Нормирование технологических операций
Определение технически обоснованных норм времени на станочные работы необходимо для выбора варианта технологического процесса, обеспечивающего выполнение технических требований,
предъявляемых к детали, и оптимальных затрат времени на ее изготовление, при которых повышается производительность труда и снижается себестоимость обработки.
Норма времени на станочную операцию

где Топ — оперативное время; aобс, аотл — соответственно время на обслуживание рабочего места, отдых и личные надобности, в % от оперативного времени. В свою очередь,
Здесь Т0 — основное (машинное время); ТВ — вспомогательное время, состоящее из времени на установку и снятие детали, времени, связанного с переходом, времени на измерение, смену инструмента и изменение режимов резания.
Машинное время устанавливают исходя из наиболее рациональных режимов обработки. Режимы обработки выбирают на основе подбора глубины резания, подачи, скорости резания и стойкости режущего инструмента.
Процесс резания осуществляют с помощью двух движений станка: главного движения и движения подачи. Главное движение измеряют числом оборотов или двойных ходов детали или инструмента в минуту. Так как вращение детали (токарные станки) или инструмента (фрезерные и сверлильные станки) происходит в результате вращения шпинделя станка, то число оборотов детали или инструмента равно числу оборотов шпинделя. Поэтому при нормировании этих видов работ за основу расчета принимают число оборотов шпинделя станка в минуту n, при нормировании строгальных работ — число двойных ходов в минуту, обозначаемое также n.
Подачей S называют длину перемещения режущего инструмента за один оборот шпинделя или один двойной ход относительно обрабатываемой детали (токарные, сверлильные, продольно-строгальные станки) или длину перемещения обрабатываемой детали относительно режущего инструмента (фрезерные, поперечно-строгальные станки). На некоторых работах, например фрезерных, за единицу измерения принимают минутную подачу Sм, т. е. подачу за 1 мин, и подачу на один зуб многолезвийного инструмента Sz.
Толщина слоя металла, который необходимо снять при обработке поверхности, является припуском на обработку z.. Этот припуск можно снимать за один или несколько рабочих ходов инструмента. Толщина снимаемого слоя за один или несколько рабочих ходов — глубина резания t.
Число рабочих ходов при обработке поверхности

Основное время определяют на каждый переход, после чего время всех переходов операции суммируют. Основное время
где L — расчетная длина обработки в направлении подачи, равная

Здесь l — длина обработки по чертежу; l1 — дополнительная длина на врезание и перебег инструмента; l2 — дополнительная длина на взятие пробных стружек резания. Минутная подача:
— для точения, сверления и чистового фрезерования
— для чернового фрезерования
где S0 — подача на один оборот детали (сверла, фрезы); z — число зубьев фрезы.
Рекомендуется следующий порядок расчета норм времени.
1. Назначают глубину резания с учетом режущих свойств инструмента, затем по нормативам устанавливают подачу, скорость резания и необходимую мощность. От глубины резания зависит число рабочих ходов. Из формулы основного времени видно, что оно прямо пропорционально числу рабочих ходов и, следовательно, число рабочих ходов должно быть минимальным. Кроме того, с увеличением числа рабочих ходов увеличивается вспомогательное время (отвод, подвод инструмента). При выборе подачи и глубины резания следует учитывать, что выгоднее работать с большими глубинами резания. Глубина резания может быть увеличена за счет уменьшения подачи.
2. По нормативам в зависимости от глубины, подачи и свойств обрабатываемого материала и режущего инструмента выбирают скорость резания инструмента V. Увеличивать скорость резания за счет уменьшения подачи не рекомендуется.
3. По формулам или таблицам нормативов определяют расчетное число оборотов шпинделя или число двойных ходов. Численные значения подачи и числа оборотов (двойных ходов) по таблицам корректируют по паспортным данным станка, которые должны быть близки к расчетным.
4. Определяют расчетную длину обработки L, а затем основное время обработки Т0.
5. По нормативам времени устанавливают вспомогательное время на операцию ТВ.
6. По нормативам определяют время на обслуживание рабочего места, отдых и личные надобности, а по формуле — норму штучного времени Тш.
