ПЛАВКА АЛЮМИНИЕВЫХ СПЛАВОВ 3 глава
4. применение особых формовочных и стержневых смесей со специальными добавками и присадками;
5. литье в защитной атмосфере сернистого или других газов;
6. необходимость антикоррозионной обработки отливок.
4.2. Технологические особенности плавки магниевых сплавов
Магниевые сплавы плавят в тигельных топливных печах, отражательных печах, футерованных магнезитом, и индукционных печах средней и промышленной частоты, При плавке магниевых сплавов важное значение приобретают вопросы пожаро -и взрывобезопасности. Особенно недопустим контакт расплава с водой. В связи с этим для плавки магниевых сплавов разработаны специальные индукционные печи с принудительным воздушным охлаждением индуктора.
В обычных индукционных печах металл может интенсивно перемешиваться под действием электродинамических сил. Такое перемешивание приводит к нарушению защитного флюсового покрова, что недопустимо при плавке магниевых сплавов. Специальные индукционные печи для плавки магниевых сплавов (рис. 19) состоят из тигля с крышкой, теплоизоляции, индуктора и магнитопровода.
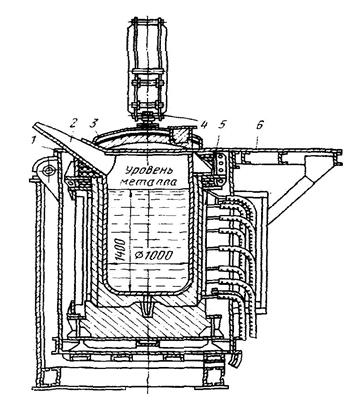
Рис. 19. Индукционная тигельная печь для плавки магниевых сплавов ИГТ – 1,6: 1 – рама; 2 – стальной тигель; 3 – крышка; 4 – механизм подъема крышки; 5 – индуктор; 6 – рабочая площадка
Для плавки магниевых сплавов применяются литые и сварные стальные тигли (рис. 20). Железо существенно снижает коррозионную стойкость сплавов, однако при температурах до 750 °С оно растворяется медленно, поэтому тигли и плавильный инструмент можно изготовлять из малоуглеродистой стали (чем больше углерода в стали, тем больше растворимость железа в сплаве). Недопустимо применение для этих целей нержавеющих и жаропрочных сталей, содержащих никель, который ещё более резко снижает коррозионную стойкость.
Сварные тигли имеют емкость до 300 кг. Их изготовляют из листовой малоуглеродистой стали толщиной от 8 до 15 мм. Они бывают простые (рис. 20, б) и с дополнительной перегородкой для удержания шлака (рис. 20, в). Тигли имеют конусную форму. Днище тигля штампуется такой формы, чтобы сварной кольцевой шов работал на растяжение. Толщина днища больше, чем стенок и достигает до 25 мм.
Литые тигли (рис. 20, а) получают из сталей 15Л или 20Л. Они имеют значительно больший срок службы и более безопасны в работе, чем сварные. Для печей большой емкости применяются толстостенные (20 – 25 мм) тигли (рис. 20, г).
В печах с толстостенным литым тиглем теплота индуктируется в тигель, а затем передается к шихте. В этом случае металл экранируется тиглем от магнитного поля и находится в спокойном состоянии. В печах с тонкостенными сварными тиглями часть магнитного поля проходит во внутрь тигля, особенно при температурах выше магнитного превращения, и металл приходит в движение. При рафинировании флюсами это можно рассматривать как положительное явление. Отпадает необходимость ручного перемешивания. Однако последующее выстаивание расплава и разливку сплава надо проводить при выключенной печи.
Для защиты от насыщения железом тигли и плавильный инструмент покрывают краской следующего состава (%, по массе): борная кислота – 3,5; графит – 7.0; мел – 25,5; вода – ост.
Из-за высокой химической активности расплавленного магния необходимо свести к минимуму операции с его переливом из тигля в тигель. В связи с этим разработано несколько вариантов плавки: в стационарных тиглях с забором металла разливочными ковшами; в выемных тиглях с заливкой форм из тигля и комбинированным способом. Литые стальные тигли используют как стационарные, а сварные тигли более пригодны для второго варианта плавки – в выемных тиглях.
В качестве шихтовых материалов применяются чушковые первичные металлы (магний, алюминий, цинк), первичные магниевые сплавы в чушках, лигатуры, соли и возврат собственного производства.
