УТЯЖЕЛЕННЫЙ НИЗ КОЛОННЫ ШТАНГ
Распределение частоты обрывов по длине колонны штанг изображается кривыми (рисунок 43).
Если кривая 1 подтверждает теоретические представления об уменьшении обрывности по мере движения к насосу за счет уменьшения нагрузки на штанги, то кривая 2 дает противоположный результат.
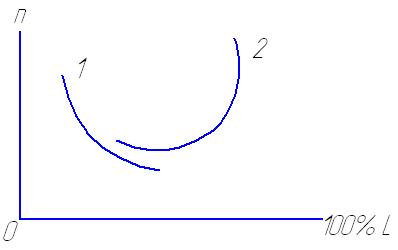
1-насос диаметром 44 мм; 2-насос диаметром 70 мм
Рисунок 43 – Распределение частоты обрывов по длине колонны штанг
Исследования позволили объяснить этот факт явлением продольного изгиба штанг, возникающим при ходе штанг вниз по причине трения плунжера о цилиндр, сопротивление при перетоке жидкости через нагнетательный клапан, трения штанг о вязкую жидкость, это нагрузка достигает 2,50 – 3,01 кН при применении насоса диаметром 68 мм.
Рассмотрим процесс изгиба штанг.
В нормальной штанге сила Р действует по оси штанги, а напряжение определяется так (рисунок 44):
 (164)
(164)
где F – площадь поперечного сечения штанги.
В изогнутой штанге возникает пара сил и, следовательно, изгибающий момент. Его величина составит:
 (165)
(165)
где d – диаметр штанг.
Напряжение от изгиба определяется по формуле:
 (166)
(166)
где W – момент сопротивления штанги.
Суммарное напряжение от действий двух сил:
 (167)
(167)

Рисунок 44-Схем к расчету процесса изгиба штанг
Напряжение в изогнутой штанге  в 5 раз превышает напряжение в прямой штанге
в 5 раз превышает напряжение в прямой штанге  . Этим и объясняется увеличение обрывности штанг в нижней части колонны.
. Этим и объясняется увеличение обрывности штанг в нижней части колонны.
Для исключения этого явления Фаерман И.Л. рекомендует применять утяжеленный низ штанг, массу которого можно рассчитать.
Для определения величины трения плунжера о втулку применяют эмпирическую формулу
 , (168)
, (168)
где D – диаметр плунжера в см.
Длину утяжеленного низа определяют из соотношения:
 , (169)
, (169)
где g – вес 1 м утяжеленного низа.
Имеются таблицы, в которых рекомендуются масса и длина утяжеленного низа в зависимости от диаметра насоса.
ЭКСПЛУАТАЦИЯ ШТАНГ
Правильная эксплуатация штанг способствует повышению их надежности и долговечности и предполагает обязательное соблюдение следующих правил: а) при свинчивании добиваются упора бурта штанги в торец муфты, что исключает самоотвинчивание; б) штанги должны перевозится пакетами, резьбы защищаться колпаками; между штангами в пакетах должны быть прокладки; в) применение искривленных штанг не рекомендуется; г) в искривленных скважинах рекомендуется применять центрирующие фонари на штангах и специальные муфты (гуммированные) для уменьшения трения (рисунок 45); д) мероприятиями, увеличивающими срок службы штанг, являются также антикоррозионные покрытия штанг и применение ингибиторов коррозии.
Рисунок 45-Гуммированная муфта
В целях выработки определенных закономерностей при эксплуатации штанг следует наладить их учет по заводам – изготовителям, чему способствует маркировка штанг.
В настоящее время отечественными заводами изготавливаются насосные штанги в основном диаметром 19, 22 и 25 мм из стали марки 20Н2М (0,2% углерода, до 2% никеля и 0,3% молибдена), штанги диаметром только 19 и 22 мм изготавливаются из стали марки 15Х2НМФ (0,15% углерода; 2% хрома, до 1% никеля, до 0,3% молибдена и 0,1% ванадия). Стандартом на насосные штанги предусматривается также изготовление штанг из стали других марок, в частности, из углеродистой стали 40. Кроме того, в России применяются румынские насосные штанги из марганцевой стали марки 36М17 (0,36% углерода и 17% марганца).
Заготовки штанг, поставляемые в виде мерных прутков, после горячей штамповки головок подвергаются следующим видам объемной термической обработки: нормализации (сталь марок 20Н2М, 15Н3МА и 10), закалке и высокому отпуску (сталь марки 20Н2М) и только высокому отпуску (сталь марки 15Х2НМФ). Кроме того, часть штанг из стали 20Н2М и все штанги из стали 15Н3МА после нормализации и механической обработки концов проходят дополнительную термообработку – поверхностную закалку нагревом токами высокой частоты (ТВЧ), которая существенно повышает их усталостную прочность в некоррозионных и умеренно коррозионных условиях работы (этот вид дополнительной закалки применялся и на части штанг из стали 40, а также штанг из стали 30ХМА).
