Способы изготовления резиновых технических деталей.
Технологический процесс изготовления резиновых технических деталей состоит из отдельных последовательных операций: приготовления резиновой смеси, формования и вулканизации. Процесс подготовки резиновой смеси заключается в смешении входящих в нее компонентов. Перед смешением каучук переводят в пластичное состояние многократным пропусканием его через специальные вальцы, предварительно подогретые до температуры 40...50 0С. Находясь в пластичном состоянии, каучук обладает способностью хорошо смешиваться с другими компонентами. Смешение проводят в червячных или валковых смесителях. Первым из компонентов при приготовлении смеси вводят противостаритель, последним -вулканизатор или ускоритель вулканизации.
Многие технологические процессы переработки резиновых композиций в детали (выдавливание, прессование, литье под давлением и другие) подобны тем, которые были рассмотрены при формообразовании деталей из пластмасс. Специфичным является лишь процесс получения листовых заготовок (каландрование).
Каландрование применяют для получения резиновых смесей в виде листов и прорезиненных лент, а также для соединения листов резины и прорезиненных лент (дублирование). Операцию выполняют на многовалковых машинах - каландрах. Валки каландров снабжают системой внутреннего обогрева или охлаждения, что позволяет регулировать температурный режим. Листы резины, полученные прокаткой на каландрах, сматывают в рулоны и используют затем в качестве полуфабриката для других процессов формообразования резиновых деталей. Во избежание слипания резины в рулонах ее посыпают тальком или мелом при выходе из каландра.
В процессе получения прорезиненной ткани в зазор между валками каландров 3 (рис.1) одновременно пропускают пластифицированную резиновую смесь 4 и ткань 2. Резиновая смесь поступает в зазор между верхним и средним валками, обволакивает средний валок и поступает в зазор между средним и нижним валками, через который проходит ткань. Средний валок вращается с большей скоростью, чем нижний. Разница скоростей обеспечивает втирание резиновой смеси в ткань. Толщину резиновой пленки на ткани регулируют, изменяя зазор между валками каландра. Многослойную прорезиненную ткань получают при пропускании определенного числа листов однослойной прорезиненной ткани через валки каландра. Полученную ткань наматывают на барабан 1 и затем вулканизируют.
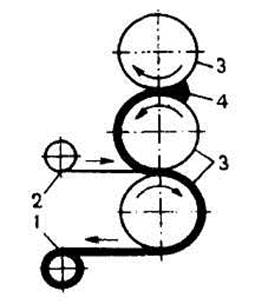
Рис. 1. Схема получения прорезиненных тканей
Непрерывное выдавливание используют для получения профилированных резиновых деталей (труб, прутков, профилей для остекления). Детали непрерывным выдавливанием изготовляют машинами червячного типа. Таким способом покрывают резиной металлическую проволоку.
Прессование является одним из основных способов получения фасонных деталей (манжет, уплотнительных колец, клиновых ремней и т.д.). Прессуют в металлических формах. Применяют горячее и холодное прессование. При горячем прессовании резиновую смесь закладывают в горячую пресс-форму и прессуют на гидравлических прессах с обогреваемыми плитами. Температура прессования 140...155 0С. При прессовании одновременно происходят формообразование и вулканизация деталей. Высокопрочные детали (например, клиновые ремни) после формования подвергают дополнительной вулканизации в специальных приспособлениях-пакетах. Холодным прессованием получают детали из эбонитовых смесей (корпуса аккумуляторных батарей, детали для химической промышленности и т.д.). После прессования заготовки отправляют на вулканизацию. В состав эбонитовой смеси входят каучук и значительное количество серы (до 30 % от массы каучука). В качестве наполнителей применяют размельченные отходы эбонитового производства.
Литьем под давлением получают детали сложной формы. Резиновая смесь поступает под давлением при температуре 80...120 0С через литниковое отверстие в литейную форму, что значительно сокращает цикл вулканизации.
Вулканизация является завершающей операцией при изготовлении резиновых деталей. Вулканизацию проводят в специальных камерах-вулканизаторах при температуре 120...150 0С в атмосфере насыщенного водяного пара при небольших давлениях. В процессе вулканизации происходит химическая реакция серы и каучука, в результате которой линейная структура молекул каучука превращается в сетчатую, что уменьшает пластичность, повышает стойкость к действию органических растворителей, увеличивает механическую прочность.
При массовом производстве резиновых деталей все технологические операции выполняют с помощью высокопроизводительного и автоматизированного оборудования.
Дата добавления: 2016-12-16; просмотров: 1920;
Поиск по сайту
Узнать еще
- I. Режимы работы электротехнических устройств.
- I. Способы представления переменного синусоидального тока и напряжения.
- II. СРАВНИТЕЛЬНАЯ ОЦЕНКА КАЧЕСТВА ИЗГОТОВЛЕНИЯ ПАЯННЫХ И ЦЕЛЬНОЛИТЫХ ЗУБНЫХ ПРОТЕЗОВ
- MS Word. Выделение текста. Понятие фрагмента текста. Способы форматирования фрагментов, работа с фрагментами (копирование, удаление, перемещение).
- V. СПОСОБЫ ПОЛУЧЕНИЯ И ХИМИЧЕСКИЕ СВОЙСТВА АЦЕТИЛЕНОВЫХ И ДИЕНОВЫХ УГЛЕВОДОРОДОВ
- VII. Риски и способы их минимизации
- Yandex_direct_print() Теплоизоляция - требования, способы крепления
- А – полносборная заводского изготовления; Б – поэлементной сборки

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