7. По нормативам устанавливают норму подготовительно-заключительного времени на партию деталей Тп-з.
Составляющие времени на выполнение операции изменяются в зависимости от ее структуры. Схемы построения станочных операций целесообразно классифицировать по составу слагаемых времени
tоп.
Норма времени сокращается уменьшением ее составляющих и совмещением времени выполнения нескольких технологических переходов. Основное время снижается в результате применения высокопроизводительных режущих инструментов и режимов резания, уменьшения припусков на обработку, а также числа рабочих ходов и переходов при обработке поверхностей. Вспомогательное время сокращается уменьшением времени холостых ходов станка, рациональным построением процесса обработки, а также уменьшением времени на установку и снятие заготовок путем использования приспособлений с быстродействующими зажимными устройствами. При одновременном выполнении элементов времени t0 и при совмещении их с элементами времени tв в составе времени tш входят лишь наиболее продолжительные (лимитирующие) элементы времени из числа всех совмещаемых.
Остальные составляющие времени tШ берутся в процентах времени tоп и мало влияют на структуру операции.
Вспомогательное время при анализе возможностей перекрытия его основным временем нельзя рассматривать как одно целое. Его целесообразно расчленить на пять составляющих: 1) время tус установки заготовки и время съема ее со станка по окончании обработки; оно включает установку штучных заготовок в приспособления, установку сменных приспособлений-дублеров или спутников в рабочие позиции; при обработке прутков tус включает время разжима цанги, подачи прутка до упора и зажима цанги; 2) время tуп на приемы управления станком; оно учитывает пуск и останов станка, переключение скоростей и подач, изменение направления вращения шпинделей или перемещения суппортов, головок и кареток; 3) время tинд индексации включает время на перемещение частей станка в новые и исходные позиции и фиксацию; поворот шпиндельных блоков, столов и барабанов, несущих заготовки, установочное перемещение столов с заготовками или инструментальных блоков; поворот делительных устройств и кондукторов; перемещение заготовок в новые позиции; 4) время tси смены инструмента при выполнении отдельных переходов операции (время последовательной смены инструментов в быстросменном патроне сверлильного станка; быстросменных кондукторных втулок; расточных блоков в борштангах и сменных бор-штанг; поворота резцовых или револьверных головок); 5) время установки инструмента на стружку и время tси контрольных измерений при работе методом индивидуального получения размеров; обычно время tизм не удается перекрыть основным временем; однако, применяя автоматизированные методы контроля (например, при шлифовании валов), можно измерять поверхности в процессе их обработки.
Возможности перекрытия элементов времени tси при выполнении станочных операций зависят от числа устанавливаемых для обработки заготовок, а также используемых инструментов и от порядка обработки заготовок инструментами. По числу устанавливаемых для обработки заготовок схемы станочных операций делят на одно- и многоместные, а по числу инструментов — на одно- и многоинструментальные. Последовательная или параллельная работа инструментов при обработке поверхностей заготовки, а также последовательное или параллельное расположение нескольких заготовок относительно режущих инструментов обусловливают схемы операций, различные по условиям совмещения переходов во времени. В зависимости от этого операции могут быть последовательного, параллельного и параллельно-последовательного выполнения.
От числа устанавливаемых для обработки заготовок зависит возможность перекрытия времени их установки и съема. Одноместные схемы обработки исключают возможность перекрытия времени tус основным временем, и оно входит в состав штучного времени tш. У многоместных схем эта возможность имеется. При последовательных схемах невозможно перекрытие переходов обработки во времени, и во время tшт входит сумма времен всех переходов. Параллельные и параллельно-последовательные схемы дают такую возможность, и учитываемое во времени tш основное время равно времени лимитирующего перехода или сумме нескольких лимитирующих переходов.
При сочетании указанных признаков образуется несколько схем [20]. При одноместной последовательной обработке одним или несколькими инструментами (рис. 5.52) неперекрываемое время t0, входящее во время tш, включает сумму времен t0i, всех переходов:
При одноместной, одноинструментальной последовательной схеме (рис. 5.52, а)
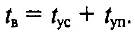
При обработке несколькими сменяемыми инструментами (рис. 5.52, б)

Иногда в формулу для расчета времени вместо tси входит tинд, что имеет место при последовательном повороте четырехрезцовой головки при токарной обработке.
