Расчет бандажей и пазных клиньев
Бандажи и пазные клинья должны быть подвергнуты механическому расчету.
Расчет стеклобандажей. Общее число витков бандажей
 , (3-22),
, (3-22),
где Gм2 = 9,81 mM2- сила тяжести обмотки якоря, Н; nР-разгонная частота вращения, равная 1,2 наибольшей частоты вращения машины;  — допустимое напряжение растяжения, принимаемое для стеклоленты равным 150 ·106 Па при классе нагревостойкости изоляции В и 130 ·106 Па — при классах F и Н; Sл - площадь поперечного сечения ленты, мм2.
— допустимое напряжение растяжения, принимаемое для стеклоленты равным 150 ·106 Па при классе нагревостойкости изоляции В и 130 ·106 Па — при классах F и Н; Sл - площадь поперечного сечения ленты, мм2.
При вычислении  для активной части якоря в (3-22) подставляют силу тяжести активной части обмотки якоря
для активной части якоря в (3-22) подставляют силу тяжести активной части обмотки якоря  =
=  , а для каждой из лобовых частей — силу тяжести одной из них — =
, а для каждой из лобовых частей — силу тяжести одной из них — =  .
.
Расчет бандажей из стальной немагнитной проволоки. Расчет проводится также по (3-22) с заменой Sл на площадь поперечно го сечения Sпробщего числа витков проволоки (мм2) и подстановкой допустимого напряжения растяжения = 450·106 Па (для стальной проволоки).
Расчет пазных клиньев.Напряжение изгиба в клине (Па)
 .(3-23)
.(3-23)
Значение σне должно превышать для стеклотекстолита 25 Х 106 Па. Напряжение на срез в клине (Па)
 . (3-24)
. (3-24)
Значение  не должно превышать 15·106 Па.
не должно превышать 15·106 Па.
Узел коллектора
Коллектор собирают из медных пластин трапецеидального поперечного сечения, между пластинами располагают изоляционные прокладки из миканита или слюдопласта.
У машин с h < 200 ÷ 250 мм обычно коллекторные пластины крепят пластмассой К6 или АГ-4с (рис. 3-5). При такой конструкции крепления коллекторные и изоляционные пластины штампуют по размеру, одновременно создавая в них ласточкины хвосты или кольцевые канавки для закрепления пластин в монолитный блок. Для повышения механической прочности коллектора в ласточкиных хвостах или кольцевых канавках располагают стальные армирующие кольца.
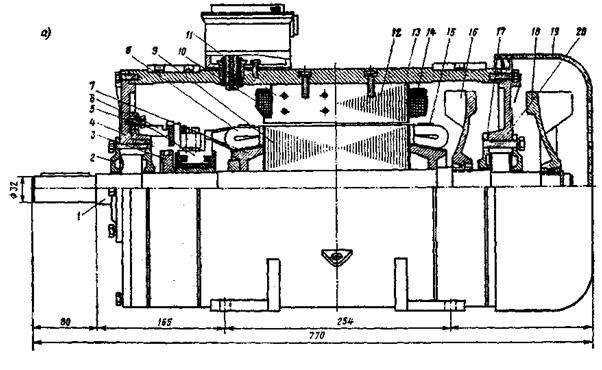
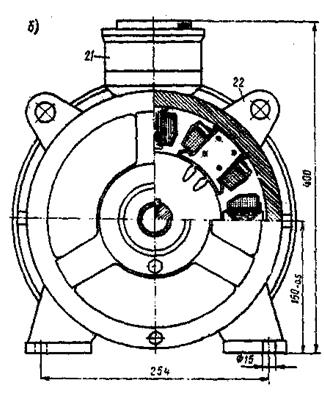
