Объект управления и регулирования
Проектирование систем автоматического управления и регулирования следует начинать с детального изучения объекта автоматизации. Знание общих свойств объекта необходимо для выбора принципиальной схемы регулирования, технических средств измерения контролируемых и регулируемых величин, элементов системы регулирования и настроек.
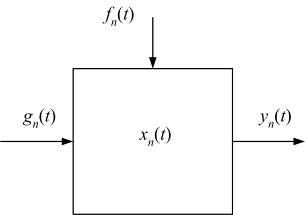
Любой объект характеризуется количеством энергии и количеством вещества, проходящего через него. Режим работы, состояние объекта характеризуются совокупностью физических показателей (параметров) и определяются текущими внутренними процессами, на характер которых влияют внешние воздействия. Их называют входными переменными (функциями, сигналами), а точки их приложения — входами (рисунок 5.1). В автоматической системе часть входных воздействий (при условии, что они не содержат ошибок) дает системе информацию о задачах управления. Такие воздействия называют задающими (управляющими) воздействиями gn(t). Они либо вырабатываются управляющим устройством, либо задаются человеком.
 – задающие воздействия;
– задающие воздействия;
 – возмущения;
– возмущения;
 – координаты состояния объекта;
– координаты состояния объекта;
 – выходные величины
– выходные величины
Рисунок 5.1 – Схема многомерного объекта управления
Другие воздействия на объект, не связанные с задачами и результатами управления, называют возмущениями fn(t). Возмущающие воздействия могут быть приложены в различных точках объекта. Собственно из-за существования возмущений и возникает необходимость регулирования. Характер возмущений всегда случайный, природа же их зависит от природы объекта. Это могут быть изменения скорости у электрического двигателя (из-за изменения нагрузки или напряжения питающей сети); напряжения на сварочной дуге (из-за изменения ее длины вследствие овальности обечайки или зазора в стыке) и т.п.
Из всех возможных возмущений возмущение по нагрузке считают основным. К возмущениям можно отнести и помехи — ненужные, вредные составляющие информации, содержащиеся в падающем воздействии и возникающие вследствие субъективных ошибок человека при управлении объектом либо из-за погрешностей задающего устройства.
Входные (управляющие и возмущающие) воздействия вызывают изменение всех или части выходных (регулируемых) величин yn(t) и координат состояния xn(t) системы.
В процессе работы объекта (или системы управления) некоторые воздействия и возмущения контролируют. Такие воздействия и возмущения называют контролируемыми в отличие от остальных — неконтролируемых.
Если объект имеет всего одну управляющую и одну управляемую величину, то его относят к простым, или одномерным (односвязным). При наличии нескольких выходных величин объект называют многомерным. Если взаимно связанных координат у объекта несколько, то его называют многосвязным.
Описать свойства объекта можно различными способами: схемами (функциональной, принципиальной, структурной) с пояснительными текстами, графическими зависимостями (описываемыми, например, с помощью булевой алгебры). Высокую достоверность описания объекта обеспечивают экспериментальные характеристики. Математическое описание объектов (дифференциальными или разностными уравнениями) наиболее широко распространено при проектировании и исследовании систем автоматического регулирования.
Если регулируемый объект после снятия возмущающего воздействия (нагрузки) способен самостоятельно (без регулятора) возвращаться к прежнему установившемуся режиму работы или близкому к нему, то считают, что такой объект устойчив и обладает свойством положительного самовыравниванияили саморегулирования. Объект, у которого после снятия воздействия возникшее отклонение регулируемой величины продолжает увеличиваться, не обладает самовыравниванием и называется неустойчивым. Существуют нейтральные объекты, с нулевым выравниванием. После снятия воздействия такие объекты занимают новое установившееся состояние, зависящее от величины и знака этого воздействия.
При наличии у объекта свойств самовыравнивания функция регулятора упрощается, и он может вообще не потребоваться (как пример, система саморегулирования сварочной дуги в дуговых аппаратах с постоянной скоростью подачи электродной проволоки).
