Сварка многослойных сосудов
С ростом размеров сосудов и внутреннего давления требуемая толщина стенки достигает 200 – 400 мм. Наряду с технологическими трудностями изготовления столь толстостенных монолитных обечаек возрастает опасность их хрупкого разрушения. Поэтому такие сосуды изготовляют многослойными. Имеется три основных метода получения обечаек многослойных сосудов. По первому из них предварительно собирают и сваривают продольными швами обечайки разного диаметра с толщиной стенки 20 – 50 мм. После зачистки усиления швов и калибровки обечайки последовательно надевают одну на другую до получения требуемой суммарной толщины. Для осуществления натяга между слоями насаживаемая обечайка перед посадкой нагревается до 600°С, что обеспечивает соприкосновение до 95% сопрягаемой поверхности. Второй способ состоит в том, что на внутреннюю обечайку – трубу толщиной 10 – 40 мм — последовательно накладывают полуобечайки толщиной 5 – 8 мм, обтягивают с помощью гидравлических устройств и сваривают двумя продольными швами между собой. После зачистки швов последовательно накладывают следующие полуобечайки до нужной толщины. В технологическом отношении наиболее целесообразным является изготовление многослойных обечаек по третьему способу намоткой на основную обечайку толщиной 20 – 40 мм нескольких слоев рулонной стали толщиной 4 – 8 мм, как показано на рисунок 124. В зависимости от рабочей среды центральная обечайка может быть двухслойной или из коррозионно-стойкой стали, а слои наружной части корпуса — из низколегированной стали.
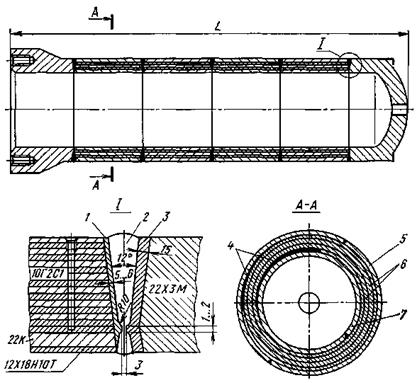
1, 3 – наплавка на кромку; 2 – многослойный кольцевой шов; 4 – клиновидные вставки; 5 – облицовочная обечайка; 6 – спиральные слои; 7 – центральная обечайка
Рисунок 124 – Конструкция многослойного сосуда высокого давления
На УралЛитМаше работает технологическая линия для изготовления многослойных рулонированных обечаек диаметром до 5 м. Линия состоит из разматывателя рулона, подающих вальцов правильной машины, машины для обрезки и сварки концов полосы, отклоняющих валков и машины для намотки обечаек.
Торцы многослойной обечайки протачивают и на них наплавляют слой металла толщиной не менее 10 мм, который механически обрабатывают для получения требуемой формы разделки кромок (рисунок 124). Кольцевые швы между обечайками, а также между обечайкой и днищем или фланцем выполняют многослойными. Кромки монолитных днищ и фланцев из сталей 22Х3М или 20Х2МА также подвергают предварительной наплавке с целью исключения необходимости термической обработки после сварки кольцевых швов. Сварочные напряжения в этих швах в значительной степени снимаются при обязательном приемочном испытании готового сосуда в результате нагружения внутренним давлением, превышающим рабочее.
Дата добавления: 2022-05-27; просмотров: 139;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