Все эти сведения отражены в маркировке насосных штанг (см. таблицы 3, 4, 5), в которой еще дается товарный знак завода- изготовителя и время выпуска, а также знак высшей категории качества (если он присвоен изделию) и номер плавки стали. Последний бывает необходим при выяснении причин поломок штанг.
До последнего времени все отечественные заводы – изготовители насосных штанг маркировали свою продукцию в соответствии с ГОСТ 13877-68. Принятая этим ГОСТом система сохранена и в новом стандарте на насосные штанги.
Маркировка производится штамповкой (поверхностным пластичным деформированием) на двух противоположных сторонах квадрата на обоих концах штанги при их горячей высадке. Кроме того, каждый пакет штанг, отгружаемый заводом, имеет сопроводительный документ- паспорт или сертификат, содержащий следующие данные: наименование завода- изготовителя, размер и условное обозначение штанг, количество штанг в пакете, условный номер плавки стали, результаты заводских механических испытаний штанг и дату их отгрузки.
Таблица 3-Маркировка насосных штанг на заводе им.лейт. Шмидта (г. Баку)
| Ст. 20Н2М | Ст. 15Н3МА | Ст. 20ХН | По ГОСТ 13877-80 | |
| (до 1972г.) | (с 1972г.) | (с 1977г.) | (с 1979г.) | (с 1981г.) |
| Ш2НМ | ШН7 | ШНЗ | ШХН | Ш402 |
| 43ОАО | 380Б8 | 48ОГ7 | 58ОИ9 | Н1А |
| Т | Т | Т | Т |
Ш- товарный знак завода им.лейт. Шмидта; 2НМ – сталь марки 20Н2М; Н7 – сталь марки 20Н2М, обработанная синтетическими шлаками ; Н3 – сталь марки 15Н3МА; АО, Б8, Г7, И9 и 1А – даты выпуска штанг (буквы- кварталы, цифры – год изготовления).
Таблица 4-Маркировка насосных штанг на заводе им. Ленина (г. Пермь)
| ст. 20Н2М | ст. 15Х2НМФ | ст 14Х3ГМЮ | по ГОСТ 13877-80 | |
| (до 1972г.) | (с 1972г.) | (с 1976г.) | (с 1978г.) | (с 1981г.) |
| М6 | МН4И | МН8А | МК9Б | М516 |
| НМ31А | С782 | С516 | С321 | П1АС |
М – товарный знак завода им. Ленина, до 1970г. обозначался М6. 4И, 8А, 9А, 1А – даты выпуска штанг (цифры – год изготовления, буквы и знак ромба – кварталы); Н – сталь марки 20Н2М; П – сталь марки 15Х2НМФ; К – сталь марки 14Х3ГМЮ; С – термическая обработка штанг сорбитизацией (закалка и отпуск).
Таблица 5-Маркировка насосных штанг на Очерском заводе и импортных
| ст. 40У | ст. 20Н2М | ст. 15Н3МА | по ГОСТ 13877-80 | Хромистая сталь |
| (до 1972г.) | (с 1972г.) | (с 1975г.) | (с 1981г.) | (румынские) |
| 40У | Н | Т | 321 | 1МС- 7/8-79 |
| ОБ891 | 6И724 | ОА625 | И1А | 05С-1Г |
| Т | Т |
- товарный знак Очерского машзавода; 1М – товарный знак завода им. 1 Мая (Румыния); 40У- углеродистая сталь марки 40 (улучшенная); Н- сталь марки 20Н2М; Н3 – сталь марки 15Н3МА; С – штанги марки С- 70 (Румыния); 0А, 6И, 1А, 1Г – даты выпуска штанг (буквы – кварталы, цифры – годы изготовления); 05С – номера плавок и вид термической обработки румынских штанг.
Для штанг всех заводов трехзначные цифры – номера плавки стали, из которой изготовлена штанга; Т- термическая обработка штанги токами высокой частоты (закалка ТВЧ); - знак высшей категории качества (Знак качества).
Дата добавления: 2016-06-18; просмотров: 2906;
Поиск по сайту
Узнать еще
- CIH — газораспределительный механизм с распределительным валом в головке блока цилиндров
- Cущность организации и ее основные признаки
- I. Общие принципы структурно-функциональной организации клетки и её компоненты. Плазмолемма, её структура и функции.
- I. Япония во второй половине XIX в. Продолжение модернизации страны
- II. КРОВЬ КАК ВНУТРЕННЯЯ СРЕДА ОРГАНИЗМА. ФИЗИОЛОГИЯ ЭРИТРОЦИТОВ И ЛЕЙКОЦИТОВ.
- II. Оппозиционные организации и их роль в подготовке революции
- II. Организация дезинфекционных и стерилизационных мероприятий в организациях, осуществляющих медицинскую деятельность
- II. РАСПРЕДЕЛЕНИЕ ЛЕКАРСТВЕННЫХ СРЕДСТВ В ОРГАНИЗМЕ. БИОЛОГИЧЕСКИЕ БАРЬЕРЫ. ДЕПОНИРОВАНИЕ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
