежней площади эффективного проводника, приводит к некоторому возрастанию коэффициента заполнения, и наоборот. Это объясняется тем, что толщина изоляции обмоточного провода остается постоянной при сравнительно больших изменениях диаметра круглых обмоточных проводов (см. приложение П3).
3.5. ЭЛЕМЕНТЫ СХЕМ И ОБОЗНАЧЕНИЯ
ВЫВОДОВ ТРЕХФАЗНЫХ ОБМОТОК
Основным элементом обмотки электрической машины является виток. Несколько последовательно соединенных витков, находящихся в одних и тех же пазах, объединяют между собой общей корпусной изоляцией, в результате чего образуется катушка обмотки. Каждую из сторон катушки располагают в одном пазу. Если весь паз занят стороной только одной катушки (стороны катушек располагают в один слой), то обмотку называют однослойной. Если в каждом пазу размещены стороны двух катушек, одна над другой, то обмотку называют двухслойной.
Несколько последовательно соединенных в соседних пазах, образуют катушечную группу, представляющую собой обмотку полюса или пары полюсов одной из фаз машины. Число катушек в катушечной группе обозначают q. Так как qкатушек располагают в соседних пазах, то одноименные стороны этих катушек занимают q пазов, образующих обмотку полюса одной фазы машины.
В одной катушечной группе все катушки могут быть соединены только последовательно, так как векторы ЭДС катушек, находящихся в различных пазах, сдвинуты относительно друг друга на пазовый угол и при параллельном соединении возникают большие уравнительные токи. Параллельное соединение катушек в одной группе применяют в некоторых обмотках крупных двухполюсных турбогенераторов.
Несколько соединенных между собой катушечных групп образуют фазу обмотки. Катушечные группы в фазе соединяются последовательно, параллельно или смешанно, последовательно-параллельно. Количество катушечных групп в каждой из фаз зависит от числа полюсов и типа обмотки. Число параллельных ветвей при соединении катушечных групп определяют при расчете обмоток.
Концы фаз в большинстве случаев внутри машины не соединяют, а подводят к зажимам коробки выводов все начала и все концы фаз, что позволяет включать машины на два напряжения сети, соединяя фазы в звезду или в треугольник. Напряжение, приходящееся на фазу обмотки статора, при этом не изменяется.
Изображение схемы обмотки.Порядок соединения между собой отдельных катушек, катушечных групп и фаз обмотки задают в технической документации в виде чертежа, который называют схемой обмотки. При вычерчивании схем принят ряд условностей: чертеж с изображением схемы обмотки выполняется без соблюдения масштаба и не отражает никаких соотношений размеров машины и обмотки и ее частей; каждая катушка изображается одной линией независимо от числа витков в ней и элементарных проводников в каждом эффективном проводнике; все катушки изображают в одной плоскости и т.п. Известны несколько способов изображения схем, из которых наибольшее распространение получили так называемые развернутые и торцевые схемы. Торцевая схема представляет собой как бы вид с торца на обмотанный сердечник (рис. 3.11). На ней хорошо прослеживаются положения лобовых частей катушек, но недостаточно места для изображения межкатушечных и межгрупповых соединений, что неудобно в сложных схемах, имеющих несколько параллельных ветвей.
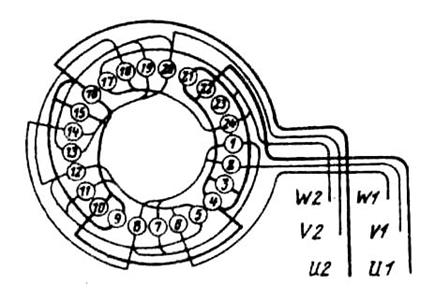
Рис. 3.11. Торцевая схема однослойной концентрической
обмотки z =24, 2р = 4, а = 1
Развернутые схемы представляют собой развертку статора или ротора с обмоткой и позволяют показать все соединения между элементами обмотки — катушками и катушечными группами.
Фазная зона.Стороны катушек одной катушечной группы распределены в qлежащих друг за другом пазах. В симметричной m-фазной обмотке на каждом полюсном делении таких групп будет m по qпазов в каждой. Следовательно, стороны катушек, принадлежащих одной фазе, расположены на каждом полюсном делении τ в пазах, занимающих 1/m-ю его часть, или [πD/(2рm)=τ/m]-ю часть окружности зазора, называемую фаз
Дата добавления: 2017-05-02; просмотров: 1761;
Поиск по сайту
Узнать еще
- I. Способы представления переменного синусоидального тока и напряжения.
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- II. Политическая карта Востока к началу XVII в.
- II. Принцип действия и режимы работы синхронной машины
- II. Физический и моральный износ машин.
- III. Периоды колонизации стран Востока
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- IV. Расчёт простых цепей постоянного тока методом эквивалентных преобразований сопротивлений.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