Основное время при одноместной параллельной обработке (рис. 5.53) определяется продолжительностью лимитирующего (наиболее длительного) перехода, перекрывающего все остальные переходы:

Параллельно-последовательные схемы имеют место при одновременной обработке нескольких поверхностей заготовки и в нескольких позициях последовательно (рис. 5.54, а);
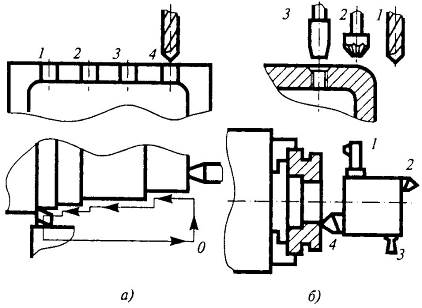
Рис. 5.52. Одноместная последовательная обработка: а — одним; б — несколькими инструментами
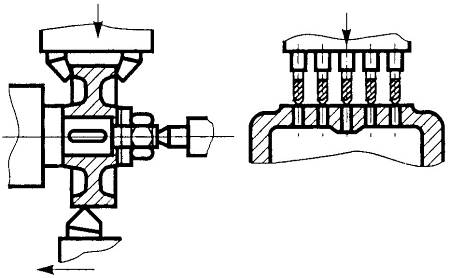
Рис. 5.53. Одноместная параллельная обработка
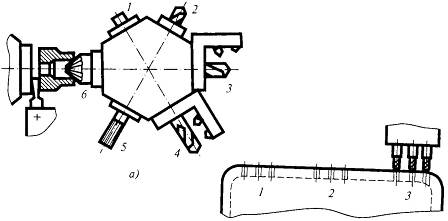
Рис. 5.54. Параллельно-последовательные схемы обработки: а - одним и несколькими инструментами; б- несколькими инструментами
при этом заготовка или инструменты меняют позиции путем поворота инструментального блока. Неперекрываемое время t0 представляет собой сумму времени нескольких лимитирующих переходов, остающихся не перекрытыми:

Вспомогательное время операции tв = tус + tуп + tинд - Иногда в формулу вместо времени tинд входит время tси; это, в частности, имеет место при последовательном перемещении многошпиндельной сверлильной головки (рис. 5.54, б).
Для многоместных схем характерно более эффективное, чем для одноместных схем, совмещение элементов времени t0 и перекрытие элементов времени tВ. Возможны такие схемы, при которых время t0 перекрывает время tус; в некоторых случаях время tВ исключается полностью.
Многоместные схемы могут осуществляться в трех основных вариантах: 1) обрабатывают операционную партию заготовок, устанавливаемых на станке одновременно (шлифование на магнитной плите партии мелких заготовок); 2) заготовки (или группы заготовок) устанавливают в свои приспособления независимо от других и обрабатывают поочередно (фрезерование заготовок с маятниковой подачей или в поворотных приспособлениях); 3) обработку выполняют на непрерывно вращающемся столе или барабане.
В многоместных схемах с одновременной установкой операционной партии время обработки заготовки определяется путем деления общих затрат времени на число заготовок в операционной партии. На обработку одной заготовки в этом случае приходится меньше времени, чем в случае одноместных схем. В многоместных схемах время t0 часто существенно сокращается за счет времени врезания и сбега инструмента. Время tВ при установке операционной партии z несколько возрастает, но на одну заготовку она значительно меньше, чем в одноместных схемах.