Марганец вводят лигатурой Al-Мn или при помощи соли МnСl2. Марганец восстанавливается магнием и переходит в сплав, а образовавшийся хлористый магний во флюс. При использовании соли не требуется излишний перегрев сплава. Количество соли берут таким, чтобы содержание марганца в ней в три раза превышало содержание марганца в сплаве.
Цирконий вводят лигатурами Al – Zr (3 – 5 % Zr) или Mg – Zr (до 15 % Zr), фторцирконатом калия(К2ZrF6) или шлак-лигатурой (40 % K2ZrF6, 40 % карналлита и 20 % магния). Расплав перед введением циркония перегревают до 850-900 °С. Восстановление циркония происходит по реакции:
K2ZrF6 + 2 Mg = 2 KF + 2 MgF2 + Zr.
Из-за неполноты протекания реакции в расплав переходит треть циркония, содержащегося в соли. Ориентировочно можно считать, что для введения 1 % Zr в сплав, нужно израсходовать 3 % K2ZrF6. Для более полного восстановления циркония из фторцирконата калия предварительно готовят шлак-лигатуру. В расплавленный криолит порциями вводят фторцирконат калия при температуре 720-750 °С. В расплавленные соли приливают расплавленный магний.
Лантан, неодим и иттрий вводят в чистом виде или лигатурами с магнием, а бериллий лигатурами Al – Bе, Аl – Мg – Bе или фторбериллатом натрия (Na2BeF4). Лучшее усвоение бериллия наблюдается при введении его смесью солей (50 % карналлита и 50 % фторбериллата натрия) во время рафинирования при 720-750 °С.
Все шихтовые материалы должны быть очищены от продуктов коррозии, масла, эмульсии и т.п. Возвраты предварительно разделяют по сортам: 1-й сорт - бракованные отливки, крупные и мелкие чистые выпоры, чистые литники и коллекторы; 2-й сорт – мелкие отходы, сплески, стояки; 3-й сорт - стружка, опилки и металл, извлеченный из сплесков. Возврат 1-го сорта используется в шихте без переплава. Отходы 2-го и 3-го сортов вводятся в шихту в переплавленном виде.
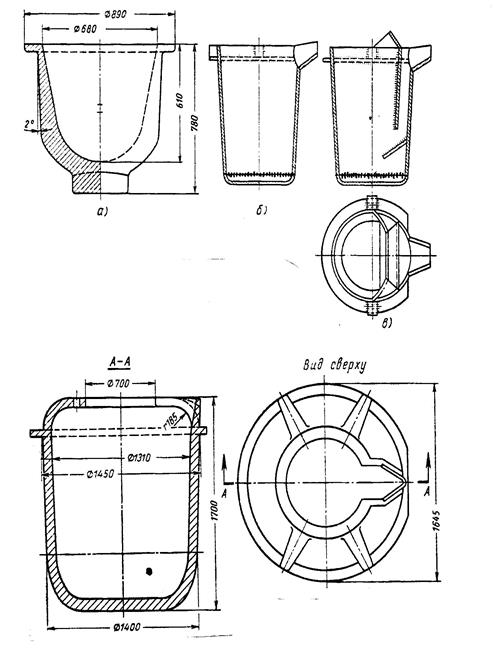
Рис. 20. Тигли для плавки магниевых сплавов: а – стальной литой тигель емкостью 250 – 300 кг; б и в – сварные тигли из листовой стали; г – стальной тигель большой емкости
Шихтовые первичные материалы загружают в следующей последовательности: магний, лигатуры и возврат, алюминий, затем цинк и кадмий. При использовании чушковых сплавов и переплавов сначала расплавляют их, а затем проводят подшихтовку чистыми металлами в приведенной последовательности.
При плавке магниевых сплавов недопустим контакт металла, флюсов, плавильного инструмента и материала форм с влагой. Это может вызвать воспламенение металла, выбросы его из печи или формы и ухудшение качества отливок. Весь плавильный инструмент рекомендуется хранить в специальной тигельной печи в расплавленном флюсе.
Плавку ведут под защитными флюсами или защитными атмосферами.
