Конструкция кривошипно-шатунного механизма
Условно элементы КШМ можно разделить на две группы: неподвижные и подвижные. К неподвижным элементам относятся блок цилиндров, головка блока цилиндров, картер с подшипниками коленчатого вала и поддоном, соединяющие их детали. Все это образует остов двигателя. Подвижными элементами механизма являются поршень, поршневые кольца, поршневой палец, шатун с подшипниками, коленчатый вал с маховиком, соединяющие их детали.
Остов двигателя
Элементы остова при работе двигателя нагружены силами давления газов и силами инерции движущихся частей. Вследствие этого элементы остова должны быть связаны между собой в общую жесткую систему во избежание недопустимых деформаций отдельных звеньев.
Конструктивное оформление остова зависит от общей компоновки двигателя и его назначения. Размеры внутренних полостей определяются в основном размерами и траекторией движения деталей кривошипно-шатунного механизма. Внешнее очертание и число неподвижных элементов остова зависят от числа цилиндров и их расположения, от схемы механизма газораспределения, положения распределительного вала, условий монтажа, обслуживания и т. п.
Конструкция остова, помимо обеспечения необходимой продольной и поперечной жесткости при рациональной силовой схеме и внешней архитектурной форме, должна быть достаточно простой, удобной в изготовлении и иметь малую массу (масса металла, расходуемого на изготовление остова, составляет до 70% общей массы тихоходного двигателя и до 30% быстроходного).
Остов современных двигателей строят по различным силовым схемам. Под силовой схемой понимается схема передачи основных сил отдельными элементами двигателя, а также двигателем и его опорами во время работы.
На рис. 1.3 изображен разрез V-образного дизеля, выполненного по схеме с несущими (силовыми) шпильками. Такая силовая схема применяется в двигателях различных классов, например, автомобильных, тепловозных и судовых. При этом число плоскостей разъема между деталями корпуса может быть разным.
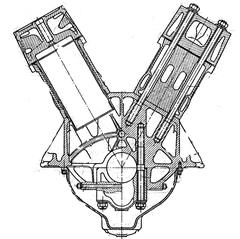
Рис. 1.3. Остов V-образного дизеля с несущими шпильками
Наличие большого числа горизонтальных плоскостей разъема упрощает изготовление крупных элементов корпуса, облегчает монтаж и обслуживание, но снижает его общую жесткость. Поэтому в двигателях разъем между цилиндрами и картером обычно не делают. Цилиндры и картер в этом случае изготовляют в виде общей отливки, называемой блок-картером. Двигатель при такой компоновке может иметь разъемный или неразъемный блок-картер.
В двигателях без горизонтальных плоскостей разъема в картере коленчатый вал часто устанавливают на подшипниках качения и монтируют в осевом направлении через отверстия, растачиваемые в стенках картера. Неразъемный картер с торцовыми отверстиями называют картером туннельного типа (рис. 1.4).
В автомобильных и тракторных двигателях, а также частично в быстроходных судовых и стационарных двигателях обычно применяют блок-картер с подвешиванием коленчатого вала к картеру. На рис. 1.5 показан блок-картер быстроходного транспортного двигателя, в котором цилиндры и картер отлиты в виде общего блока с подвешиванием коленчатого вала.
Горизонтальную плоскость разъема располагают по оси коленчатого вала или ниже ее. В поперечных перегородках картера имеются гнезда для подшипников. Коленчатый вал подвешивается снизу и поддерживается массивными крышками подшипников, (подвесками). Отдельной фундаментной рамы в таких конструкциях нет; вместо нее снизу устанавливается легкий поддон, не воспринимающий нагрузок от сил, действующих при работе двигателя.
По конструкции коренные подшипники делятся на подшипники скольжения и качения. В поршневых двигателях внутреннего сгорания, за исключением мотоциклетных, некоторых автомобильных, а также ряда двигателей специального назначения, применяются подшипники скольжения.
Конструкции подшипников скольжения двигателей представляют собой цилиндрический вкладыш, состоящий из двух половин.