При многоместной последовательной обработке (рис. 5.55) заготовок одним (рис. 5.55, а) или несколькими инструментами (рис. 5.55, 6)
При многоинструментной параллельной обработке (рис. 5.56, а) возможно совмещение переходов основного времени, которое в этом случае определяется лимитирующим переходом

При параллельно-последовательном расположении заготовок (рис. 5.56, 6) возможно частичное совмещение переходов, и время t0 определяется суммой времен нескольких неперекрываемых переходов:
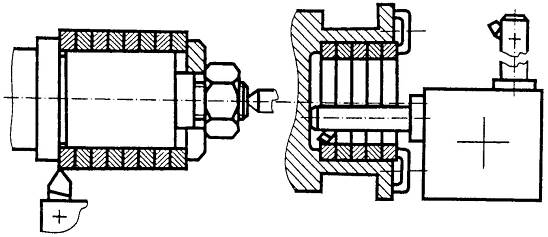
Рис. 5.55. Многоместная последовательная обработка: а — одним; б—несколькими инструментами
Рис. 5.56. Многоинструментная обработка:
а — параллельная; б — параллельно-последовательная

Для многоместных схем с одновременной установкой заготовок при одноинструментальной обработке
При параллельной и параллельно-последовательной многоинструментальной обработке
В некоторых случаях время tси заменяется временем tинд.
Многоместные схемы с независимой (раздельной) установкой заготовок (или групп заготовок) более производительны, так как они позволяют перекрывать время tус основным временем. При этом заготовки в одной позиции обрабатываются, а в другой они снимаются со станка и заменяются необработанными.
При последовательной обработке (рис. 5.57) время t0 определяется лимитирующим переходом, а время

При многоместной параллельной и параллельно-последовательной обработке заготовок (рис. 5.58) время t0 уменьшается соответственно числу одновременно обрабатываемых заготовок, а время tВ уменьшается в зависимости от числа одновременно обрабатываемых заготовок:
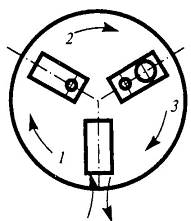
Рис. 5.57. Многопозиционная последовательная обработка
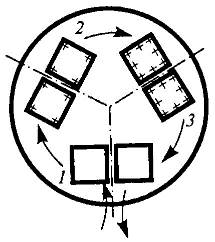
Рис. 5.58. Многоместная параллельная и параллельно-последовательная обработка
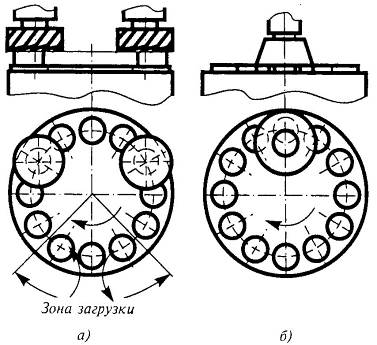
Рис. 5.59. Обработка при непрерывной установке заготовок
Наиболее благоприятные условия для совмещения элементов времени tоп создаются при осуществлении многоместных схем с непрерывной установкой заготовок (рис. 5.59, а).
В этом случае преобладают схемы параллельно-последовательной обработки, хотя возможны и последовательные схемы. Такие схемы осуществляются преимущественно на станках с непрерывно вращающимся столом или барабаном. Установка и съем заготовок осуществляются на ходу станка в его загрузочной зоне. При этом время t0 определяется делением времени одного оборота стола или барабана на число установленных на нем заготовок; если припуск удаляют за несколько рабочих ходов (например, при шлифовании, рис. 5.59, б), то время t0 на одну заготовку увеличивается соответственно требующейся частоте вращения. При многоместной обработке с непрерывной установкой заготовки время tв полностью перекрывается временем резания во времени tш, поэтому tв=0.
Приведенные структурные формулы времени t0 дают качественную характеристику схем станочных операций; они показывают возможность совмещения выполняемых переходов.
Для количественной характеристики схем построения станочных операций может служить коэффициент совмещения основного времени
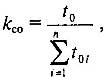
где t0 — основное неперекрываемое время, входящее в tш:  — сумма элементов t0 переходов операции.
— сумма элементов t0 переходов операции.
Величина kсо изменяется в пределах 0 — 1; чем в большей степени совмещаются элементы времени t0, тем меньше величина kсо; если совмещения переходов нет, kсо = 1.
