Сварка сосудов со средней толщиной стенки
Сосуды со стенками средней толщины (до 40 мм) из низкоуглеродистых и низколегированных сталей изготовляют преимущественно с помощью автоматической сварки под флюсом. Сосуды, работающие в агрессивных средах, изготовляют из хромоникелевых и хромистых сталей, цветных металлов и их сплавов автоматической сваркой под флюсом, а также аргонодуговой сваркой. В целях экономии дорогостоящих и дефицитных материалов часто применяют двухслойные листы.
Цилиндрические сосуды обычно собирают из нескольких обечаек и двух полусферических или эллиптических днищ. Обечайки вальцуют из одиночного листа или из сварной карты при расположении швов вдоль образующей. Днища либо сваривают из отдельных штампованных лепестков, либо штампуют целиком из листа или из сварной заготовки. Сборку и сварку цилиндрической части сосуда производят на роликовом стенде. Продольный стык обечайки собирают на прихватках с помощью простейших стяжных приспособлений. Сборка кольцевого стыка между обечайками является более трудоемкой операцией, т.к. для ее механизации роликовый стенд необходимо оборудовать дополнительнымискобами с возможностью перемещения, как в вертикальной плоскости, так и продольном направлении к зоне расположения прихватки. Сварка продольных и кольцевых швов сосудов со средней толщиной стенки выполняется, как правило, с двух сторон. Выполнение первого слоя на весу требует тщательной сборки и ограничения размера зазора по всей длине шва. Поэтому роликовые стенды обычно оборудуют флюсовыми подушками, позволяющими производить сварку первого слоя шва без жесткого ограничения зазора в стыке. Флюсовая подушка для продольных швов представляет собой жесткий короб, закрепленный на тележке. Пневмоцилиндры поднимают короб до упора в изделие. Плотное прижатие флюса к стыку создается подачей сжатого воздуха в шланг. Поджатие флюса при сварке кольцевых швов может осуществляться с помощью подушки ременного типа (рисунок 115). Движение ремня и подача флюса к месту горения дуги происходит вследствие сил трения.
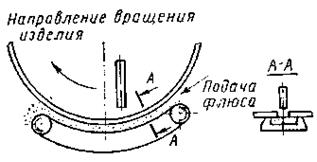
Рисунок 115 – Схема флюсоременной подушки для сварки кольцевых швов
Другая конструкция флюсовой подушки для кольцевых швов представлена на рисунок 116. При подаче воздуха в пневмоцилиндр 4 диск флюсовой подушки 2 поднимается до упора в изделие, а сам цилиндр благодаря пружинной подвеске опускается и упирается траверсой 7 в рельсы, фиксируя положение тележки 1. При вращении изделие увлекает за собой диск 2 с ложементом 5 и, поворачивая его вокруг наклонной оси 3, прижимает резиновую камеру 6 с флюсом к стыку.
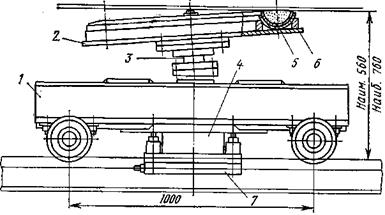
Рисунок 116 – Флюсовая подушка с эластичным лотком для сварки кольцевых швов
Первый слой выполняют изнутри обечайки, а второй сваривают снаружи по ранее уложенному первому с полным проплавлением всей толщины стенки. При толщине стенки сосуда более 25 мм автоматическая сварка под флюсом обычно выполняется в несколько слоев.
При серийном изготовлении сосудов днища часто выполняют штамповкой целиком, причем листовая заготовка может быть сварной. В мелкосерийном и индивидуальном производстве днища обычно собирают и сваривают из отдельных штампованных элементов.
В некоторых случаях емкости имеют эллиптическую или овальную форму поперечного сечения (бензовозы, автоцистерны для перевозки молока и т.п.). При автоматической сварке под флюсом стыков обечаек с днищами вращение сосуда необходимо осуществлять так, чтобы скорость сварки была постоянной и в зоне дуги шов располагался горизонтально. Станок, схема которого показана на рисунке 117, удовлетворяет этим требованиям. Копирный диск 8 имеет две беговые дорожки: наружную, по которой катится ведущий ролик приводного механизма 4, и внутреннюю — для опорного холостого ролика 6. Под действием пружинящего упора 7 копирный диск 8 оказывается зажатым между ведущим и опорным роликами, а его крайние положения ограничиваются холостыми роликами 5. Наружная беговая дорожка копирного диска 8 представляет собой овал, как у изделия. Цистерна, предварительно собранная на прихватках, подается на станок тележкой по рельсам 3 и закрепляется в плавающей скобе 9 зажимным центрирующим приспособлением 2, жестко связанным с копирным диском. Вес изделия уравновешивается противовесом 1 с помощью подвижных рычагов 10. Наличие двух сварочных головок позволяет одновременно выполнять сварку обоих швов.
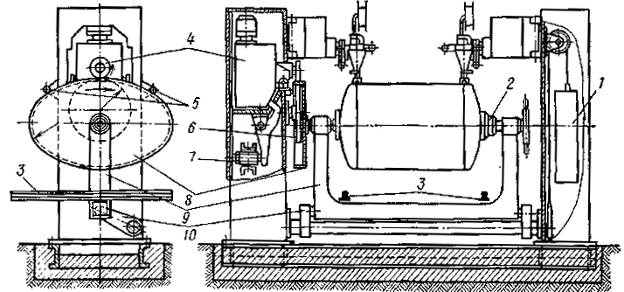
Рисунок 117 – Схема станка для автоматической сварки овальных сосудов
Дата добавления: 2022-05-27; просмотров: 129;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
