Проектирование сверлильно-расточной операции, выполняемой на станках с ЧПУ
Так как на этих станках используются позиционные системы ЧПУ, проектирование этой операции имеет особенности по сравнению с фрезерной и токарной. Однако общие принципы проектирование те же.
1. Заготовки на данную операцию обычно приходят с предыдущей операции. Заготовки могут быть: - корпусные
- плоскостные
- тела вращения (диски…)
2. Выбор схемы установки заготовки
Требования к базам, выбору их см. фрезерную операцию.
Специфичными вопросами являются:
- для обеспечения данного межцентровое расстояния двух и более отверстий, необходимо совмещать межцентровое расстояния отверстий хотя бы с одной из координатных осей МРС (Х или Y), чтобы исключить погрешность позиционно второй оси.
- ось симметрии детали должна совпадать с центром поворота оси стола станка.
- приспособление на столе станка с ЧПУ должно ориентироваться в продольном и поперечном направлениях.
3. Выбор исходной точки обработки
По оси х и y осуществляют из условия минимализации холостого хода аналогично фрезерной операции. Особенностью является выбор исходной точки по оси z. Её выбирают по максимальному вылету РИ Li max и расстоянию R РИ до верхней плоскости обрабатываемой заготовки
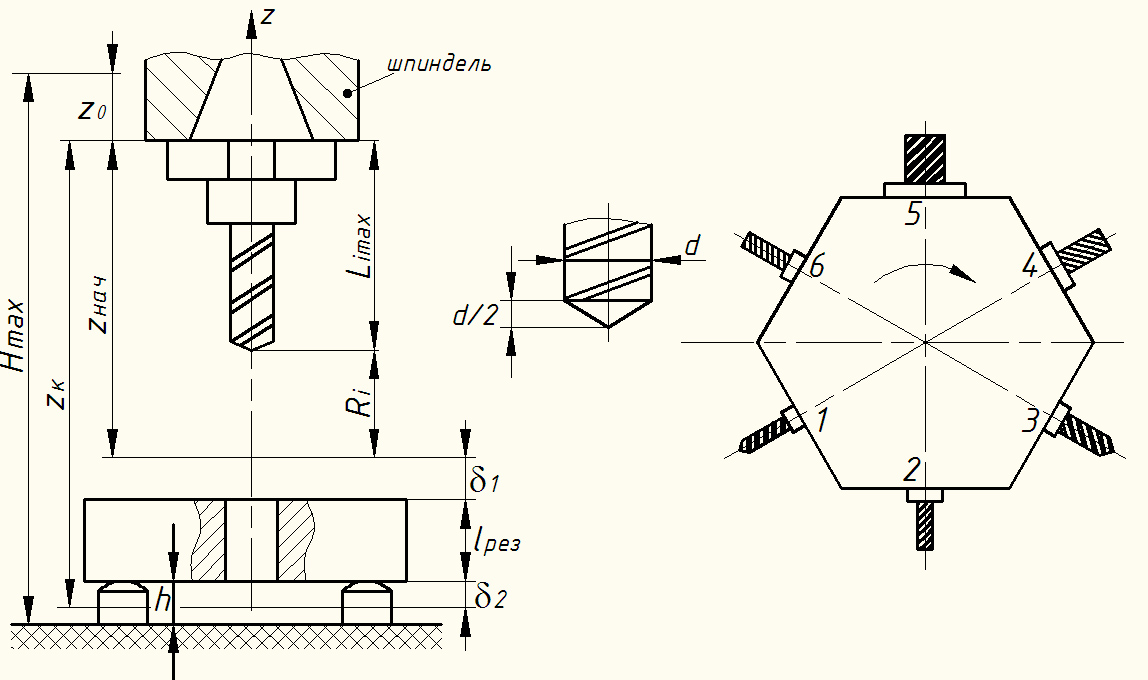
 -путь проходимый РИ на быстрой подаче
-путь проходимый РИ на быстрой подаче 

