ПРИМЕР ТИПОВОГО МАРШРУТА ИЗГОТОВЛЕНИЯ КРОНШТЕЙНА
Кронштейн (рис. 1.83) изготавливается литьем в разовые формы с машинной формовкой по деревянным моделям. Материал — серый чугун.
05. Вертикально-фрезерная. Вертикально-фрезерный станок 6М12П. Приспособление специальное. Фрезеровать плоскость 1 под шлифование (рис. 1.84).

|
10. Радиально-сверлильная. Радиально-сверлильный станок 2Н53, приспособление—кондуктор (рис. 1.85).
1. Сверлить четыре отверстия 7 и 2
2.Зенкеровать четыре отверстия 2 и два отверстия 3.
3. Развернуть два отверстия 3.
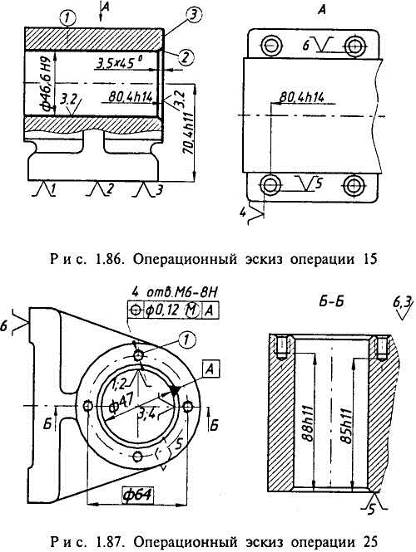
15. Токарная. Токарный станок 16К20. Приспособление — типа «угольник» (рис. 1.86). Расточить отверстие 1, фаску 2, подрезать торец 3 под тонкое растачивание и обтачивание (обработка противоположного торца не показана).
|
|
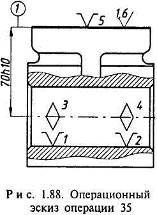
25. Радиально-сверлильная. Станок радиально-сверлильный 2Н53. Приспособление — кондуктор (рис. 1.87). Сверлить, зенкеровать, нарезать резьбу в четырех отверстиях 1 (обработка отверстий на противоположном торце не показана).
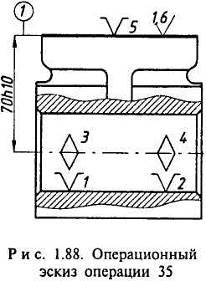
35. Плоскошлифовальная. Станок плоскошлифовальный ЗБ722. Приспособление специальное (рис. 1.88). Шлифовать плоскость ос-нования начисто.
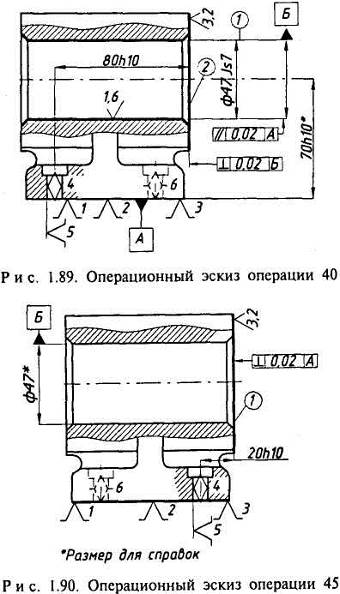
40. Алмазно-расточная. Станок для тонкой расточки. Приспособ-ление специальное установочное (рис. 1.89). Расточить отверстие 1 и подрезать торец 2 начисто.
45. Алмазно-расточная. Станок для алмазной расточки. Приспо-собление специальное установочное (рис. 1.90). Подрезать торец 1.
Примеры маршрутов изготовления корпусных деталей с отвер-стиями, оси которых параллельны и скрещиваются, рассмотрены выше.
Дата добавления: 2022-07-20; просмотров: 126;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
