ОБРАБОТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ АБРАЗИВНЫМ ИНСТРУМЕНТОМ
Как и наружные цилиндрические поверхности деталей типа тел вращения, плоские поверхности обрабатывают шлифованием, полированием и доводкой.
Шлифование плоских поверхностей осуществляют на плоско-шлифовальных станках с крестовым или круглым столом, как обычного исполнения, так и с ЧПУ. Плоское шлифование является одним из основных методов обработки плоскостей деталей машин (особенно закаленных) для достижения требуемого качества. В ряде случаев
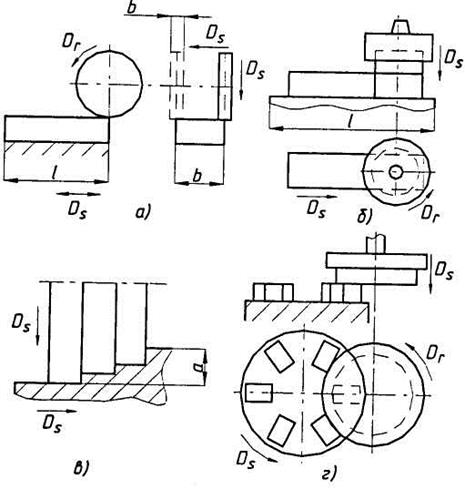
Рис. 1.81.Схемы шлифования плоскостей:
а — периферией круга; б — торцом круга; в — профилирующим кругом; г — торцом круга на вращающемся столе
плоское шлифование может с успехом заменить фрезерование. Шлифование плоских поверхностей может быть осуществлено двумя способами: периферией круга и торцом круга (рис. 1.81).
Шлифование периферией круга может осуществляться тремя способами: 1) многократными рабочими ходами; 2) установленным на размер кругом; 3) ступенчатым кругом.
При первом способе (рис. 1.81, а) поперечное движение подачи круга DSПОП производится после каждого продольного хода стола, а вертикальное DSB — после рабочего хода по всей поверхности длины деталей.
При втором способе (рис. 1.81, б) шлифующий круг устанавлива-ется на глубину, равную припуску, и при малой скорости перемещения стола обрабатывают заготовку по всей длине. После каждого рабочего хода шлифовальный круг перемещается в поперечном направлении от 0,7...0,8 высоты круга. Для чистового рабочего хода оставля-
 ют припуск 0,01...0,02 мм и снимают его первым способом. Этот способ применяют при обработке на мощных шлифовальных станках.
ют припуск 0,01...0,02 мм и снимают его первым способом. Этот способ применяют при обработке на мощных шлифовальных станках.
При шлифовании третьим способом круг профилируют ступеньками. Припуск, распределенный между отдельными ступеньками, снимается за один рабочий ход (рис. 1.81, в).
На рис. 1.81, г показана схема шлифования установленным на размер кругом на станке с вращаю-щимся столом.
Плоским шлифованием обеспечиваются следующие точность размеров и шероховатость поверхности:
— IT8...IT9, Ra = 1,6 мкм — черновое (предварительное) шли-фование;
— IT7...IT8, Ra = (0,4...1,6) мкм — чистовое шлифование;
— IT6...IT7, Ra = (0,4...0,1) мкм — тонкое шлифование.
Шлифование обычно производится с применением СОЖ.
Полирование поверхностей является методом отделочной обработ-ки. В качестве абразивных инструментов применяют эластичные шлифовальные круги, шлифовальные шкурки.
Доводка плоскостей осуществляется на плоскодоводочных стан-ках. Тонкую доводку плоских поверхностей осуществляют притира-ми. Осуществляют доводку при давлении 20...150 кПа, причем, чем меньше давление, тем выше качество обработанной поверхности. Скорости при тонкой доводке небольшие (2... 10 м/мин). С повышением давления и скорости производительность повышается.
На рис. 1.82 представлены области применения наиболее распро-страненных методов обработки поверхностей.
1.3.5. Типовые маршруты изготовления корпусных деталей
Последовательность механической обработки корпуса призматического типа с плоским основанием и основным отверстием с осью, параллельной основанию.
005. Заготовительная.
Заготовки корпусов из серого чугуна отливают в земляные, метал-лические (кокиль) или оболочковые формы, из стали — в земляные формы, кокиль или по выплавляемым моделям. Заготовки из
алюминиевых сплавов отливают в кокиль или литьем под давлением. В единичном и мелкосерийном производствах применяют сварные корпуса из стали. Заготовки корпусных деталей перед механической обработкой проходят ряд подготовительных операций.
Подготовительные операции.
015 Термическая. Отжиг (низкотемпературный) для уменьшения внутренних напряжений.
015 Обрубка и очистка заготовки.
У отливок удаляют литники и прибыли: на прессах, ножницах, ленточными пилами, газовой резкой и т. д. Очистка отливок от остатков формовочных семей и зачистка сварных швов у сварных заготовок производится дробеструйной или пескоструйной обработкой.