Рис. 3-5 Общий вид двигателя постоянного тока с высотой оси вращения h =160 мм; степень защиты IР44; способ охлаждения IС0141; 7,5 кВт; 220В; 1500 об/мин:
а – продольный разрез; б – поперечный разрез; 1 – вал; 2 – крышка подшипниковая наружная; 3 – кольцо для размещения балансировочных грузов; 4 – щит подшипниковый; 5 – коллектор; 6 – траверса; 7 – обмоткодержатель; 8 – обмотка якоря; 9 – сердечник якоря; 10 – обмотка добавочных полюсов; 11 – сердечник добавочного полюса; 12 – сердечник главного полюса; 13 – станина; 14 – параллельная обмотка главных полюсов; 15 – бандаж лобовой части обмотки якоря; 16 – вентилятор внутренний; 17 – крышка подшипниковая внутренняя; 18 – вентилятор наружный; 19 – кожух наружного вентилятора; 20 – щит подшипниковый; 21 – коробка выводов; 22- ушко транспортное
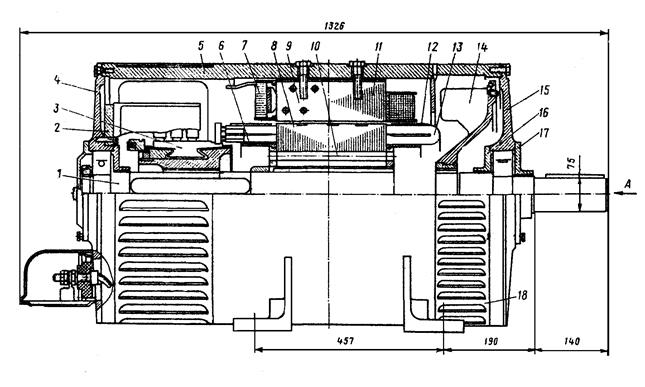
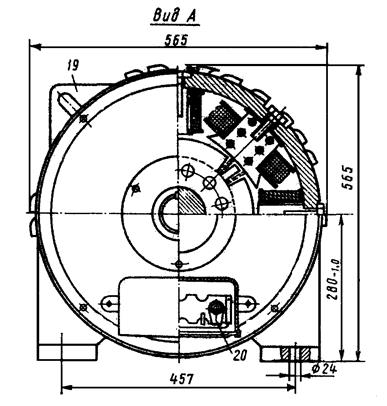
Рис 3-6. Общий вид двигателя постоянного тока с высотой оси вращения h = 280 мм; степень защиты IР22; способ охлаждения IС01; 132; 220 В, 1500 об/мин:
1 — вал; 2 — траверса; З — коллектор; 4 — щит подшипниковый; 5 — станина;6 —обмоткодержатель; 7 — обмотка добавочных полюсов; 8 — сердечник якоря; 9 —сердечник добавочного полюса;10 — канал аксиальный вентиляционный;11 -сердечник главного полюса; 12 — бандаж лобовой частиобмотки якоря; 13 — обмотка якоря; 14 — вентилятор; 15 — щит подшипниковый; 15 — крышка подшипниковая внутренняя; 17 — крышка подшипниковая наружная; 18 —жалюзи: 19 — ушко транспортное; 20 — коробка выводов.
Кроме того, для обеспечения прессовой посадки при повторном насаживании коллектора на вал предусматривают запрессовку в центральную часть пластмассового корпуса стальной втулки. В коллекторных пластинах фрезеруют канавки, которые лудят оловянным припоем. В этих канавках располагают луженые концы секций обмотки якоря из круглых проводов и соединяют эти концы с коллекторными пластинами пайкой. Пайка производится мягким (при классе нагревостойкости изоляции В) или твердым (при классах F и Н) припоем. Коллекторы с креплением пластин пластмассой имеют сниженную трудоемкость и стоимость, так как при их изготовлении исключается механическая обработка крепежных деталей. Недостатком таких коллекторов является то, что условия охлаждения пластмассового корпуса затруднены (низкая теплопроводность пластмассы, большая ее толщина, отсутствие аксиальных вентиляционных каналов).