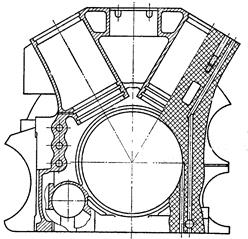
Рис. 1.4. Картер туннельного типа
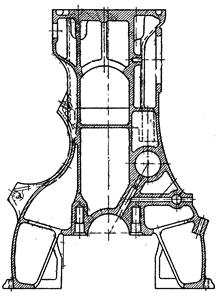
Рис. 1.5. Картер с подвешиванием коленчатого вала
Вкладыши изготовляют из чугуна, стали или бронзы, рабочую поверхность, соприкасающуюся с шейками вала, покрывают слоем антифрикционного сплава. В зависимости от соотношения длины вкладыша и его толщины различают толсто- и тонкостенные вкладыши. Последние делают только из стали и заливают слоем свинцовистой бронзы толщиной 0.3–0.7 мм, допускающей высокие удельные нагрузки на подшипники и высокую температуру поверхностей. Широкое распространение получили также сталеалюминиевые вкладыши (рис. 1.6). От осевого и продольного перемещений вкладыши фиксируются штифтами или выступами, отбортованными на вкладышах и входящими в соответствующие пазы, выфрезерованные в гнезде рамы и крышке подшипника.
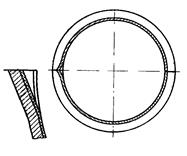
Рис. 1.6. Сталеалюминиевые вкладыши
Подшипник закрывается крышкой. В подвесных подшипниках крышки (подвески) делают более массивными. Подвески изготовляют литыми или коваными и крепят их к картеру с помощью шпилек или болтов. Один из коренных подшипников, обычно расположенный ближе к маховику, делают упорным. Он ограничивает осевые перемещения коленчатого вала. Для восприятия осевых сил вкладыш упорного подшипника снабжают заплечиками, залитыми антифрикционным сплавом, или устанавливают упорные шайбы в гнездах перегородки картера и в подвеске подшипника.
К числу наиболее ответственных элементов остова относятся цилиндры. Внутренняя часть цилиндра, ограниченная с одной стороны головкой (крышкой) цилиндра, а с другой – днищем поршня, образует камеру сгорания. Стенки цилиндра служат направляющими для поршня при его возвратно-поступательном движении, поэтому внутренняя поверхность цилиндра, так называемое зеркало цилиндра, тщательно обрабатывается.
Во время работы двигателя стенки цилиндра находятся под воздействием давления газов, а также боковых сил трения, возникающих при движении поршня. Вследствие этого цилиндры должны быть достаточно прочными и жесткими, чтобы противостоять действующим силам, а внутренняя поверхность должна обладать хорошей износоустойчивостью.
Цилиндры нагреваются горячими газами, а также в результате трения поршня и поршневых колец о стенки. Чтобы температура стенок цилиндра и температурное напряжение в них были в допустимых пределах, применяется охлаждение цилиндров, которое может быть воздушным или жидкостным. Особенно интенсивное охлаждение требуется для наиболее нагревающейся части цилиндра – камеры сгорания.
Воздушное охлаждение применяется преимущественно на авиационных и мотоциклетных двигателях, а иногда также на двигателях для легковых автомобилей и тракторов. Цилиндры с воздушным охлаждением изготовляются отдельно один от другого и отъемными от картера. Для увеличения поверхности охлаждения стенки цилиндра снабжаются ребрами. Цилиндры могут быть изготовлены: цельностальными с механически обработанными ребрами, чугунными с отлитыми ребрами, составными – из стальной гильзы с напрессованной алюминиевой оребренной муфтой или с развальцованными у основания алюминиевыми полукольцевыми ребрами. В верхней наиболее нагретой части цилиндра ребра делают большой высоты. Ребра на поверхности цилиндра располагают в соответствии с направлением воздушного потока, омывающего цилиндр. Следует отметить, что, помимо охлаждения, ребра служат также для повышения жесткости цилиндра.
Цилиндры двигателей с воздушным охлаждением могут представлять собой моноблок или быть составными. Цилиндр, изображенный на рис. 1.7, изготовлен в виде общей отливки, состоящей из собственно цилиндра 1, головки 2, впускного и выпускного патрубков и охлаждающих ребер. В нижней части цилиндр имеет фланец с отверстиями для крепления болтами к картеру.
