Изготовление сварных труб со спиральным швом
Сборка и сварка рулонной стали спиральным швом позволяют получить любой диаметр трубы независимо от ширины полосы. При использовании этого метода процесс изготовления идет непрерывно, обеспечивая требуемую точность размера и формы трубы без последующей калибровки. На рисуноке 99 показана схема стана Ждановского завода им. Ильича. Полоса из рулона 1 проходит правильные вальцы 2 и накапливается в компенсационной петле 5, обеспечивая непрерывность выполнения спирального шва при обрезке концов полос гильотинными ножницами 3 и сборке и сварке их стыка на установке 4. После компенсационной петли лента двигается со сварочной скоростью, определяемой вращением толкающих валиков 7. С помощью парных дисковых ножей 6 обрезают продольные кромки под сварку. Настройку стана на требуемый диаметр трубы производят разворотом формочной машины и выходного моста, перемещая их на катках по криволинейным рельсовым путям. Сворачивание в трубу осуществляют заталкиванием полосы в формовочное устройство 9. Спиральный шов выполняется сваркой под флюсом тремя сварочными головками. Две из них крепятся на общей штанге 8, вводимой внутрь трубы, третья головка 10 расположена снаружи. Первый внутренний шов, приваривающий кромку полосы к сформованной трубе, имеет малую площадь сечения и является технологическим. Его назначение — устранить возможность взаимного перемещения кромок и предотвратить вытекание сварочной ванны при сварке наружного рабочего шва. Внутренний рабочий шов варит двухэлектродная головка, обеспечивая хорошее формирование и полный переплав технологического шва. Такая технология позволяет гарантировать отсутствие кристаллизационных трещин при сварке низколегированных сталей со скоростью до 10 м/ч. Выходящая из стана непрерывная труба летучим устройством 11 разрезается на трубы мерной длины.
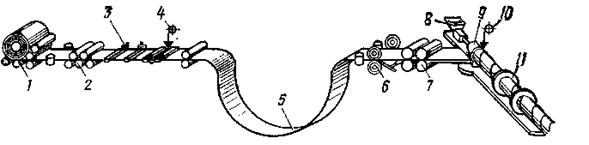
Рисунок 99 – Схема технологического процесса производства спиральношовных труб
Сварка стыков труб
7.8.1 Сварка поворотных стыков труб
Головка сварочная СГФ-1000 УЗ.1 в комплекте с источником питания предназначена для дуговой сварки кольцевых поворотных швов.
Сварка производится на постоянном токе плавящимся электродом под слоем флюса. Головка работает в комплекте с выпрямителем ВДУ-1250 или с другими источниками питания.


Рисунок – Пример использования автомата СГФ-1000 УЗ.1 при сварке поворотных стыков труб
Преимущества:
• Возможность сваривать кольцевые поворотные швы с разделкой и без разделки кромок на изделиях диаметром от 500 мм.
• Возможность изменять вылет проволоки во время сварки, что позволяет сваривать современные трубы газопроводов толщиной 27 мм и более.
• Малый вес головки и простота конструкции.
• Возможность управления роликовыми опорами с пульта управления.
• Возможность установки горелки для сварки в защитных газах.
• Наличие всех необходимых для сварки поворотных швов степеней свободы.
Дата добавления: 2022-05-27; просмотров: 142;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