Операцию можно характеризовать коэффициентом совмещения оперативного времени
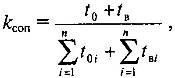
где tВ — вспомогательное неперекрываемое время, входящее в tш;  — сумма всех n элементов времени tВ в операции.
— сумма всех n элементов времени tВ в операции.
При проектировании операции с параллельными и параллельно-последовательными схемами обработки рост производительности в зависимости от числа инструментов в наладке происходит в каждом отдельном случае до определенного предела. Дальнейшее увеличение числа инструментов снижает производительность в связи с увеличением времени технического обслуживания tт на их смену и регулировку и снижения скорости резания.
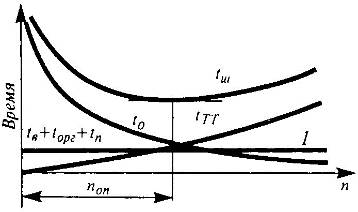
Рис.5.60. Определение наивыгоднейшего числа инструментов в наладке
Зависимость tш от числа инструментов n в наладке приведена на рис. 5.60.
С ростом n основное время снижается (ломаная Q), а время технического обслуживания, затрачиваемое на смену и регулировку инструментов, растет (ломаная tТ). При постоянном значении всех остальных составляющих штучного времени (tВ tорг и tn) ломаная tш получается геометрическим сложением ломаных t0 и tТ с прямой 1. Время tш минимально при наивыгоднейшем числе nоп инструментов в наладке. Нецелесообразность чрезмерного увеличения числа инструментов определяется часто и тем, что время t0 оказывается меньше времени tВ.
На оптимальную совмещенность переходов влияет также себестоимость обработки. Время tШ и себестоимость обработки в зависимости от числа инструментов в наладке изменяются по-разному, а минимум этих кривых, как правило, не совпадает. Нахождение минимума себестоимости обработки связано с более сложными расчетами. Рациональное совмещение технологических переходов в каждом конкретном случае определяется в зависимости от взаимного расположения обрабатываемых поверхностей, размещения инструментов в зоне обработки и возможностью удаления из нее образующейся стружки. Недостаточная жесткость заготовки часто является причиной отказа от параллельного выполнения переходов. Обработку поверхностей с высокими требованиями к точности и шероховатости выделяют в особую операцию, применяя одноместные одноинстру-ментальные последовательные, а часто и однопроходные схемы.
Конфигурация и габаритные размеры обрабатываемой заготовки определяют возможную операционную партию, порядок расположения заготовок на столе или в приспособлении, сложность наладки станков и величину холостых ходов при многоместной обработке.
Построение операций в тяжелом машиностроении. Сложные многопереходные операции обработки крупных заготовок осуществляются в тяжелом машиностроении на тяжелых, иногда уникальных станках без специальных приспособлений, с установкой по выверке. В этом случае вспомогательное время заметно увеличивается вследствие многократной смены инструментов, пробных ходов и измерений, сложной транспортировки и выверки крупногабаритных заготовок при их установке. Поэтому при проектировании технологических процессов стремятся к сокращению числа операций и установок к выполнению наибольшего числа переходов при одном установе заготовки. Для этого обычные универсальные станки снабжают приспособлениями, расширяющими их технологические возможности. Например, на карусельном станке с помощью долбежного приспособления можно строгать шпоночные пазы в ступице детали после ее расстачивания.
Для тяжелого машиностроения характерны те же направления интенсификации процессов обработки резанием, что и для других отраслей машиностроения. Параллельную обработку нескольких поверхностей тяжелой заготовки осуществляют с помощью переносных сверлильных, расточных, долбежных и других станков, устанавливаемых на одной плите с заготовкой. Тяжелые токарные станки выполняют многосуппортными, что позволяет выполнять параллельную обработку нескольких шеек заготовки. При серийном изготовлении крупногабаритных деталей в тяжелом машиностроении применяют специальные станки агрегатного типа.
Вспомогательное время обработки на тяжелых станках сокращают заменой ручного перемещения стола, кареток, кулачков и других устройств ускоренным механическим. При ограниченных возможностях применения многоместных схем операций возможно перекрытие времени установки одной заготовки основным временем обработки другой; например, с помощью радиально-сверлильного станка можно попеременно сверлить отверстия в двух деталях, устанавливаемых в зоне расположения шпинделя при повороте рукава станка.