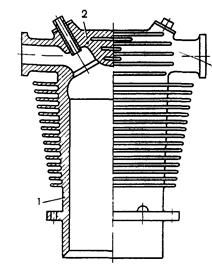
Рис. 1.7. Цилиндр двигателя с воздушным охлаждением
При жидкостном охлаждении, применяемом в большинстве двигателей различного назначения, вокруг цилиндров создается полость охлаждения. В многоцилиндровых двигателях цилиндры обычно выполняют в виде общей отливки, т. е. в виде блока цилиндров, что повышает жесткость корпуса и уменьшает его размеры и массу. Блоки цилиндров отливают из серого чугуна или алюминиевого сплава. Чугунные блоки обладают высокой прочностью и имеют сравнительно малую стоимость. Блоки из алюминиевого сплава легко обрабатываются, имеют небольшую массу, но стоимость их выше стоимости чугунных.
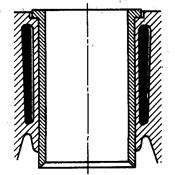
Рабочей поверхностью цилиндра в чугунных блоках может служить обработанная поверхность самого блока или поверхность специальной вставной гильзы. Применение вставных гильз позволяет увеличить срок службы блока цилиндров путем замены изношенных гильз, а также изготовлением гильз из высококачественного износостойкого чугуна или стали. Если вставленная в цилиндр гильза не соприкасается с охлаждающей жидкостью, то ее называют сухой гильзой (рис. 1.8.а). Сухие гильзы устанавливаются преимущественно в двигателях с диаметром цилиндра до 200 мм.
а б
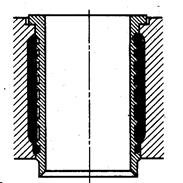
Рис. 1.8. Установка гильз цилиндров
Кроме сухих гильз, в цилиндрах двигателей с жидкостным охлаждением применяются мокрые гильзы. В этом случае наружная поверхность гильзы омывается охлаждающей жидкостью. Мокрые гильзы (рис. 1.8б) устанавливают сверху в блок цилиндров.
Центрирование гильзы в отверстии блока достигается с помощью верхнего и нижнего цилиндрических поясов. Опоры гильзы могут быть на различной высоте, необходимо лишь обеспечить возможность ее свободного удлинения при нагреве. В средней части цилиндра между гильзой и блоком образуется пространство – полость охлаждения, по которому циркулирует охлаждающая жидкость. Для предотвращения утечки воды в картер нижний пояс гильзы уплотняют резиновыми кольцами.
Мокрые гильзы чаще применяются в двигателях, чем сухие, благодаря лучшей теплоотдаче охлаждающей жидкости. К недостаткам мокрых гильз следует отнести уменьшение общей жесткости и прочности блока цилиндров и необходимость установки уплотнений.
Головку (крышку) цилиндров в виде общей детали на несколько цилиндров выполняют, как правило, в автомобильных, тракторных и некоторых других двигателях. В тепловозных и судовых двигателях на каждый цилиндр устанавливают отдельную крышку; такие головки применяются и в автомобильных двигателях, а также в тракторных с воздушным охлаждением.
Во время работы двигателя головка нагружается силами давления газа и предварительной затяжки крепежных шпилек или болтов. В стенках головки возникают также температурные напряжения. Конструкция и форма головки во многом зависят от способа охлаждения, расположения клапанов, формы камеры сгорания, форсунок и свечей зажигания.
Головки цилиндров большей частью делают отъемными, что облегчает их изготовление и обслуживание двигателей. На рис. 1.9 показана головка цилиндров четырехтактного дизеля. Охлаждающая вода подводится в полость головки из полости охлаждения цилиндра через перепускные окна, а отводится из наиболее высокой точки головки во избежание образования паровоздушных пробок.
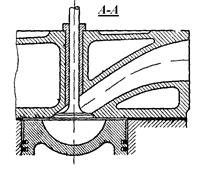
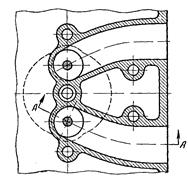
Рис. 1.9. Головка цилиндров четырехтактного дизеля
Головки цилиндров отливают из чугуна или алюминиевого сплава, реже – из стали. В судовых и стационарных двигателях для изготовления крышек цилиндров применяется серый чугун, в двигателях повышенной мощности – легированный чугун, иногда их делают литыми из стали или составными: стальная кованая нижняя стенка (днище) и литая чугунная верхняя часть.
К цилиндру головки крепятся шпильками, болтами или анкерными связями, проходящими через остов двигателя. Стык между головкой и цилиндрами во избежание прорыва газа уплотняется прокладками, изготовленными из красной меди, стального листа, медно-асбестового материала или алюминиевого сплава. Иногда уплотнение стыка достигается не с помощью прокладок, а за счет смятия выступающего пояска.