4.2.1. Защитные флюсы для магниевых сплавов
Для магниевых сплавов, как и для других цветных сплавов, применяют флюсы, состоящие из хлористых и фтористых солей, щелочных и щелочноземельных металлов. Плотный слой флюсов надежно защищает сплав от окисления. Общие требования к флюсам сформулированы ранее (см. разд. 1.3).
Основные затруднения при подборе составов флюсов для плавки магниевых сплавов связаны с малой плотностью расплава и невысокой температурой плавления. Для рабочих температур 680 – 720 °С, флюсы должны иметь температуру плавления 620 – 650 °С, не более. Все соли, которые входят в состав покровно-рафинирующих флюсов для цветных сплавов (см. табл. 7), имеют плотность равную или большую, чем расплавленный магний или магниевые сплавы. В расплавленном состоянии плотность солей будет существенно ниже, но все равно только смеси KCl·LiCl и (МgСl2 ×КСl)·LiCl содержащие более50 % LiCl, оказываются легче магниевого расплава. Они имеют малую вязкость и малое поверхностное натяжение, что затрудняет отделение флюса от расплава. Кроме того эти флюсы гигроскопичны, дороги и химически активны к футеровке, поэтому не нашли применения в промышленности (флюсы, состоящие из хлористого и фтористого лития используют при плавке магниево-литиевых сплавов).
Основу большинства флюсов составляет карналлит (МgСl2×КСl). Плотность карналлита несколько больше, чем магниевого расплава. Для лучшего отделения флюсов от сплава в них вводят утяжелители (BaCl2, CaCl2) и сгустители (MgO, CaF2). Такие флюсы, хотя и более тяжелые, чем расплав, удерживаются на поверхности за счет сил поверхностного натяжения и постепенно стекают на дно по стенкам тигля. Таким образом плавка магниевых сплавов протекает в своеобразном флюсовом мешке (рис. 21) Отдельные частицы флюса, попавшие в металл, опускаются на дно и увлекают за собой неметаллические частицы. Поэтому в дополнение к общим требованиям, предъявляемым к флюсам, флюсы для магниевых сплавов должны смачивать стенки тигля и под печи.
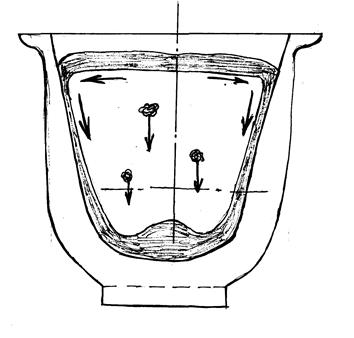
Рис. 21. Схема плавки магниевых сплавов под флюсами
При плавке сплавов, содержащих РЗМ (Ce, Y, Nd, La, а также кальций), могут протекать обменные реакции, которые приведут к потере этих ценных металлов:
3MgCl2 + 2Cе = 2CeCl3 + 3Mg,
3MgCl2 + 2Y = 2YCl3 + 3Mg,
MgCl2 + Ca = CaCl2 + Mg.
Для таких сплавов необходимо применять бесхлоридные флюсы, состоящие из более дорогих фтористых солей. Если таких флюсов нет, то РЗМ для уменьшения потери, необходимо вводить за 2 – 3 мин до разливки сплава.
Состав некоторых флюсов, применяемых при плавке магниевых сплавов, приведен в табл. 11.
Таблица 11
Составы некоторых флюсов для плавки магниевых сплавов
| Марка флюса | Состав, % (по массе) | Назначение |
| №2 | ≥40 MgCl2, 34 – 40 KCl, ≤8 (NaCl + CaCl2); 5 – 8 BCl2; ≤1,5 MgO; ≤1,5 н.о.; ≤2 Н2О | Для промывки плавильного инструмента |
| ВИ2 | 38 – 46 MgCl2; 32 – 40 KCl; 5 – 8 BCl2; ≤8 (NaCl + CaCl2); ≤1,5 MgO; ≤1,5 н.о.; ≤3 Н2О | Для плавки в стационарных тиглях |
| ВИ3 | 34 - 40 MgCl2; 25 – 36 KCl; 15 – 20 СаF2; ≤8 (NaCl + CaCl2); 7 - 10 MgO; ≤1,5 н.о.; ≤3 Н2О | Универсальный флюс для плавки в выемных тиглях |
| ФЛ5 | 25 – 42 MgCl2; 20 – 36 KCl; 4 – 8 BCl2; < СаF2 3 – 11 MgF2; 3 – 14 AlF3;1,8 B2O3 | Единый флюс |
| ФЛ10 | 20 – 35 MgCl2; 16 – 29 KCl; 8 – 12 BCl2; 14 -23 СаF2 14 – 23 MgF2; 0,5 - 8 B2O3 | Универсальный флюс |
| ФЛ1 | 13 CaF2; 32 MgF2; 40 AlF3; 15 B2O | Бесхлоридный флюс |
| ВАМИ1 | 3,5 CaF2; 23,5 AlF3; 40 B2O3; 33 Na3AlF6 | То же |
| ВАМИ5 | 17,5 CaF2; 17,5 MgF2; 15 AlF3; 50 B2O3 | То же |
Флюсы №2, ВИ2 и ВИ3 на основе карналлита были первыми, рекомендованными для плавки магниевых сплавов. Они содержат некоторое количество нерастворимого осадка(н.о.) и влаги. Флюс №2 представляет собой переплавленный карналлит с добавкой BaCl2 для уменьшения вязкости. ВИ2 и ВИ3 получены на базе этого флюса.
