НАКАТЫВАНИЕ ЗУБЧАТЫХ КОЛЕС
Накатывание зубчатых поверхностей имеет большие преимуще-ства перед способами обработки резанием: повышается производи-тельность в 5...30 раз; увеличивается износостойкость и прочность зубьев; значительно уменьшаются отходы металла и др. Различают горячее и холодное накатывание. Горячее накатывание применяют для профилей с модулем больше 2 мм; холодное накатывание реко-мендуется для мелкомодульных колес с модулем до 1,5...2 мм.
Может применяться и комбинированное накатывание для средних и крупных модулей (основная пластическая деформация прово-дится в горячем состоянии, а окончательное профилирование — в
холодном).
Горячее накатывание производится как с радиальной, так и с про-дольной подачей. Схема накатки с продольной подачей аналогична холодному накатыванию.
Схема накатывания с радиальным движением подачи показана на
рис. 1.95.
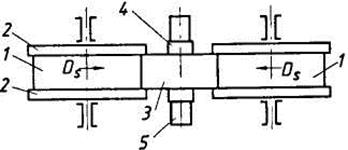
Рис. 1.95. Схема горячего накатывания зубьев колес:
1— накатники; 2— реборды; 3 — заготовка; 4— переходная втулка; 5—оправка
Перед накатыванием заготовку нагревают до 1000... 1200° С за 20...30 с до накатывания, затем устанавливают на оправку специального станка и производят накатывание вращающимися накатниками. Штучное время накатывания зубьев на заготовках зубчатых колес составляет 30с ...2 мин в зависимости от модуля (соответственно 2...5 мм).
ОБРАБОТКА ТОРЦОВЫХ ПОВЕРХНОСТЕЙ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС
Закругления торцов зубьев чаще всего выполняют у передвижных шестерен, так как это значительно облегчает их перемещение (например, шестерни коробок скоростей). Кроме того, у большинства зубчатых колес снимают фаски или притупляют кромки торцовых поверхностей. Закругление зубьев и снятие фасок на торцовых поверхностях
зубьев производят конусной и дисковой фасонными фрезами; притупляют острые кромки и снимают заусенцы чаще всего вращающимися щетками или червячными фрезами с насечками, шлифовальными кругами; торцовые поверхности зубьев обрабатывают на универсально-фрезерных и специальных станках.
Дата добавления: 2022-07-20; просмотров: 114;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