Поршневая группа
Поршневая группа состоит из поршня, поршневых колец, поршневого пальца, деталей для удержания пальца от осевого перемещения, крепежных деталей.
Поршень, относящийся к числу наиболее ответственных и напряженных деталей двигателя, выполняет следующие функции:
1. обеспечивает требуемую форму камеры сгорания и герметичность внутрицилиндрового пространства;
2. передает силу давления газов на шатун и стенку цилиндра;
3. управляет открытием и закрытием окон (выполняет функции распределительного устройства) в двухтактных двигателях со щелевой схемой газообмена.
На поршень действуют механические нагрузки от давления газов и сил инерции, а также высокие тепловые нагрузки в период непосредственного соприкосновения его с горячими газами при сгорании топлива и расширении продуктов сгорания. Дополнительно поршень нагревается от трения о стенки цилиндра. При перегреве поршня понижаются механические свойства его материала и возрастают термические напряжения в нем. Кроме того, в этом случае ухудшается наполнение цилиндра свежим зарядом, что ведет к уменьшению мощности двигателя, возможно заклинивание поршня в цилиндре, ухудшается работа кольцевого уплотнения, а также появляются преждевременные вспышки или детонационное сгорание в двигателях с внешним смесеобразованием. Поршни двигателей внутреннего сгорания наряду с достаточной прочностью и жесткостью должны иметь меньшую массу для уменьшения сил инерции, обладать высокой теплопроводностью и износостойкостью.
Основными элементами поршня являются днище и боковые стенки. Боковые стенки образуют уплотняющую (верхнюю) и направляющую (нижнюю) части. Днище вместе с уплотняющей частью образуют головку поршня, а направляющую (тронковую) часть называют юбкой поршня.
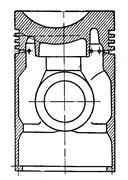
На рис. 1.10.а показана конструкция поршня дизельного двигателя. Поршень имеет форму стакана, форма днища которого определяет форму камеры сгорания. Днище воспринимает давление газов и поэтому должно быть весьма прочным. Форма днища должна соответствовать форме и расположению струй топлива, впрыскиваемого в камеру сгорания.
В двигателях с внешним смесеобразованием и относительно невысокой степенью сжатия наиболее распространен поршень с плоским днищем (рис. 1.10.б).
В двухтактных двигателях со щелевой схемой газообмена днищу придают форму, которая способствует созданию нужного направления движения продувочного воздуха.
На наружной поверхности в головке поршня имеются канавки для поршневых колец, служащих для уплотнения цилиндра от прорыва газов и попадания смазки из картера в камеру сгорания. На внутренней поверхности юбки поршня имеются бобышки с отверстиями для установки поршневого пальца.
Для изготовления поршней используют чугун, алюминиевые и магниевые сплавы, а также сталь. Большей частью поршни делают из чугуна и алюминиевых сплавов.
Чугунные поршни отличаются высокими прочностью и износостойкостью и малым коэффициентом линейного расширения, но имеют большую массу.

а б
Рис. 1.10. Поршни двигателей
Поршни из алюминиевых сплавов обладают меньшей прочностью и износостойкостью, но значительно легче чугунных и применяются в двигателях с высокой частотой вращения. Поршень, изготовленный из алюминиевого сплава, несмотря на большую толщину стенок, на 25–30% легче чугунного. Теплопроводность алюминиевых сплавов в 3–4 раза выше, чем у чугуна, поэтому температура днища поршней из алюминиевых сплавов ниже, чем температура днища чугунных поршней. В результате этого соответственно ниже температура заряда, лучше наполнение цилиндра и имеется возможность осуществить большую степень сжатия в двигателях с внешним смесеобразованием. Следует отметить также, что вследствие меньшего коэффициента трения алюминиевых сплавов понижается мощность, затрачиваемая на преодоление трения поршней в цилиндре.
Существенным недостатком алюминиевых сплавов является относительно высокий коэффициент линейного расширения (в 2–2,5 раза больше, чем у чугуна), поэтому поршни из этих сплавов надо устанавливать в цилиндре с большим зазором. Значительные зазоры затрудняют пуск двигателя и вызывают стуки при работе непрогретого двигателя, а также при работе его на малых нагрузках.