У машин с h > 200 ÷ 280мм (рис. 3-6) коллекторные пластины крепят с помощью чугунной или стальной втулки, стальных нажимных конусных фланцев и кольцевой гайки, заменяемой в длинных коллекторах шпильками. В коллекторах с металлическим креплением дня улучшения охлаждения устраивают аксиальные вентиляционные каналы. Коллекторные пластины изолируют от корпуса втулкой и от нажимных фланцев конусными манжетами, изготовленными из миканита или слюдинита. В пластинах коллектора фрезеруют канавки, в которых размещают и припаивают медные петушки (флажки). Концы секций обмотки якоря соединяют с петушками также пайкой. Паяют мягким и твердым припоем, в зависимости от класса нагревостойкости изоляции, как указано выше для коллекторов с креплением пластин пластмассой. Конструкция переднего (со стороны, противоположной сердечнику якоря) нажимного фланца обычно предусматривает возможность размещения балансировочных грузов.
Предварительное значение высоты (мм) коллекторных пластин, с учетом 20% припуска на проточку коллекторов при эксплуатации
 .(3-25)
.(3-25)
Щеткодержатели прикрепляют к призматическим бракетам, расположенным на траверсе; у больших машин бракеты крепят неподвижно к подшипниковому щиту. Бракеты выполняют из стеклотекстолита или из полосовой стали, изолируемой в месте крепления к траверсе. Траверсы должны обеспечивать возможность поворота при регулировании машины на испытательной станции, а затем фиксирования ее стопорным винтом в положении, установленном при испытании. Щеткодержатели выполняют литыми латунными или штампованными из листовой латуни. Конструкция щеткодержателей должна обеспечивать постоянство нажатия пружины по мере износа щетки.
Вентилятор
Центробежный вентилятор, располагаемый при аксиальной системе вентиляции на валу внутри машины со степенью защиты IР22 или IР2З и способом охлаждения IС01, выполняют литым из алюминиевых сплавов у машин меньшей мощности и стальным сварным или клепаным — у машин большей мощности. Алюминиевый вентилятор обычно имеет залитую стальную втулку, дающую возможность сохранить необходимую посадку при повторной насадке на вал (рис. 3-6). У машин меньшей мощности в последнее время применяют вентиляторы из пластмассы.
Для машин со степенью защиты IР44 и способом охлаждения IC0141 для наружного обдува корпуса используют радиальный вентилятор (с прямыми лопатками), расположенный на конце валасо стороны, противоположной приводу. Вентиляторы также выполняютлитыми из алюминиевых сплавов у меньших машин, сварными или клепаными из листовой стали -у больших. Наружный диаметр вентилятора Dвен2 ≈ 0,85 Dкорп, ширина (длина) лопатки  , число лопаток при n < 1500 об/мин
, число лопаток при n < 1500 об/мин  при n >1500 об/мин
при n >1500 об/мин  .
.
У асинхронных двигателей и машин постоянного тока со степенью защиты IР44 и способом охлаждения IС0141 для улучшения теплообмена на валу внутри машины располагают дополнительно вентилятор-мешалку (см. рис. 3 - 5). Наружный диаметр мешалки обычно такой же, как у вентилятора для обдува, а  .
.
Вентилятор закрывают штампованным или сварным кожухом, изготовленным из стали толщиной 1 — 2 мм. На торце кожуха выполняют отверстия любой формы для входа воздуха; при этом степень защиты кожуха должна удовлетворять ГОСТ 17494.
Станина
Машины переменного тока. Станины машин переменного тока в основном изготовляют чугунными литыми; при этом обеспечивается высокая надежность машин благодаря достаточной механической прочности и коррозионной стойкости чугуна, а также
стабильности размеров при сборочных операциях. В малых асинхронных двигателях с высотой оси вращения h < 71 мм наряду с чугунными применяют также станины из алюминиевых сплавов, образуемые обливкой сердечника статора в машинах для литья под давлением. Такая конструкция весьма технологична, сокращает трудоемкость изготовления статора, однако приh > 71 мм значительно сказываются деформация внутреннего отверстия сердечника статора при обливке его алюминиевыми сплавами и снижение механической прочности.