Флюс ВИ2 для плавки в стационарных тиглях обладает достаточно высокой вязкостью для отделения флюса во время зачерпывания и заливки металла и образует эластичный покров без образования корки во время выстаивания.
Флюс ВИ3 для плавки в выемных тиглях содержит больше сгустителей (CaF2) для образования плотной корки, которая сдвигается во время разливки от носка тигля.
Другие флюсы, приведенные в табл.11 ,представляют собой более современные композиции на основе тех же хлоридов и фторидов, а также бесхлоридые флюсы, предназначенные для плавки магниевых сплавов с РЗМ.
Технология плавки под защитными флюсами имеет существенные недостатки. Частицы хлористых флюсов, при попадании в отливку быстро становятся очагами коррозии. Некоторые соли могут вступать в химические реакции с магнием, увеличивать потери сплава, менять его состав и загрязнять неметаллическими включениями. За состоянием поверхности флюса необходим постоянный контроль, чтобы не допустить нарушения сплошности покрова. Во флюсе могут запутываться корольки металла, что увеличивает потери сплава. Испарения хлористых солей приводят к коррозии всех металлических конструкций цеха.
4.2.2. Защитные атмосферы для магниевых сплавов
На ряде отечественных и зарубежных заводов успешно внедрена технология бесфлюсовой плавки магниевых сплавов с использованием защитных атмосфер из аргона, азота, углекислого и сернистого газов в герметичных закрытых печах. Из них только аргон не реагирует с магнием. Углекислый и сернистый газы (CO2, SO2) являются окислителями, но менее активными, чем кислород. Так, например, при использовании SO2 на поверхности сплава протекают следующие реакции:
3Mg + SO2 → 2 MgO + MgS′,
MgS′ + SO2 → MgSO4 + S2,
MgSO4 + MgO ↔ SO2 + O,
Mg + O ↔ MgO
4Мg + 2SO2 ↔ 4MgO + S2
Вторая и третья реакции протекают не полностью. В результате на поверхности спокойной ванны образуется плотная пленка, содержащая из MgS′ и MgSO4 и защищающая сплав от интенсивного горения. Однако такая атмосфера не предотвращает образование шлаков на поверхности ванны. При их удалении происходят вспышки магния. Кроме того, применение требует надежной вытяжной вентиляции.
Двуокись углерода CO2 дает неплохие результаты, если ее концентрация в атмосфере превышает 90 %.
Азот технической чистоты частично взаимодействует с магнием и примесями в сплаве. Происходит засорение расплава нитридами.
Аргон обеспечивает более полную защиту, чем другие газы, но требуется герметизация печи, чтобы уменьшить его потери, к тому же он не исключает испарения магния.
Удовлетворительные результаты принесло введение малых добавок SO2, BF3 и SF6 к защитным газам или непосредственно в воздух. Ввод до 0,1 % этих веществ в атмосферу CO2 повышает выход годного до 96 – 99 %. Аналогичные добавки к аргону уменьшают испарение магния. Особо эффективно применение шестифтористой серы (элегаза). Она в пять раз тяжелее воздуха, поэтому равномерно распределяется над ванной и создает надежный защитный спой, содержащий фториды магния. Расход SF6 составляет 1 л/час, что соответствует концентрации в воздухе 0,1 %. Элегаз – это нетоксичный газ без запаха и цвета. Молекулярное строение близко к инертным газам, чем и объясняются высокие защитные свойства. На поверхности магниевого расплава элегаз вступает с ним в химическое взаимодействие по реакции
5 Mg + SF6 = Mg2S + 3 MgF2 ,
продукты которой образуют плотную пленку, предохраняющую жидкий металл от окисления.