В последнее время развиваются источники питания с математической моделью (драйвер в виде микропроцессора) процесса, позволяющие рассчитывать необходимые выходные параметры сварки: определить критические условия появления недопустимых дефектов и шве (подрезов, пор, непроваров и др.); сформулировать причины нестабильности процессов формирования шва на ряде режимов при различных способах сварки плавлением; определить области качественного формирования шва, обосновать критерии оценки бездефектного формирования шва на форсированных режимах и т.д. В системах управления чаще используют модели объекта, полученные на основе предварительно проведенного вычислительного эксперимента и последующей свертки расчета в регрессионную модель, или модели, описывающие процессы в объекте на макроуровне. При этом математическая модель представляет собой систему дифференциальных уравнений с простыми производными в линейной или нелинейной записи. Простейший пример такой модели — это динамическая модель сварочной ванны.
Далеко не все многомерные системы и объекты управляемы и наблюдаемы. На рисунке 5.2 приведена схема объекта управления с одним управляющим воздействием g и четырьмя параметрами состояния х = [х1, х2, х3, х4]. Переменная х, не соединена с входом g и поэтому он не может влиять на ее изменение во времени. Такую переменную состояния называют неуправляемой. Переменная х2не соединена с выходом и поэтому по наблюдению выхода у невозможно определить х2. Такую переменную состояния называют ненаблюдаемой.
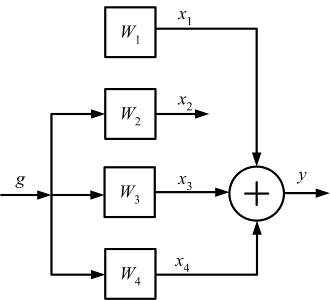
g – вектор управляющих воздействий;
W1-W4 – передаточные функции;
х3, х4 – управляемые и наблюдаемые переменные;
y – вектор выходных параметров
Рисунок 5.2 – Схема системы с одной неуправляемой х1и одной ненаблюдаемой х2переменными
Можно дать следующее определение полностью управляемому объекту. Объект называют полностью управляемым, если для любых моментов времени t0 и t1, t1>t0 и любых заданных состояний х0 и x1 существует управление g(t) (t0<t<t1), переводящее начальное состояние х0 в конечное х1, например в состояние (0, t1).
Перейдем теперь к понятию наблюдаемости динамики поведения многомерного объекта. Непосредственно наблюдаемыми величинами являются выходные величины у, которые можно измерять при функционировании объекта.
Объект называют полностью наблюдаемым, когда путем наблюдения (измерения) его показателей качества (выходных переменных) y(t) при заданных входных управлениях g(t) (0<t<Т, где Т — интервал наблюдения) можно определить все координаты начального состояния объекта х0. Соответственно объект (система) будет не полностью наблюдаемым, если через измеренные выходные величины определяются не все координаты начального состояния объекта (системы).
В практике анализа различных систем управления могут существовать варианты решений, когда полностью наблюдаемая система неуправляема по некоторым переменным и наоборот: полностью управляемая система по некоторым переменным не наблюдаема.
Понятия управляемости и наблюдаемости имеют важное значение для теории оптимальных систем при их проектировании. Однако и в обычных технических системах (не строго оптимальных), когда не возникает необходимости или просто нет возможности в наблюдении и управлении для всех п переменных состояния системы, эти понятия используют при проектировании.
Часть переменных в системах может не соответствовать физически реальным величинам или может не быть технической возможности их прямого измерения. При проектировании систем с использованием теории переменных состояния может возникнуть необходимость повышения ранга наблюдаемости системы. Это связано с определенными трудностями для преодоления которых можно рекомендовать искусственное введение дополнительных переменных состояния в уравнение, контролируемых в ходе процесса с помощью специальных датчиков. Такими переменными могут быть, например, температура в выбранной точке шва, яркость светимости источника нагрева или зоны взаимодействия его с металлом при сварке и др. Эти приемы открывают новые возможности в проектировании сложных многоконтурных систем управления сварочными процессами по комплексному критерию качества, учитывающему как геометрические характеристики формируемого шва, так и заданные показатели свариваемости, выдержать которые важно для обеспечения хороших эксплуатационных свойств будущего изделия.
Дата добавления: 2022-05-27; просмотров: 152;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
