Метод определения величины обезуглероженного слоя.
При высокой температуре происходит взаимодействие поверхности металла с окружающей средой, причём особое значение имеют два процесса:
- обезуглероживание стали, связанное с выгоранием углерода в поверхностных слоях (С+О2→СО2);
- окисление стали, ведущее к образованию на поверхности окалины, окислов железа (2Fe+O2→FeO2).
Процессы окисления и обезуглероживания - диффузионные, с повышением температуры они ускоряются.
Диффу́зия— процесс взаимного проникновения молекул или атомов одного вещества между молекулами или атомами другого, приводящий к самопроизвольному выравниванию их концентраций по всему занимаемому объёму.
Глубину обезуглероженного слоя определяют в основном методами микроструктурного анализа.
|
|



|
|


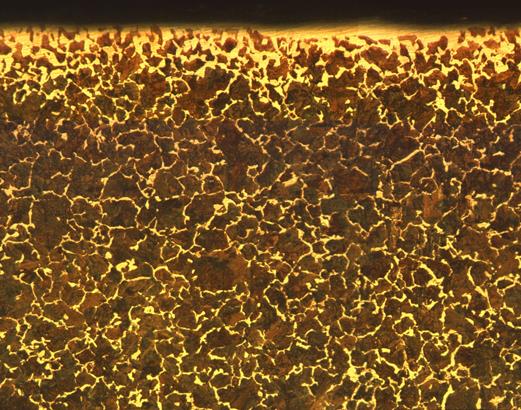
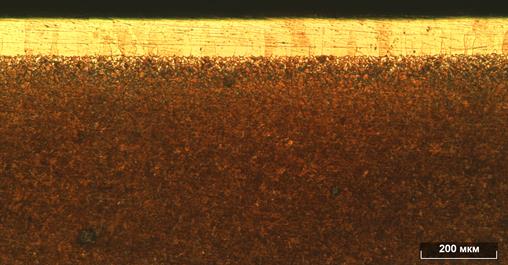
Рис.2 шлиф из стали 60С2 100:1
|
|