Во время эксплуатации двигателя больше всего нагревается головка поршня. Поэтому диаметр ее делают обычно несколько меньше диаметра юбки. Для лучшей приработки стенки поршней из алюминиевых сплавов и чугунных поршней часто покрывают слоем олова толщиной около 0,01–0,1 мм.
Поршни двигателей с крейцкопфным кривошипно-шатунным механизмом, в отличие от поршней двигателей с тронковым кривошипно-шатунным механизмом, разгружены от нормальной силы. Поэтому юбка поршня может быть небольшой длины. Крепление поршня со штоком жесткое, без поршневого пальца.
Охлаждение поршней осуществляется в большинстве случаев маслом. В двигателях с тронковым кривошипно-шатунным механизмом поршни охлаждаются струей масла из системы смазки, направленной на внутреннюю сторону днища через канал в шатуне и сопло, которое установлено в верхней головке шатуна.
Поршневые кольца по своему назначению делятся на компрессионные (уплотнительные) и маслосъемные (маслосбрасывающие).
Компрессионные кольца ставят для предупреждения прорыва газов в картер во время сжатия и расширения. Кроме того, они служат для отвода теплоты от поршня. Компрессионные кольца работают в тяжелых условиях, совершая возвратно-поступательное движение при высоких нагрузке, скорости скольжения и температуре. Кольца нагреваются от соприкосновения с горячими газами и нагретыми стенками поршня, а также вследствие трения о стенки цилиндра. Работа трения поршневых колец составляет приблизительно 40–50% механических потерь в двигателе.
Кольцо должно плотно прижиматься к внутренней поверхности цилиндра. Для этого кольцо изготовляют разрезным, и его диаметр в свободном состоянии несколько больше диаметра цилиндра, причем радиус кривизны поршневого кольца в свободном состоянии должен быть переменным. Когда кольцо сжато и вставлено в цилиндр, оно принимает цилиндрическую форму и оказывает давление на стенки, равное 0.05–0.30 МПа и более. Во время работы давление кольца на стенки увеличивается, так как проникающие через зазоры между кольцом и поршнем газы прижимают кольцо к стенкам цилиндра. На поршне ставится несколько компрессионных колец. На рис. 1.11 показана схема их уплотняющего действия.
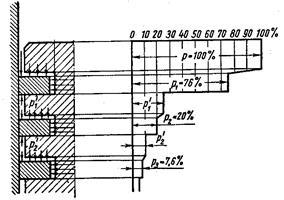
Рис. 1.11. Уплотняющее действие поршневых колец
Опытные данные, приведенные на рис. 1.11, показывают, что при наличии трех компрессионных колец на поршне давление после третьего кольца составляет всего лишь 7.6% от давления в цилиндре. В двигателях с внешним смесеобразованием, с относительно невысокими давлениями сжатия и расширения поршни имеют по два-четыре компрессионных кольца. В дизелях вследствие более высоких давлений в цилиндре число компрессионных колец составляет три-шесть. Необходимость в большем числе компрессионных колец в дизелях связана также с условиями пуска. При низкой частоте вращения вала во время пуска требуемую температуру легче обеспечить при большом числе компрессионных колец из-за меньшей утечки сжимаемого воздуха.
Для изготовления компрессионных колец применяется серый чугун с повышенным содержанием фосфора и с присадками хрома, никеля или молибдена, придающими материалу кольца необходимую прочность, вязкость и хорошие антифрикционные свойства. Для лучшей прирабатываемости и повышения его износостойкости на кольцо наносят различные покрытия из олова или свинца, применяют пористое хромирование и т. п. Кольца чаще всего изготовляют прямоугольного сечения с различным отношением высоты кольца к радиальной толщине. Разрез кольца или так называемый замок может быть прямым, косым или ступенчатым. При надевании колец на поршень замки у отдельных колец смещают один относительно другого на 120–900. В двухтактных двигателях со щелевой схемой газообмена во избежание поломки колец их положение на поршне обычно фиксируют стопорными штифтами.
Маслосъемные кольца служат для удаления излишка масла с рабочей поверхности гильзы и предупреждения возможности попадания его в камеру сгорания, особенно в двигателях с тронковым кривошипно-шатунным механизмом, вследствие разбрызгивания масла. Часть попавшего на стенку цилиндра масла в результате так называемого насосного действия компрессионных колец выжимается в камеру сгорания и вызывает не только излишний расход смазочного материала, но и повышенное нагарообразование, а также закоксовывание, особенно верхних колец. Насосное действие компрессионных колец показано на рис. 1.12.
