Технологические задачи
Технологические задачи формулируются в соответствии с реко-мендациями, приведенными в первом томе. Они охватывают тре-бования к точности деталей по всем их параметрам (рис. 1.2 и см. рис. 1.44).
Точность размеров. Точными поверхностями валов являются, как правило, его опорные шейки, поверхности под детали, передающие крутящий момент. Обычно они выполняются по 6...7-му квалитетам.
Точность формы. Наиболее точно регламентируется форма в про-дольном и поперечном сечениях у опорных шеек под подшипники качения. Отклонения от круглости и профиля в продольном сечении не должны превышать 0,25...0,5 допуска на диаметр в зависимости от типа и класса точности подшипника.
Точность взаимного расположения поверхностей. Для большинства валов главным является обеспечение соосности рабочих поверхностей, а также перпендикулярности рабочих торцов базовым поверхностям. Как правило, эти величины выбираются по V...VII степеням точности.
Качество поверхностного слоя. Шероховатость базовых поверх-ностей обычно составляет Ra = 3,2...0,4 мкм, рабочих торцов Ra = 3,2...1,6 мкм, остальных несоответственных поверхностей Ra = 12,5...6,3 мкм. Валы могут быть сырыми и термообработанными. Твердость поверхностных слоев, способ термообработки могут быть весьма разнообразными в зависимости от конструктивного на-значения валов. Если значение твердости не превышает НВ 200...230,
|
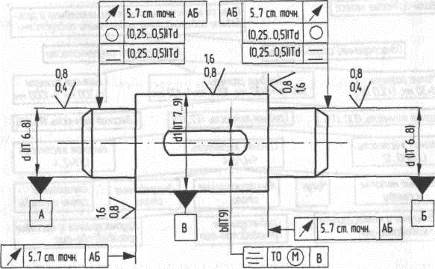
Рис. 1.2. Эскиз вала с типовыми техническими требованиями
то заготовки подвергают нормализации, отжигу или термически не обрабатывают. Для увеличения износостойкости валов повышают твердость их рабочих поверхностей. Часто это достигается поверхностной закалкой токами высокой частоты, обеспечивающей твердость HRСЭ48...55. Поверхности валов из низкоуглеродистых марок стали подвергают цементации на глубину 0,7... 1,5 мм с последующей закал-кой и отпуском. Таким способом можно достичь твердости HRСЭ55...6О.
Наличие остаточных напряжений в поверхностных слоях и их знак регламентируются редко и в основном для очень ответственных валов.
Так, для вала (см. рис. 1.44) технологические задачи формулиру-ются следующим образом:
— точность размеров основных поверхностей находится в преде-лах 6...8-го квалитетов, а размеры с неуказанными отклонениями выполняются по 14-му квалитету;
— точность формы регламентируется для опорных шеек допус-ками круглости и профиля в продольном сечении — 0,006 мм, а у остальных поверхностей погрешности формы не должны превышать определенной части поля допуска на соответствующий размер (например, для нормальной геометрической точности 60 % от поля до-пуска);
— точность взаимного расположения задается допусками ради-ального и торцового биений (соответственно 0,02 мм и 0,016 мм) относительно базы;
— шероховатость сопрягаемых цилиндрических поверхностей ограничивается значениями Ra = 0,8 мкм, а торцовых Ra = 1,6 мкм; шероховатость несопрягаемых поверхностей Ra = 6,3 мкм; шлице-вый участок подвергается термообработке ТВЧ HRСЭ50...55.
Дата добавления: 2022-07-20; просмотров: 136;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