Схема подачи элегаза к печи СМТ - 0,1 приведена на рис. 22. Печь должна иметь герметичную крышку.
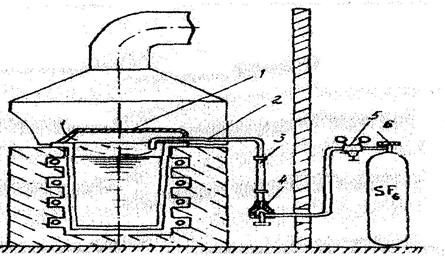
Рис. 22. Схема подачи элегаза:1 – крышка тигля, 2 – подводящая трубка, 3 – ротаметр, 4 – игольчатый вентиль, 5 – редуктор, 6 – баллон.
Производственное опробование элегаза на заводе им. Дзержинского (г. Пермь) показало, что отливки имели более светлую поверхность по сравнению с отливками, полученными с защитой из ВИ2 и практически не были подвержены коррозии. Механические свойства сплава МЛ5 остались без изменения.
Основной причиной коррозионного разрушения магниевых сплавов при эксплуатации являются шлаковые включения хлористых флюсов. Главным достоинством защитных атмосфер и является существенное повышение коррозионной стойкости отливок.
4.2.3. Рафинирование магниевых сплавов
После расплавления металл насыщается водородом, содержит много взвешенных неметаллических включений. Для получения качественных отливок расплав необходимо рафинировать.
Самый простой способ отделения неметаллических включений - отстаивание. Чем выше температура и длительнее выдержка, тем больше всплывает (ρвкл<ρсплава) или оседает (ρвкл>ρсплава). неметаллических включений. Но этот способ малоэффективен, особенно при отделении мелких включений, требует больших затрат времени, снижает производительность печи.
Общепринятым способом очистки магниевых сплавов является обработка расплава флюсами. В основе очистки лежит процесс адсорбции включений жидкими солями. Чем больше величина поверхности контакта металла с флюсом и меньше межфазное натяжение на границе металл - флюс, тем эффективнее очистка. При рафинировании подогревают расплав до 700-720 °С, удаляют покровный флюс и вводят в сплав бериллий (0,001-0,002 % от массы сплава) или реже кальций (0,05 %), для защиты сплава от окисления и загорания. На поверхность насыпают порцию свежего рафинирующего флюса (ВИ2, ВИЗ и др.) в количестве I % от массы сплава и замешивают его на 2/3 глубины тигля плавными движениями ложки-шумовки. При замешивании периодически подсыпают свежий флюс.
В производственных условиях принят следующий режим рафинирования: замешивание флюса при 700 - 720 °С в течение 5 – 6 мин, снятие использованного флюса и нанесение свежего, нагрев сплава до 750 -780 °С и отстаивание 10 - 15 мин. Рафинирование считается законченным, когда поверхность расплава приобретает зеркальный блеск. Степень очистки от неметаллических включений контролируют по излому. Черные пятна указывают на присутствие оксидов магния, флюсовые включения имеют серый цвет (рис. 23)
а б
Рис.23. Дефекты в изломе отливок из магниевых сплавов: а – черные пятна оксидов магния, б – серые пятна флюсовых включений
При обработке флюсами наблюдается частичная дегазация расплава. Более полное удаление водорода достигается при продувке магниевых расплавов аргоном, гелием, азотом, хлором или смесью гелия с хлоридами. При продувке азотом температура не должна превышать 685 °С, чтобы не происходило насыщения сплава нитридами. Обработку гелием, аргоном или хлором ведут при 740-760 °С. Длительность продувки - от 15 до 30 мин в зависимости от глубины ванны. Расход газа 0,3-0,5 м3 на тонну расплава.
Для увеличения полноты очистки расплава от неметаллических включений при разливке магниевых сплавов необходимо проводить фильтрацию через механические или активные фильтры. Чаще применяют зернистые фильтры из магнезита или графита. Хорошие результаты достигаются и при пропускании сплава через жидкие флюсы.