Во время движения поршня вниз кольца прижимаются к верхним торцам поршневых канавок, и масло со стенок цилиндра поступает в нижние торцовые зазоры. При обратном движении поршня кольца перемещаются в канавках и выдавливают масло через радиальный зазор в верхний торцовый зазор и далее в пространство над кольцами.
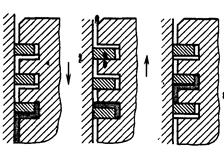
Рис. 1.12. Насосное действие поршневых колец
На поршне устанавливают одно-три маслосъемных кольца. Их располагают на конце направляющей части (юбки) поршня и на его головке ниже компрессионных колец. Для сбрасывания масла с зеркала гильзы наружную поверхность кольца делают конической или с фаской, обращенной в сторону камеры сгорания. При движении вверх кольца “всплывают” на масляном слое, при движении вниз острая кромка соскабливает масло. Для удаления масла, собирающегося под кромкой, в стенке поршня просверливают радиальные отверстия. Часто в маслосъемных кольцах делают также канавки с отверстиями. Форма компрессионных и маслосъемных колец показана соответственно на рис. 1.13а,б.


а б
Рис. 1.13. Форма компрессионных (а) и маслосъемных колец (б)
Поршневой палец служит для шарнирного соединения поршня с шатуном в тронковом кривошипно-шатунном механизме. Сечение пальцев может быть сплошным или кольцевой формы, что уменьшает массу пальца. Концами палец устанавливается в бобышках поршня, среднюю часть его охватывает подшипник верхней головки шатуна.
В двигателях старых конструкций для фиксации от осевого перемещения палец запрессовывался в гнезда и стопорился болтом. От проворачивания палец удерживался шпонкой. Существенным недостатком такой установки пальца было то, что нагрев пальца вызывал деформацию юбки, а это служило причиной заклинивания поршня.
Поэтому в современных двигателях широкое применение имеет так называемый плавающий палец, который может свободно поворачиваться какв верхней головке шатуна, так и в бобышках поршня. От осевого перемещения палец фиксируется пружинными стопорными кольцами. Вследствие наличия некоторой свободы перемещения и возможности поворачиваться вокруг своей оси во время работы плавающий палец изнашивается меньше и износ получается более равномерным по его поверхности.
При работе на поршневой палец действуют большие силы, переменные по величине и направлению, поэтому для его изготовления используют высококачественную углеродистую или легированную сталь. Рабочую поверхность пальца обычно цементируют с последующей термической обработкой для придания ей большей твердости.
Шатунная группа
Шатунная группа включает шатун, втулки, вкладыши, болты (или шпильки) с гайками, элементы крепления вкладышей и элементы шплинтовки гаек. Шатун связывает колено вала с поршнем в тронковых двигателях или с ползунами в крейцкопфных двигателях. При работе шатун совершает сложное качательное движение и подвергается переменной по величине и направлению нагрузке от давления газов и сил инерции. Действующие на шатун силы вызывают в нем сложные деформации: сжатие, растяжение, продольный и поперечный изгибы. Поэтому шатун должен быть прочным и жестким при возможно малой массе. Материалом для шатунов обычно служит углеродистая или легированная сталь, реже – алюминиевый сплав. Шатуны изготовляют большей частью ковкой в штампах с последующей механической и термической обработкой.
В зависимости от типа двигателя и расположения цилиндров шатуны можно разделить на три группы:
- шатуны однорядных двигателей с тронковым кривошипно-шатунным механизмом;
- шатуны двухрядных двигателей (V-, W- ,VR-образных);
- шатуны двигателей с крейцкопфным кривошипно-ша- тунным механизмом.
Основные элементы конструкции шатуна тронкового кривошипно-шатунного механизма следующие: верхняя (или поршневая) головка шатуна, стержень (или тело) и нижняя головка. Верхняя головка шатуна, которая охватывает поршневой палец, обычно делается неразъемной цилиндрической формы. В нее запрессовывается бронзовая втулка или вставляются стальные вкладыши с тонким слоем антифрикционного сплава, которые являются подшипником поршневого пальца. Иногда втулку в верхней головке шатуна стопорят болтом, чтобы предотвратить ее проворачивание и перемещение в осевом направлении (рис. 1.14).