В машинах с h > 280мм кроме чугунных используют также сварные станины из стального проката. Один из видов таких станин — коробчатая станина асинхронных двигателей с h = 280 ÷ 355 мм — представляет собой сварную трубу со стойками, образующими опорные лапы и полукруговые ребра для посадки сердечника и подшипниковых щитов. В машинах с h <280 мм сварные станины применяют реже из-за многообразия отдельных элементов деталей, предназначенных для сварки (ребер, ушек, бобышек и др.), затрудняющего использование автоматизированных и механизированных производственных процессов на участке сварки.
Станины машин со степенью защиты IР23 (см. рис. 3-3) выполняются с внутренними продольными ребрами, обрабатываемыми под посадку сердечника статора. Станины при радиальной системе вентиляции имеют в боковых частях вентиляционные отверстия, предназначенные для выхода охлаждающего воздуха. Для обеспечения степени защиты IР23 отверстия закрывают жалюзи, которые могут изготовляться методом штамповки из листовой стали или литыми из алюминиевых сплавов. При аксиальной системе вентиляции отверстия в станине отсутствуют.
Станины машин со степенью защиты IР44 (см. рис. 3-2) обычно имеют продольные ребра на наружной поверхности. Высота ребра  ,число ребер
,число ребер  . В машинах с h > 355 ммдля увеличения поверхности охлаждения в стальной станине применяют вваренные по всей окружности трубки распределенного воздухоохладителя.
. В машинах с h > 355 ммдля увеличения поверхности охлаждения в стальной станине применяют вваренные по всей окружности трубки распределенного воздухоохладителя.
Станины машины со способом монтажа IM1001 имеют опорные лапы, отливаемые заодно с чугунной станиной или приваренные в стальной станине. В станинах асинхронных двигателёй, образуемых из алюминиевых сплавов, лапы отливают отдельно, а затем крепят к статору.
Для размещения коробки выводов в станине предусматривают прилитые или приваренные фланцевые основания с окна для выводных проводов обмотки. Удобнымв эксплуатации является расположение коробки выводов сверху станины, так как при повороте коробки подводимый кабель может присоединяться с разных сторон машины.
Для обеспечения требований по технике безопасности на станине размещают наружные зажимы для заземления корпуса машины. Зажимы снабжают устройством от самоотвинчивания и крепят около опорных лап и в коробке выводов. При выполнении машин без лап один зажим располагают на фланцевом щите.
Для обеспечения посадки и центрирования подшипниковых щитов на торцах станины предусматривают кольцевые цилиндрические заточки (внутренние или наружные), а для крепления щитов — приливы или ушки с нарезанными отверстиями для болтов.
Станины протачивают по внутреннему диаметру под посадку отдельно изготовленных сердечников. Если сердечники набирают из отдельных листов прямо в станину, то при проточке в станине выбирают круговые канавки для крепления спрессованного сердечника кольцевыми или поперечными шпонками.
На станине в верхней части предусмотрены рым-болты (см. приложение 39) или транспортные ушки, предназначенные для подъема машины. Машины массой менее 30 кг не имеют специальных устройств для подъема. К станине на видном месте крепят табличку из некоррозийных материалов с техническими данными машины.
Машины постоянного тока. Исполняются с монолитной или шихтованной станиной. Монолитная станина имеет не только механическое назначение, но и одновременно является частью магнитопровода; поэтому ее изготовляют из стали с достаточно высокой магнитной проницаемостью. У машин меньшей мощности с h = 80 ÷ 200мм для изготовления монолитной станины обычно применяют отрезки стальных цельнотянутых труб, к которым приваривают опорные лапы. Такой способ изготовления станины снижает ее трудоемкость и стоимость. Для больших машин с h =225 ÷ 315мм цилиндрическую часть станины изготовляют из загнутого толстолистового проката, причем для обеспечения магнитной симметрии продольный сварной шов цилиндра располагают по оси главных полюсов. К цилиндрической части приваривают опорные лапы.
В станинах предусматривают кольцевые центрирующие заточки, рым-болты или транспортные ушки и наружные зажимы для заземления корпуса машины, крепление таблички с техническими данными машины (такое же, как в машинах переменного тока).
Коробку выводов у машин сh = 80 ÷ 200 мм располагают сверху станины, а у машин сh > 200 мм — обычно сбоку.