Для оценки качества рафинирования в графитовых изложницах с пережимом (рис.24) отливают технологические пробы и подсчитывают количество включений в изломе

Рис. 24. Изложница для отливки пробы на излом
При плавке в стальных тиглях и при контакте с плавильным инструментом сплавы насыщаются железом, снижающим коррозионную стойкость сплавов. Железо из магниевых сплавов можно удалять присадками марганца, циркония или церия, вводимыми при 800-850 °С. Последующая выдержка расплава в течение 20-30 мин при 700 °С сопровождается кристаллизацией тугоплавких интерметаллидов, обогащенных железом, и оседанием их на дно тигля.
4.2.4. Модифицирование магниевых сплавов
При проведении некоторых технологических операций магниевые расплавы приходится перегревать. Это приводит к получению крупнозернистой структуры, особенно при литье в разовые формы. Для измельчения зерна и повышения механических свойств магниевые сплавы системы Mg – Al - Zn ( МЛ3, МЛ4, МЛ5, МЛ6) необходимо модифицировать. В состав остальных сплавов входит цирконий, который и оказывает модифицирующее действие.
Модифицирование сплавов, содержащих алюминий, можно осуществить: перегревом; введением углеродосодержащих добавок (мел, мрамор, магнезит, гексахлорэтан, углекислый газ); или хлорным железом.
Эффект измельчения зерна наблюдается при 10-15 минутной выдержке расплава, перегретого до 850-900 °С, в стальном тигле. После этого сплав нужно быстро охладить до температуры заливки (700 – 720 оС). При охлаждении сплава выделяются мелкодисперсные частицы тугоплавкого интерметаллида FeAl3, которые служат дополнительными центрами кристаллизации. Модифицирование перегревом проходит успешно, в том случае, если в сплаве не менее 0,001 % Fe и 0,2 % Мn. На практике перегревом пользуются редко, так как снижаются технико-экономические показатели плавки, растет угар сплава.
Наиболее распространенным методом является модифицирование углеродосодержащими веществами. При нагреве магнезит или мрамор разлагаются с выделением CO2, который вступает во взаимодействие с магнием:
CaCO3 → CaO + CO2
MgCO3 → MgO + CO2
2 Mg + CO2 = 2 MgO = C
Выделившийся углерод образует карбиды Al4C3 в мелкодисперсной форме. Они и служат дополнительными центрами кристаллизации.
Аналогичный эффект достигается при введении в расплав хлорного железа. Центрами кристаллизации служат дисперсные частицы FeAl3
Режимы модифицирования магниевых сплавов системы Mg – Al – Zn приведены в таблице 12.
Таблица 12
Режимы модифицирования магниевых сплавов
| Модифи-катор | Расход, % от массы шихты | Размеры кусков, мм | Темпера-тура рас-плава, оС | Время замеши-вания, мин | Время отстаива-ния, мин |
| Мел Мрамор Магнезит С2Сl6 FeCl3 | 0,5 – 0,6 0,5 – 0,6 0,3 – 0,4 0,05 – 0,5 0,5 – 1,0 | Порошок Крошка 10 – 25 Порошок Порошок | 760–780 760–780 720–730 720–760 750–770 | 5 – 8 5 – 8 8 – 12 8 – 12 15 – 20 | 15 – 40 15 – 40 15 – 40 15 – 40 10 – 40 |
Магниевые сплавы, содержащие РЗМ, модифицируют цирконием. Если он не входит в состав сплав, то его добавляют в количестве 0,3 – 1,0 %. Качество модифицирования проверяется по размеру макрозерна, излому и дисперсности микроструктуры.
4.2.5. Технология приготовления магниевых расплавов
С учетом высокой химической активности магния в литейных цехах сложилась сложная многоступенчатая технология плавки магниевых сплавов. В зависимости от назначения различают:
- первичные сплавы – чушки готовых стандартных сплавов, поставляемые металлургическими предприятиями;
- предварительные сплавы – сплавы, которые готовят из свежих металлов, металлов и возвратов, из одних возвратов и мелких отходов, разливают в изложницы и используют для плавки промежуточных и рабочих сплавов;
- промежуточные сплавы – сплавы, приготовленные в плавильных печах для перелива в раздаточные печи;
- рабочие сплавы – сплавы в тигле плавильной или раздаточной печи, готовые для разливки по формам.
