Обработка конических поверхностей поворотом верхней части суппорта
При изготовлении на токарном станке коротких наружных и внутренних конических поверхностей с большим углом уклона нужно повернуть верхнюю часть суппорта относительно оси станка под углом α уклона конуса (см. рис. 204). При таком способе работы подачу можно производить только от руки, вращая рукоятку ходового винта верхней части суппорта, и лишь в наиболее современных токарных станках имеется механическая подача верхней части суппорта.
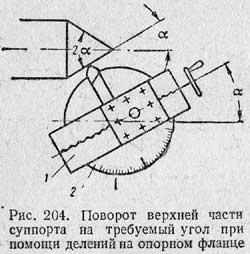
Для установки верхней части суппорта 1 на требуемый угол можно использовать деления, нанесенные на фланце 2 поворотной части суппорта (рис. 204). Если угол α уклона конуса задан по чертежу, то верхнюю часть суппорта повертывают вместе с его поворотной частью на требуемое число делений, обозначающих градусы. Число делений отсчитывают относительно риски, нанесенной на нижней части суппорта.
Если на чертеже угол α не дан, а указаны больший и меньший диаметры конуса и длина его конической части, то величину угла поворота суппорта определяют по формуле (11)

Пример 7. Даны диаметры конуса D = 80 мм, d = 66 мм, длина конуса l = 112 мм. Имеем:

По таблице тангенсов находим приближенно: а = 3°35'. Следовательно, верхнюю часть суппорта необходимо повернуть на 3°35'.
Способ обтачивания конических поверхностей поворотом верхней части суппорта имеет следующие недостатки: он допускает обычно применение только ручной подачи, что отражается на производительности труда и чистоте обработанной поверхности; позволяет обтачивать сравнительно короткие конические поверхности, ограниченные длиной хода верхней части суппорта.
Дата добавления: 2021-10-28; просмотров: 136;
Поиск по сайту
Узнать еще
- Cыры, созревающие при участии слизи.
- I этап – обработка протокола
- II. Отклонения расположения поверхностей
- II. Предстерилизационная обработка.
- II.III. Частично - поисковые или эвристические методы.
- III. Переход деепричастия в другие части речи
- III. Световоспринимающая и светопроводящая части глаза. Оптическая сила глаза. Аккомодация.
- III. Части речи и принципы их классификации

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