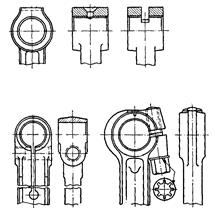
Рис. 1.14. Конструкции верхних головок шатуна
Масло для смазки подшипника верхней головки шатуна подводится от шатунной шейки коленчатого вала по каналу в стержне шатуна или забрасывается при вращении вала. Иногда в верхнюю головку шатуна ставят игольчатый подшипник, однако из-за ударной нагрузки подшипники качения не получили широкого применения.
Стержень шатуна, соединяющий его верхнюю и нижнюю головки, может быть различной формы сечения (рис. 1.15). В тихоходных двигателях сечение стержня часто имеет цилиндрическую или овальную форму. Стержни с таким сечением просты в изготовлении, но круглая форма нерациональна, так как при равной жесткости шатун с круглым стержнем получается более тяжелым. Для уменьшения массы круглый стержень делают обычно пустотелым (сверленым). Во избежание концентрации напряжений переходы от стержня к головкам выполняются более плавными. Так как нижняя головка всегда значительно больше верхней, поперечное сечение стержня должно постепенно увеличиваться от верхней головки к нижней. В быстроходных двигателях стержень шатуна изготовляют преимущественно двутаврового сечения; в этом случае обеспечивается наибольшая жесткость детали в плоскости качания при наименьшей массе. Для подвода масла к подшипнику поршневого пальца большей частью по всей длине стержня высверливают отверстие диаметром 6–8 мм.
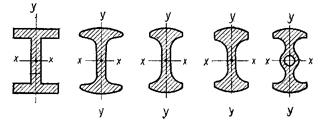
Рис. 1.15. Сечение стержня шатуна
Нижняя головка шатуна (рис. 1.16) по условиям ее монтажа, как правило, делается разъемной и имеет размеры, позволяющие вынимать поршень с шатуном через цилиндр. Разъем головки обычно располагают в плоскости оси шатунной шейки. При значительном диаметре шатунных шеек нижнюю головку шатуна иногда изготовляют с косым разъемом для облегчения демонтажа шатуна через цилиндр.
Неразъемные нижние головки в виде исключения применяют только в двигателях, коленчатые валы которых делаются разъемными, а также в случае применения подшипников качения (мотоциклетные, звездообразные и другие двигатели).
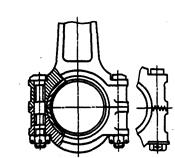
Рис. 1.16. Конструкции нижних головок шатуна
Крышка шатуна – это нижняя часть его головки. Она может быть зафиксирована относительно верхней различными способами: фиксирующим пояском у шатунных болтов, штифтами, буртиками на крышке, шлицами в полости стыка. Нижнюю головку шатуна или непосредственно заливают антифрикционным сплавом, или снабжают вкладышами с заливкой. Для регулирования зазора в шатунном подшипнике в плоскости разъема нижней головки шатуна двигателей больших размеров помещают набор калиброванных прокладок.
Шатунные подшипники, так же как и коренные, имеют вид толсто- или тонкостенных вкладышей с баббитовой или свинцовисто-бронзовой заливкой, а также сталеалюминиевых вкладышей. От проворачивания и смещения в осевом направлении вкладыши подшипника фиксируются штифтами или выступами, которые входят в соответствующие пазы в крышке.
Шатунные болты для крепления разъемных кривошипных головок шатуна испытывают переменные нагрузки. Основной нагрузкой являются сила инерции поступательно движущихся частей и центробежная сила инерции массы вращающейся части шатуна за вычетом массы крышки. Сила предварительной затяжки болтов должна обеспечивать плотность стыка и значительно превосходить по величине силу, стремящуюся раскрыть стык. При недостаточной жесткости шатунной головки и неточности ее изготовления опорные поверхности головки и гайки шатунного болта перекашиваются, что вызывает дополнительные напряжения от изгиба болта. Обрыв шатунного болта на работающем двигателе обычно вызывает разрушение деталей кривошипно-шатунного механизма и корпуса.