В зависимости от серийности производства и развеса литья рабочие сплавы можно приготовить (рис. 25) одноступенчатым или комбинированным методом (дуплекс – процессом).
| Одноступенчатый метод | Двухступенчатый метод (дуплекс – процесс) | |||||||||||||
| Печь со стацио-нарным тиглем | Печь с выемным тиглем | Отражатель-ная печь | Тигельная печь со стационарным тиглем | |||||||||||
| Раздаточ- ный ковш | Печь со ста-ционарным тиглем | Печь с выемным тиглем | ||||||||||||
| п | ||||||||||||||
| Литейная форма | Раздаточный ковш | |||||||||||||
| Литейная форма | ||||||||||||||
Рис. 25. Схема одно- и двух стадийной плавки магниевых сплавов
При одноступенчатом методе разливка сплава в формы или изложницы производится непосредственно из печей, в которых производилась плавка: с помощью раздаточных ковшей из печей со стационарным тиглем или непосредственно из плавильного тигля, если плавка ведется в печах с выемными стальными тиглями.
При двухступенчатом методе плавку начинают в печах большой емкости (ванных отражательных или индукционных тигельных со стационарным тиглем). Готовый металл сливают в раздаточные печи со стационарными или выемными тиглями. После этого металл разливается по формам раздаточными ковшами или непосредственно из выемных тиглей.
При любом методе реализуются две разновидности плавки: в стационарных тиглях и в выемных тиглях. Для них характерна следующая последовательность приготовления сплавов: расплавление под защитными флюсами или защитными атмосферами, перегрев, рафинирование, модифицирование и разливка.
Для непрерывного обеспечения литейного цеха жидким металлом необходима организация плавильного участка, оснащенного блоком различных печей. Минимальное количество таких печей три: печь для переплава возвратов собственного производства, печь для плавки рабочего сплава (раздаточная печь) и печь с тиглем для промывки ковшей и инструмента в расплавленном флюсе. Количество и емкость печей зависит от производственной мощности.
При плавке магниевых сплавов необходим постоянный контроль за состоянием тиглей. Новые тигли рекомендуется опробовать на плавке флюса в течение 2 – 3 часов. Тигли бывшие в употреблении проверяются через каждые 48 – 72 часа. Тигель очищается от окалины и производится внешний осмотр, простукивание молотком и измерение толщины стенки контрольным приспособлением. Тигли с трещинами и местным утонением стенки сверх 50 % к эксплуатации не допускаются. Сварные тигли контролируются после окончания каждой смены. Особое внимание обращается на состояние сварных швов.
Различные группы магниевых сплавов имеют существенные отличия в технологии плавки.
4.2.5.1. Плавка сплавов системы Mg – Al – Zn
Сплавы этой системы (МЛ3, МЛ4, МЛ5 и МЛ6) наиболее широко применяются в литейном производстве. Технология их плавки под защитными флюсами отработана еще в середине прошлого века.
Плавку рабочих сплавов в стационарных тиглях применяют при серийном производстве мелких отливок. В стальной литой тигель, нагретый до температуры 400 – 500 оС, загружают флюс ВИ2 (1,0 – 1,5 % от массы шихты), присыпают стенки тигля этим же флюсом (0,1 – 0,25 %) и расплавляют. В тигель под флюс загружают отдельными порциями подогретую шихту в следующей последовательности: чушки первичного или вторичного сплава, возвраты, магний, лигатуры, алюминий. Выступающие куски шихты присыпают флюсом. После полного расплавления шихты температуру доводят до 680 – 720 оС, вводят цинк и лигатуру Al – Be. Если бериллий вводится в виде фторбериллата натрия, то температура повышается до 730 – 750 оС. поверхности металла снимают загрязненный флюс, присыпают свежий и приступают к рафинированию. Для этого в течение 5 мин интенсивно замешивают флюс движением шумовки сверху вниз, далее от себя, затем снизу вверх и поверху к себе. Обнажающиеся места на зеркале расплава посыпают флюсом. Расход флюса на рафинирование около 1 %. Рафинирование считается законченным, когда поверхность металла приобретает блестящий зеркальный вид. После рафинирования с поверхности металла снимают остатки загрязненного флюса и засыпают свежий флюс.
Дата добавления: 2019-05-21; просмотров: 519;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