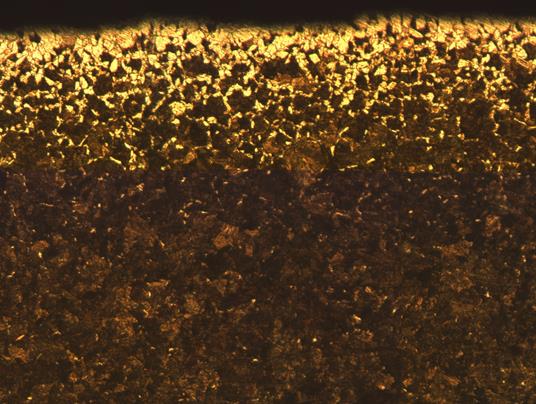
Рис.3 шлиф из стали 50ХГФА 100:1
ГОСТ 1763-68 «Сталь. Методы определения величины обезуглероженного слоя»
Глубину обезуглероженного слоя определяют:
металлографическими методами - М, М1, М2,
методом замера термоэлектродвижущей силы - т.э.д.с.,
методом замера твердости - Т,
химическим методом - X,
методом замера микротвердости - МТ.
Глубину обезуглероженного слоя в ЛМ определяют металлографическим методом -
Метод М.
Настоящий стандарт распространяется на деформируемые стали: конструкционные - углеродистые и легированные с содержанием углерода не менее 0,3%; инструментальные - углеродистые, легированные и быстрорежущие; рессорно-пружинные; подшипниковые, поставляемые в виде горячекатаных и кованых прутков и заготовок диаметром или стороной квадрата до 150 мм, горячекатаных полос, труб, листов, лент и катанки, холоднокатаных листов и лент, а также холоднотянутых прутков, проволоки, труб и устанавливает методы определения глубины обезуглероженного слоя.
Сущность металлографического метода заключается в определении глубины обезуглероженного слоя по структуре под микроскопом. Образцы для изготовления шлифов отбирают от произвольных прутков, труб, листов, лент и полос.
Образцы следует отрезать холодным механическим способом, не вызывающим изменений в структуре металла (фрезой, резцом, пилой, камнем и т.д.), и вырезать поперек направления волокна.
Образцы для изготовления шлифов вырезают из полосы станочники холодным механическим способом:
шириной до 60 мм - из всего сечения полосы ;
шириной свыше 60 до 120 мм - из половины сечения полосы;
Черт 4.
по ГОСТ 1763-68 , по соглашению сторон допускается вырезка образцов по другим схемам, согласованным с заказчиком.
Образцы для металлографического исследования не должны иметь заусенцев, острых углов и кромок.
Дальнейшую подготовку шлифов к испытанию производит лаборант.
Образцы шлифов, неудобные в захвате (высотой менее 4см) для фиксации положения приготавливают в сплаве Вуда, либо в специальном приспособлении (струбцине).
Шлифование осуществлять на наждачной бумаге от крупной зернистости к мелкой.
Во время операции шлифования для удаления металлической и наждачной пыли образец периодически промывать проточной водой, а затем обдувать сжатым воздухом.
Полирование образцов осуществлять на тонкошерстном сукне с равномерно нанесенным слоем алмазной пасты или пасты ГОИ.
Шлифы должны отвечать следующим требованиям:
־ поверхность шлифов не должна иметь рисок, царапин. Микрошлиф должен быть чистым и сухим;
־ плоскость шлифа должна быть перпендикулярна исследуемой поверхности;
־ рекомендуемая площадь шлифа до 10 см 2.
На шлифах с заваленными краями глубину обезуглероженного слоя не определяют.
Травление шлифа, производится в 4%-ном растворе азотной или пикриновой кислоты в этиловом спирте и должно гарантировать четкое выявление структурных составляющих.
Для образцов, вырезанных из полосы по схемам, приведенным на черт. 4а, б, просмотр производится по широкой стороне на расстоянии не менее 2 мм от кромки.
Для пружинной рессорной полосы, определение обезуглероживания производят по всей широкой стороне образца.
Полосы трапецеидального и Т-образного профиля контролировать в месте наибольшей толщины, которое определяется визуально.
Определение производить визуально под микроскопом при увеличении (100±10)×, с точностью до
± 0,02мм , допускается увеличение от 200 до 500× или с использованием системы анализа изображений Thixomet Pro.
Глубину обезуглероженного слоя определять в миллиметрах. Результат выдавать в процентах, округляя до десятых, и вычислять по формуле:
а
Х = ------- х 100
в
а – глубина обезуглероживания при одностороннем измерении, мм;
в – толщина проката или полуфабриката, мм;
Различают две зоны обезуглероживания: зону полного обезуглероживания и зону частичного обезуглероживания.
Зона полного обезуглероживания характеризуется структурой чистого феррита.
Зона частичного обезуглероживания характеризуется структурой, отличной от структуры основного металла. Зона частичного обезуглероживания характеризуется: для доэвтектоидной стали феррито-перлитной структурой, содержание феррита в которой больше, чем в основной структуре
Общая глубина обезуглероживания включает зону полного обезуглероживания и зону частичного обезуглероживания и измеряется от края шлифа до основной структуры металла.
При отсутствии зоны полного обезуглероживания зону частичного обезуглероживания измеряют от края шлифа до основной структуры металла.
По распределению обезуглероживания различают равномерное - по всему периметру образца и местное обезуглероживание на отдельных участках периметра образца.
Глубину обезуглероженного слоя определяют как максимальную глубину для данного образца.
Обезуглероживание не измеряют в месте обнаружения поверхностного дефекта на шлифе. В протоколе испытаний указывают наличие поверхностного дефекта (ГОСТ 21014-88).
Дата добавления: 2018-11-26; просмотров: 3004;
Поиск по сайту
Узнать еще
- I. Гидрометаллургические методы
- I. Определение и структура методов обучения.
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- I. Понятие о методах воспитания.
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса «Философия и методология науки»
- II. Методологические основы педагогики.
- II. Методы исследования истории медицины.
- II. Пирометаллургические методы.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