В двухрядных V- ,VR- и W-образных двигателях с неразъемным коленчатым валом возможны три способа размещения шатунов на коленчатом вале:
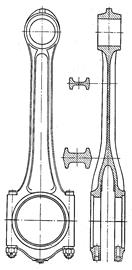
1. Сочлененные шатуны (рис. 1.17). Нижняя головка главного шатуна имеет косой разъем относительно оси шатуна. Крышка крепится к головке шпильками. В верхней части нижней головки имеются две проушины, расположенные под углом, соответствующим углу развала цилиндров двигателя. Прицепной шатун снабжен неразъемной нижней головкой с бронзовой втулкой. Сочленение нижней головки прицепного шатуна с главным осуществляется при помощи пальца, установленного в проушинах главного шатуна. Масло к рабочей поверхности бронзовой втулки прицепного шатуна подводится от главного шатуна по системе отверстий и через внутреннюю полость пальца.
2. Центральные шатуны (рис. 1.18). Нижнюю головку главного шатуна выполняют вильчатой (рис. 1.18б). Две отъемные нижние крышки охватывают стальной разрезной вкладыш шатунного подшипника (рис. 1.18а). Заливка антифрикционным сплавом на вкладышах делается по всей внутренней поверхности, а также посередине наружной поверхности. В развилку главного шатуна входит нижняя разъемная головка внутреннего шатуна (рис. 1.18в), которая охватывает средний пояс вкладыша.
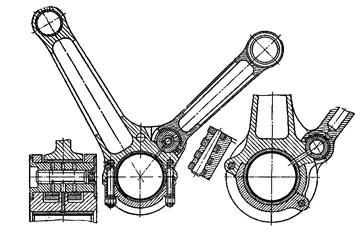
Рис. 1.17. Сочлененные шатуны

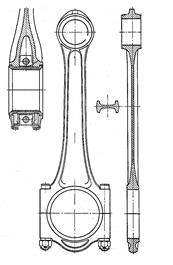
а б в
Рис. 1.18. Центральные шатуны
3) Смещенные шатуны. В этом случае на одной общей шатунной шейке рядом расположены две нижние головки шатунов нормального типа, применяющихся в однорядных двигателях.
Преимуществом сочлененных шатунов является повышенная жесткость нижней головки. К недостаткам следует отнести различный ход поршней, соединенных с главными и прицепными шатунами, и сложность конструкции сочлененных шатунов. Центральные шатуны обеспечивают одинаковый ход поршней правого и левого рядов цилиндров, но также сложны в изготовлении и не обладают достаточной жесткостью. В случае применения смещенных шатунов приходится смещать ряды цилиндров в осевом направлении один относительно другого, что увеличивает длину двигателя и усложняет конструкцию передачи механизма газораспределения. Однако в современных двигателях часто при-меняются смещенные шатуны.
В кривошипно-шатунном механизме крейцкопфного типа шатун сочленяется с поршнем через шток и крейцкопф (ползун). С головкой поршня шток соединяется при помощи фланца, откованного вместе с ним. Крейцкопф представляет собой стальную паковку с двумя цапфами для соединения с верхней вильчатой головкой шатуна. Шток поршня крепится к крейцкопфу. Кроме того, к крейцкопфу болтами присоединяется один или два башмака с плоской или цилиндрической подошвой, залитой антифрикционным сплавом. Башмаки движутся по направляющим крейцкопфа. Обычно верхние головки вилки шатуна делаются разъемными с крышками, которые крепятся болтами. В верхние головки вставляются вкладыши, залитые антифрикционным сплавом.
Дата добавления: 2020-06-09; просмотров: 666;
Поиск по сайту
Узнать еще
- А - конструкция с гидроизолирующей прослойкой под дорожной одеждой; б - то же, в земляном полотне; в - то же, с армирующей прослойкой
- А - решетчатая конструкция из бетонных элементов; б - пространственная георешетка; в - укрепление откоса георешеткой; 1, 2 - бетонные элементы; 3 - анкеры; 4 - тяжи анкеров
- Агрегаты (назначение, конструкция, принцип работы)
- Агрегаты (назначение, конструкция, принцип работы).
- Алгоритм проектирования кулачкового механизма по допустимому углу давления
- АНАЛИЗ МЕХАНИЗМА ЦЕНООБРАЗОВАНИЯ.
- Арегат АзИНмаш - 37. Назначение, конструкция
- Асинхронные двигатели. Конструкция, принцип действия

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