Обработка на автоматических линиях осуществляется по параллельно-последовательным схемам; заготовка последовательно переходит из позиции в позицию; при этом в каждой позиции одновременно несколько инструментов обрабатывают разные поверхности заготовки. Одновременно в работе используется несколько сотен инструментов. Основное время операции определяется временем лимитирующего перехода. Вспомогательное время операции на автоматической линии включает время транспортировки заготовки в следующую позицию, которое можно отнести к времени индексации tинд, время установки tус (фиксация — расфиксация, зажим — открепление) и время подвода и отвода инструмента. Несмотря на большое число слагаемых, условия выполнения операций позволяют довести величину t до 10...15 с.
Наряду с анализом и расчетным обоснованием возможных погрешностей обработки и производительности должны быть решены задачи транспортировки заготовки в ходе обработки и автоматического контроля процесса, исключающего появление брака.
При проектировании операций обработки на станках с программным управлением на первом этапе разрабатывают технологический процесс обработки заготовки, определяют траекторию движения режущих инструментов, увязывают ее с системой координат станка и с заданной исходной точкой и положением заготовки, устанавливают припуски на обработку и режимы резания. На этом этапе определяют всю предварительную обработку заготовки, ее базы и необходимую технологическую оснастку. В конце первого этапа составляют расчетно-технологическую карту (РТК) с чертежом, на котором вместе с контуром детали наносят траекторию движения инструмента. На втором этапе рассчитывают координаты опорных точек траектории от выбранного начала координат, производят аппроксимацию криволинейных участков профиля детали ломаной линией с учетом требуемой точности обработки; устанавливают скорости движения инструмента на участках быстрого перемещения, замедленного подвода к детали и на участках обработки; определяют необходимые команды (включение и выключение подачи, изменение скорости движения, остановы, подачу и выключение охлаждающей жидкости и др.), продолжительность переходов обработки и время подачи команд. Для многоинструментальных станков и особенно многооперационных станков характерны многоинструментальные последовательные схемы (одноместные или многоместные) построения операций, включающие большое число технологических переходов. Технологический процесс изготовления корпусной детали средней сложности на универсальных станках включает 5...15 операций; при обработке на многооперационных станках он состоит из двух-трех операций (включая отделочные). Трудоемкость обработки при этом снижается в основном из-за сокращения времени на установку заготовки.
При обработке на многооперационных станках элементы времени t0 не совмещаются и время t0 равно сумме времен всех переходов обработки. Применяя сборные инструменты (например, при обработке ступенчатых отверстий), можно совместить несколько переходов.
Однако время t0 при обработке заготовок на многооперационных станках сокращается в 1,5...2 раза по сравнению с основным временем при обработке на универсальных станках; это достигается устранением пробных рабочих ходов при программном управлении .Вспомогательное время сокращается из-за автоматической смены инструмента, меньших перебегов, устранения измерений после пробных ходов и сокращения времени установки и съема заготовок.
При правильном построении операций доля времени t0 во времени tш при обработке на многооперационных станках достигает 70...85 % вместо 30...60 % при обработке на универсальных станках. Вспомогательное время при работе на многооперационных станках не отличается от времени tВ при обработке на универсальных станках, но имеет некоторые особенности.
При установке заготовки в рабочей позиции станка учитывается время tус. При установке в запасной позиции (на втором столе или в приспособлении-спутнике) время tус содержит только время tсс смены спутника. При обработке на многооперационных станках элементы времени tуп те же, однако приемы изменения режимов резания можно совместить с автоматической сменой инструмента. Время tинд при обработке заготовок на многооперационных станках учитывает поворот стола и кантование спутника в рабочей позиции для обработки заготовки с нескольких сторон. Составляющая времени tпзц содержит время перемещения и установки стола с заготовкой или шпинделя с инструментом на другую координату. Составляющая времени tси содержит время осуществления приемов по отысканию, захвату, откреплению, переносу, установке и закреплению инструмента; при использовании револьверной головки время tси затрачивается только на поворот и фиксацию револьверной головки.