В УП необходимо знать координату по z (  ,
,  ) .
) .  по каждому РИ вводят в память УЧПУ или набирают на корректорах.
по каждому РИ вводят в память УЧПУ или набирают на корректорах.
4. Выбор РИ
Применяют в основном стандартный. В основном РИ крепится в конусных оправках (см. рис. сверления). Если РИ имеет хвостовик цилиндрической формы, то используются цанговые патроны для крепления РИ.(max диаметр 30…40 мм).
(лит-ра: Кузнецов. «Оснастка для станков с ЧПУ» Справочник.)
5. Выбор последовательности выполнения переходов
Различают следующие возможные варианты обработки отверстий в заготовках:
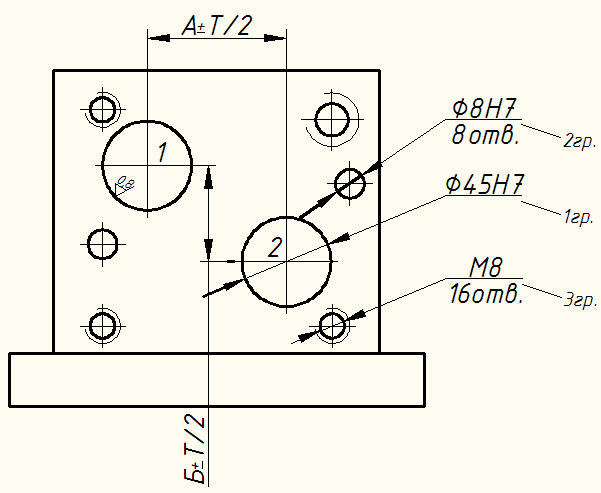 а) применение пи обработки отверстий с точным межцентровым расстоянием по 6…8 кв.
а) применение пи обработки отверстий с точным межцентровым расстоянием по 6…8 кв.
В этом случае отверстия первой группы начинают после позиционирования по всем переходам. Делаем сначала 1 отверстие, и, после позиционирование на второе отверстие, обрабатываем его по всем переходам. далее если есть на другой стенке
отверстия первой группы, обрабатываем их.
б) применение пи обработки отверстий с точн. межцентр. расст. по 9-10 кв.(отверстия второй группы в данном примере:±0,05
В этом случае обрабатываются отверстия второй группы сначала по первому переходу (на одной грани), затем эти же отверстия по второму переходу. Закончив обработку на этой поверхности, производят поворот стола, и в той же последовательности обрабатывают отверстия (эти) в той же последовательности,…
в) применение пи обработки отверстий с точн. межцентр. расст. по 11-14 кв.(третья группа отверсий).
Здесь сначала обрабатывают по первому переходу все грани(плоскости), затем обрабатывают по второму переходу все плоскости,…
Для увеличения производительности необходимо выполнить условие:  . Для этого желательно работать с min числом смен РИ и поворотов стола станка.
. Для этого желательно работать с min числом смен РИ и поворотов стола станка.



6. Проектирование переходов
При проектирование переходов необходимо учитывать следующие положения:
- как правило, сложные ступенчатые поверхности обрабатывают стандартным набором РИ. Если требуется повышенная производительность, то применяют комбинированный специальный РИ(ступенчатый зенкер, например)
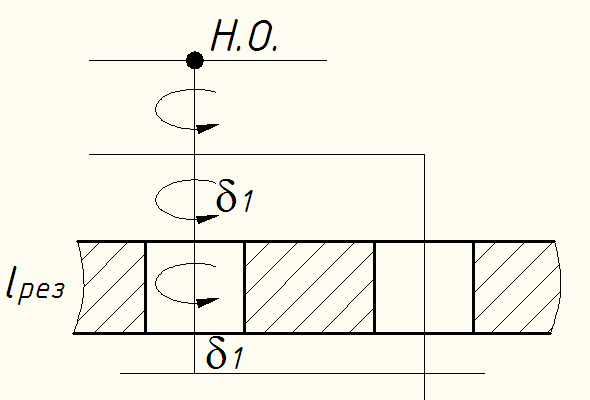
- так как на станках с ЧПУ отсутствуют кондукторы и направляющие втулки в приспособлении, то при обработке отверстий диаметром ≤ 15…20 мм необходимо предусматривать дополнительный переход- центровка отверстий, тем более, когда  для стали допуск =0,2 мм (на межцентровое расстояние).
для стали допуск =0,2 мм (на межцентровое расстояние).
для чугуна допуск =0,3 мм(на межцентровое расстояние).
- при сверлении глубоких отверстий (L/D>5) необходимо предусматривать уменьшения скорости резания на 15% и подачи на 10%. При этом необходимо предусматривать необходимые выводы сверла.
Количество выводов сверл:
| L/D | 5-7 | до 10 | |
| n вывода | 1-2 | 2-3 | 4-5 |
- резьбу на станках ЧПУ нарезают двумя методами:
а) методом самозатягивания
б) по резьбовому копиру
-при обработке больших отверстий необходимо отдавать предпочтение растачиванию перед зенкерованием и развертыванием. Развертки могут крепиться либо жестко, либо плавающем патроне.
Автоматические циклы
Так как на МРС сверлильно- расточной группы осуществляются практически однотипные переходы(сверление, зенкерование, развертывание), то цикл работы РИ одинаков( быстрый подвод, рабочая подача, быстрый вывод РИ). Поэтому на этих станках с использованием подготовительных функций G и вспомогательной М, применяют автоматические циклы работы РИ, которые являются подпрограммами в общей УП
 G81 G91 – отмена цикла
G81 G91 – отмена цикла
Дата добавления: 2016-06-15; просмотров: 2048;
Поиск по сайту
Узнать еще
- Автоматизация составления технического задания и технической концепции на проектирование (подбор) муфты
- Анализ и проектирование
- Анализ понятий «Проектирование» и «Конструирование»
- Б) Проектирование, рекогносцировка и закрепление точек хода
- Введение в проектирование сетей
- Внешнее проектирование.
- Вопрос 1. Проектирование форм и работа с ними.
- Выбор последовательности выполнения переходов при обработке поверхностей на многоцелевых станках

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
