Конструктивные параметры протяжки.
Протягиванием обрабатывают сквозные круглые, многогранные, шлицевые и другие фасонные поверхности в отверстиях которые предварительно выполнены каким-либо другим методом (литьем, штамповкой, сверлением и т. д.) и наружные поверхности Точность протянутых поверхностей соответствует 7…8 квалитету, а шероховатость Ra = 1,25…0,63 мкм и выше при тонком протягивании. Протягивание применяют главным образом в массовом и крупносерийном производстве по экономическим причинам. Инструмент для протягивания называют протяжкой. Протяжка для обработки отверстий представляет собой стержень и имеет следующие части (рис. 89).
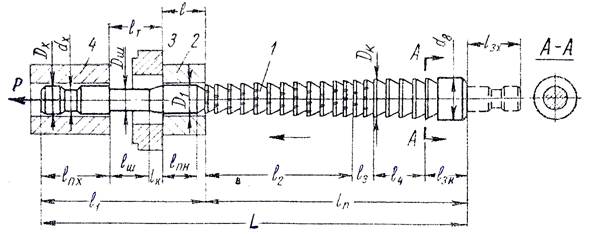
Рис. 89. Основные части цилиндрической протяжки
Хвостовик lпх служит для крепления протяжки в патроне станка и передачи тяговой силы.
Шейка lШ соединяет хвостовик с переходным конусом, который предназначен для удобства установки протяжки в обрабатываемое отверстие перед протягиванием.
Передняя lпн и задняя lЗН направляющие центрируют заготовку в начале и конце протягивания.
Рабочая часть протяжки снабжена зубьями. Режущие зубья: на длине l2 — черновые (обдирочные), срезают большую часть припуска и l3 — переходные и чистовые — меньшую. Калибрующие зубья — на длине l4 — окончательно калибруют отверстие в заготовке.
Задний хвостовик lЗХ служит для захвата вспомогательным патроном при холостом ходе на станках с автоматическим циклом работы. Крупные тяжелые протяжки снабжены задним хвостовиком или цапфой для установки в люнет. Протяжка расположена при работе горизонтально или вертикально в зависимости от устройства протяжного станка и перемещается поступательно вдоль оси со скоростью резания V (главное движение). Режущие кромки зубьев имеют последовательное превышение (подъем) друг относительно друга от первого зуба к последнему (исключая калибрующие), равное подаче sz. Например, с этой целью у протяжек для отверстий диаметры зубьев последовательно увеличивают на удвоенную величину подачи на зуб (2sz).
Протяжку 1 перед протягиванием устанавливают передней направляющей в отверстие заготовки 2. При рабочем движении каждый зуб срезает с заготовки слой толщинойsz. Сила тяги Р прижимает заготовку к переднему торцу опорной шайбы 3 и растягивает протяжку.
Протягивание— высокопроизводительный процесс резания вследствие работы за один проход черновых и чистовых зубьев с длинными режущими кромками, которые захватывают большую ширину припуска, например периметр отверстия.
Протяжки без хвостовика, работающие проталкиванием сквозь заготовку силой Р, приложенной к концевой части (рис. 90), называют прошивками.
 Длина прошивки не должна превышать 15 диаметров во избежание продольного изгиба последней от сжатия силой Р.
Длина прошивки не должна превышать 15 диаметров во избежание продольного изгиба последней от сжатия силой Р.
Рис. 90. Схема работы прошивки.
Дата добавления: 2017-02-13; просмотров: 2181;
Поиск по сайту
Узнать еще
- H – параметры транзистора
- H-параметры транзистора
- H-параметры транзистора, включенного по схеме с ОБ.
- H-параметры транзистора, включенного по схеме с ОЭ.
- I.1.2 ТЕРМОДИНАМИЧЕСКАЯ СИСТЕМА. ТЕРМОДИНАМИЧЕСКИЕ ПАРАМЕТРЫ. УРАВНЕНИЕ СОСТОЯНИЯ
- IV.2. Залежи нефти и газа и их параметры.
- VI.1.Параметры месторождений нефти и газа
- А) Типы и конструктивные особенности баз.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