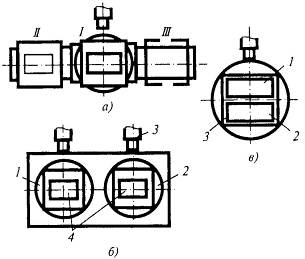
Рис. 5.61. Обработка на многооперационных станках: а — с двумя запасными позициями; б — с двумя поворотными столами
Время tизм на измерение и пробные ходы при обработке на многооперационных станках затрачивается только на отладку программы и в tш не входит.
Совмещение времени tус и t0 при обработке заготовок на многооперационных станках достигается с помощью запасных установочных позиций. Некоторые схемы позволяют полностью перекрыть время tус основным временем, другие позволяют заменить время tус временем tсс в рабочей позиции.
При системе с двумя запасными позициями (рис. 5.61, а) заготовка, обработанная в рабочей позиции I, с поворотным столом перемещаются со спутником в позицию III.
Здесь она снимается и на ее место устанавливается необработанная; из позиции II в рабочую позицию перемещается спутник с другой установленной во время работы станка заготовкой. Неперекрываемое вспомогательное время

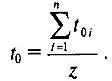
Система с двумя поворотными столами 1 и 2 и перемещающейся шпиндельной головкой 3 (рис. 5.61, б) позволяет обрабатывать в каждой позиции заготовку 4 с четырех сторон; время tус полностью перекрывается временем обработки заготовки в другой позиции; неперекрываемое вспомогательное время определяется за вычетом времени смены спутника tсс.
Применение стационарного двухместного приспособления на поворотном столе 3 (рис. 5.61, в) обеспечивает полное исключение времени установки и съема заготовок из штучного времени. Заготовка 2 устанавливается во время обработки заготовки 1; при повороте стола она вводится в рабочую зону, а обработанная заготовка снимается. Для обработки заготовки с трех сторон необходимы индексации стола и позиционирование шпинделя на координаты нескольких отверстий; поэтому неперекрываемое вспомогательное время определяется так же, как и в предыдущем случае. Применяют и другие схемы, включающие кантование заготовки.
Время смены спутника с установленной в запасной позиции заготовкой составляет 20 % времени установки заготовки. Время смены одного инструмента составляет 3...7 с, а время позиционирования по координатам и время индексации поворотных столов 5...10 с; при этом для замедленного перемещения на последнем участке пути, необходимого для повышения точности позиционирования, требуется до 80 % времени позиционирования.
При проектировании многоинструментной наладки составляют план размещения инструмента по переходам и предварительно рассчитывают режимы резания, составляют наладочную карту с размещением инструментов и указанием их шифров, уточняют схему установки, корректируют режимы резания, уточняют схемы и элементы наладки, определяют штучное время, составляют технические задания на проектирование рабочих и контрольных приспособлений и специальных инструментов. Проектирование станочной операции и многоинструментной наладки станка сопровождается расчетами настроечных размеров, действующих сил и ожидаемой точности обработки. Настроечный размер определяет такое положение режущей кромки инструмента относительно рабочих элементов станка и установочных элементов приспособления, которое обеспечивает с учетом явлений, происходящих в процессе обработки, получение выдерживаемого размера в пределах установленного допуска.
6. ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ
ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
РАЗЛИЧНЫХ КЛАССОВ
6.1. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ВАЛОВ
6.1.1. Характеристика валов
В технологии машиностроения в понятие валы принято включать собственно валы, оси, пальцы, штоки, колонны и другие подобные детали машин, образованные наружными поверхностями вращения при значительном преобладании длины над диаметром. Конструк-тивное разнообразие валов вызывается различным сочетанием ци-линдрических, конических, а также зубчатых (шлицевых), резьбовых поверхностей. Валы могут иметь шпоночные пазы, лыски, осевые и радиальные отверстия (рис. 1.1.).

Рис. 1.1. Классификация валов
Дата добавления: 2022-07-20; просмотров: 164;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
