Изготовление решетчатых конструкций
Решетчатые конструкции — фермы, мачты, башни — изготовляют преимущественно из прокатных элементов; гнутые и сварные профили используют в меньшей степени. К решетчатым конструкциям относят также арматуру железобетона — сетки, плоские ипространственные каркасы.
При сборке ферм особое внимание уделяют правильному центрированию стержней в узлах во избежание появления изгибающих моментов, не учтенных расчетом. Разнообразие типов и размеров ферм иногда не позволяет использовать преимущества их сборки в инвентарных кондукторах. В этих случаях нередко применяют метод копирования. Первую собранную из уголков по разметке ферму (рисунок 93, а) закрепляют на стеллаже — она служит копиром. При сборке детали каждой очередной фермы 2 раскладывают и совмещают с деталями 1 копирной фермы (рисунок 93, б). После скрепления деталей 2 прихватками собранную ферму (пока с односторонними уголками) снимают с копира, укладывают на стеллаже отдельно и ставят на нее недостающие парные уголки 3 (рисунок 93, в). Когда сборка требуемого количества ферм закончена, копирную ферму также дособирают и отправляют на сварку.

Рисунок 93 – Схема сборки фермы по копиру
В установке, изображенной на рисунок 94, 95, из намотанных на барабаны 1 продольных проволок и выправленных и нарезанных поперечных проволок 9 контактной точечной сваркой изготовляется непрерывная сетка, разрезаемая на отрезки 8 заданной длины с помощью гильотинных ножниц 7. Продольные проволоки проходят через пятироликовые правильные устройства 2 и направляющие втулки 3. Поперечные проволоки (стержни) по одной захватываются специальным автоматическим механизмом из бункера-питателя и укладываются сверху на продольные проволоки перпендикулярно им. Штоки пневмоцилиндров 5 опускают верхние сварочные электроды, которые зажимают поперечную проволоку во всех ее пересечениях с продольными проволоками. Подвод сварочного тока односторонний к нижним неподвижным электродам. Поперечная проволока после сварки с продольными проволоками захватывается крюками каретки 6, которая посредством двух пневмоцилиндров 4 перемещает всю сваренную часть сетки на заданный шаг. При этом тяговое усилие цилиндров 4 обеспечивает протаскивание всех продольных проволок через правильные устройства 2 и разматывание катушек 1.
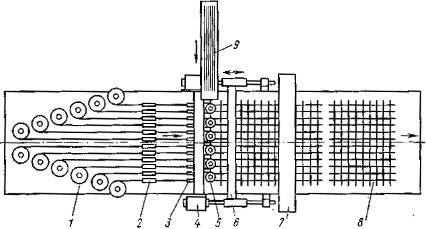
Рисунок 94 – Схема автоматической установки для изготовления арматурных сеток

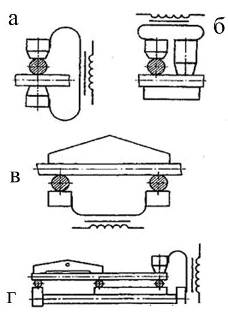
Рисунок 95 – Машина многоточечной сварки сетки ММТС-3207 и схемы подвода сварочного тока
а – двухсторонний подвод тока в одноточечных машинах и клещах; б – односторонний подвод тока в кар-касосварочных машинах; в – односторонний подвод тока в многоточечных сеточных машинах; г – комбинированный подвод тока в машинах для сварки плоских каркасов
Решетчатый настил отличается от сетки тем, что имеет большую жесткость, определяемую набором вертикально расположенных полос, соединенных поперечными стержнями (рисунок 96).
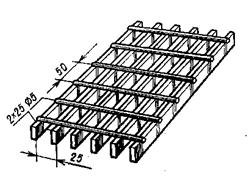

Рисунок 96 – Элемент решетчатого настила и линия для сварки
Дата добавления: 2022-05-27; просмотров: 284;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
