Размерная наладка по пробным деталям
Наладка динамическая производится в три этапа:
— предварительная наладка;
— статистическая проверка положения центра группирования;
— регулировка положения инструмента (коррекция) по результатам проверки.
Предварительная наладка производится по первой пробной заготовке способом пробных стружек и промеров. Затем при неизменном положении режущего инструмента изготавливаются несколько пробных деталей.
Статистическая проверка заключается в том, что все пробные детали тщательно измеряют. По размаху колебаний их размеров судят о правильности расчета поля рассеивания, а среднее арифметическое размеров пробных деталей принимают за характеристику достигнутого положения центра группирования
где m — количество пробных деталей.
Если среднее значение размеров пробных деталей отличается от расчетного наладочного размера dнр, то положение инструмента регулируют так, чтобы привести центр группирования dср к его расчетному положению
Затем обрабатывается вся партия заготовок.
Для определения отклонения среднего размера пробных деталей от действительного центра группирования размеров партии деталей рассмотрим некоторые сведения из математической статистики.
Если распределение размеров партии деталей подчиняется нормальному закону со средним квадратичным распределением а, то при разбивке партии на группы по «т» штук в каждой группе, распределение групповых средних подчиняется тому же закону, но со средним квадратичным отклонением
Рассмотрим пример для n = 100 деталей. Разобьем партию деталей на 20 групп, т. е. m = 5 деталей. Вычислим Lср для 20 групп. После рассеивания 20 размеров Lср5
будет равно  , т. е. размеры Lср5 будут колебаться в пределах 6σср5 = ∆р.гр5. Таким образом, после изготовления «m» пробных деталей среднее арифметическое этой группы деталей
, т. е. размеры Lср5 будут колебаться в пределах 6σср5 = ∆р.гр5. Таким образом, после изготовления «m» пробных деталей среднее арифметическое этой группы деталей  может отличаться от средней арифметической всей совокупности
может отличаться от средней арифметической всей совокупности  не более чем на
не более чем на  (Рис. 2.53).
(Рис. 2.53).
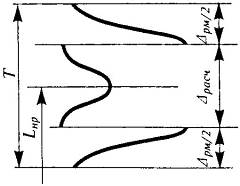
Рис. 2.53. Схема для определения погрешности положения центра группирования размеров всей партии деталей
Отличие группы пробных деталей от действительного центра группирования и будет погрешность ∆расч. Таким образом, погрешность размерной наладки по пробным деталям включает погрешности, возникающие на всех этапах проведения размерной наладки

Дата добавления: 2022-07-20; просмотров: 120;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