020 Малярная.
Грунтовка и окраска необрабатываемых поверхностей (для дета-лей, не подвергаемых в дальнейшем термообработке). Операция производится с целью предохранения попадания в работающий механизм корпуса чугунной пыли, обладающей свойством «въедаться» в неокрашенные поверхности при механической обработке.
030 Контрольная.
Проверка корпуса на герметичность. Применяется для корпусов, заполняемых при работе маслом. Проверка производится ультразвуковой или рентгеновской дефектоскопией. В единичном производстве или при отсутствии дефектоскопии может производиться при помощи керосина и мела.
035 Контрольная.
Проверка корпуса под давлением (только для деталей, работаю-щих под давлением).
040 Разметочная.
Применяется в единичном и мелкосерийном производствах. В ос-тальных типах производств может применяться для сложных и уни-кальных заготовок с целью проверки «выкраиваемости» детали.
Основные операции механической обработки.
050 Фрезерная (протяжная).
Фрезеровать или протянуть плоскость основания начерно и на-чисто или с припуском под плоское шлифование (при необходимо-сти). Технологическая база — необработанная плоскость, параллельная обрабатываемой поверхности.
Оборудование:
— в единичном и мелкосерийном производствах — вертикально-фрезерный и строгальный станки;
— в серийном — продольно-фрезерный или продольно-стро-гальный станки;
— в крупносерийном и массовом — барабанно- и карусельно-фрезерные, плоскопротяжные, агрегатно-фрезерные станки.
055 Сверлильная.
Сверлить и зенковать (при необходимости) отверстия в плоскости основания. Развернуть два отверстия. Технологическая база — обработанная плоскость основания. Оборудование — радиально-сверлильный станок или сверлильный с ЧПУ, в массовом и крупносерийном производствах — многошпиндельный сверлильный станок или агрегатный станок. 060 Фрезерная.
Обработка плоскостей, параллельных базовой (при их наличии). Технологическая база — плоскость основания. Оборудование — см. операцию 050.
065 Фрезерная.
Обработка плоскостей, перпендикулярных базовой (торцы ос-новных отверстий). Технологическая база — плоскость основания и два точных отверстия. Оборудование — горизонтально-фрезерный или горизонтально-расточной станок.
070 Расточная.
Растачивание основных отверстий (черновое и чистовое, или с припуском под точное растачивание). Технологическая база — та же (см. операцию 065). Оборудование: единичное производство — универсальный горизонтально-расточной станок;
— мелкосерийное и среднесерийное — станки с ЧПУ расточно-фрезерной группы и многооперационные станки;
— крупносерийное и массовое — агрегатные многошпиндельные станки.
Точность межосевых расстояний, а также точность положения от-верстий достигается с помощью разметки (от ± 0,1 до ± 0,5 мм); пробных расточек (до ± 0,02 мм); координатное растачивание на горизонтально-расточных станках (до ± 0,02 мм); обработка по кондукторам и шаблонам (от ± 0,02 до ± 0,03 мм).
075 Сверлильная.
Сверлить (зенковать при необходимости), нарезать резьбу в кре-пежных отверстиях. Технологическая база — та же. Оборудование — радиально-сверлильный, сверлильный с ЧПУ, многоопераци-онный, сверлильный многошпиндельный и агрегатный станки (в за-висимости от типа производства).
080 Плоскошлифовальная.
Шлифовать (при необходимости) плоскость основания.
Технологическая база — поверхность (ось) основного отверстия или обработанная плоскость, параллельная базовой (в зависимости от требуемой точности расстояния от базовой плоскости до оси ос-новного отверстия). Оборудование — плоскошлифовальный станок с прямоугольным или круглым столом.
085 Алмазно-расточная.
Тонкое растачивание основного отверстия.
Технологическая база — базовая плоскость и два отверстия.
Оборудование — алмазно-расточной станок.
С целью выдерживания принципа постоянства баз большинство операций обработки (060, 065, 070, 075) за исключением операций подготовки технологических баз (050, 055) и отделки основных по-верхностей (080, 085) часто концентрируют в одну операцию, выполняемую на горизонтально-расточном (единичное производство), многооперационном (серийное) или агрегатном (массовое) станках.
Особенности обработки разъемных корпусов. В маршрут обработки разъемных корпусов дополнительно к вышеприведенным операциям включают:
— обработку поверхности разъема у основания (фрезерная);
— обработку поверхности разъема у крышки (фрезерная);
— обработку крепежных отверстий на поверхности разъема ос-нования (сверлильная);
— обработку крепежных отверстий на поверхности разъема крышки (сверлильная);
— сборку корпуса промежуточную (слесарно-сборочная опера-ция);
— обработку двух точных отверстий (обычно сверлением и раз-вертыванием) под цилиндрические или конические штифты в плос-кости разъема собранного корпуса).
Дата добавления: 2022-07-20; просмотров: 205;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
