Размерная наладка станков
В соответствии со стандартами ЕСТД наладкой называется подготовка технологического оборудования и технологической оснастки к выполнению технологической операции. Часть наладки, относящаяся к установке инструмента, рабочих элементов станка, установочных элементов приспособления в положение, которое обеспечивает получение размера в поле допуска, называется размерной наладкой станка.
Цель размерной наладки станка заключается в придании режущему инструменту такого оптимального положения относительно установочных элементов станка или приспособления, которое надежно обеспечит получение действительных размеров обрабатываемых деталей в заданных пределах при возможно большей продолжительности работы до подналадки (рис. 2.51).
Наладочный размер — такое начальное значение среднего текущего размера на диаграмме точности обработки, при котором исключается опасность случайного перехода действительных размеров обрабатываемых деталей за непроходную границу поля допуска и достигается наибольшая возможная продолжительность работы до подналадки. Подналадкой называется дополнительная регулировка технологического оборудования и (или) технологической оснастки при выполнении технологической операции для восстановления достигнутых при наладке значений параметров.
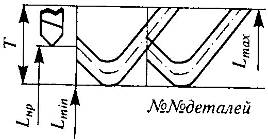
Рис. 2.51. Схема расположения диаграммы точности в поле допуска
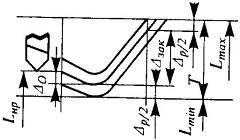
Рис. 2.52. Схема для расчета наладочного размера:
∆зак — суммарное значение закономерно изменяющихся погрешностей; Т— допуск размера
В переводе на математический язык процесс наладки состоит в том, чтобы обеспечить совпадение середины поля мгновенного рассеивания с наладочным размером; а смещение центра группирования относительно Lнр и является погрешностью самой наладки.
Учитывая погрешность размерной наладки, полное рассеивание ∆р при обработке будет состоять из рассеивания, обусловленного причинами, приведенными выше, и рассеивания, обусловленного погрешностью самой наладки ∆рн. Схема для расчета наладочного размера представлена на рис. 2.52.
В соответствии с рисунком наладочные размеры рассчитываются следующим образом:
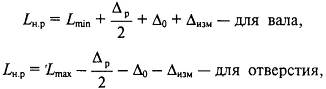
где Lmin, Lmax - соответственно минимальный и максимальный размеры детали; ∆р — полное рассеивание размеров, вызванное случайными погрешностями; ∆0 — возможное превышение в начальный момент работы тепловых деформаций технологической системы над размерным износом режущего инструмента; ∆изм — погрешность измерения.
Для того чтобы установить режущий инструмент в требуемое положение, соответствующее наладочному размеру Lнр, используются следующие основные методы наладки станков.
Дата добавления: 2022-07-20; просмотров: 118;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