Для повышения жёсткости оболочки машин целесообразно укорачивать вылеты подшипниковых щитов за счет удлинения станины, стремясь к дисковой форме щитов. При таком удлинении части станин значительно выступающие за пределы длины сердечника якоря, могут выполняться с уменьшенной толщиной, особенно в тех местах, где должны располагаться люки для обслуживания коллектора и щеточного узла.
Шихтованные сердечники станин у машин с h < 315 мм выполняют набором круглых штампованных колец или сегментов из электротехнической стали. Сердечники скрепляют по наружной поверхности утопленными скобами, и размещают в станине (корпусе) в основном такой же конструкции, как и в машинах, переменного тока.Сердечники могут также изготовляться из отштампованных листов, образующих цельный блок станины с сердечникомглавных и добавочных полюсов; наконечники полюсов при этом изготовляют и скрепляют заклепками отдельно, а затем привинчивают к сердечникам. У машин с h > 355 мм шихтованные сердечники выполняются восьмигранной формы без обшивки; с приваренными к ним с двух сторон опорными частями из стального листового проката (рис. 3 - 7). При такой форме сердечников главные и добавочные полюсы размещаются более компактно, благодаря чему уменьшаются габариты и высота оси вращения машины. К станине приварены сегменты с нарезанными отверстиями для крепления подшипниковых щитов болтами. Для подъема и транспортировки машин в станине предусмотрены транспортные ушки.
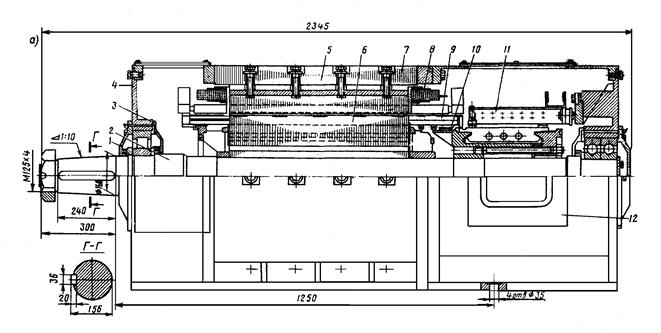
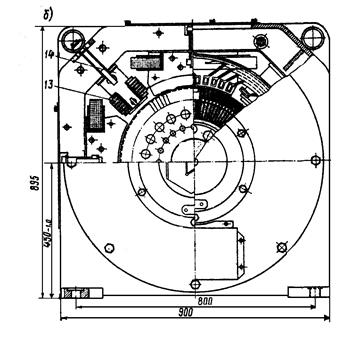
Рис. 3-7. Общий вид двигателя постоянного тока с высотой оси вращения h = 450 мм; степень за щиты IР22; способ охлаждения IС01; 500 кВт; 440 В, 500 об/мин:
а — продольный разрез; б — поперечный разрез; 1 — крышка подшипниковая наружная; 2 — вал; 3 — крышка подшипниковая внутренняя; 4 - -щит подшипниковый; 5 – сердечникстанины; 6 — сердечник якоря; 7 — сердечник главного полюса;8 - обмотка возбуждения главных полюсов; 9 — обмотка якоря; 10 — уравнительные соединения; ‚11 — бракет щеткодержателей; 12 — люк коллекторный; 13 — обмотка добавочных полюсов; 14 – сердечникдобавочного полюса.
Дата добавления: 2020-08-31; просмотров: 417;
Поиск по сайту
Узнать еще
- E) Расчет структурных составляющих очага деформации с одним нейтральным сечением
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- IV. РАСЧЕТ РЕКТИФИКАЦИОННЫХ КОЛОНН
- V. ПРИМЕР РАСЧЕТА ФИЛЬТРА ВЫСОКИХ ЧАСТОТ ЧЕБЫШЕВА
- А) Расчет электрической цепи методом свертывания
- А. Расчет на устойчивость
- АВТОМАТИЗАЦИЯ МЕЖБАНКОВСКИХ РАСЧЕТОВ
- Автоматизация расчета и построения базовых конструкций одежды

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
