Требования технологичности, предъявляемые к детали для станков с ЧПУ
Технологичными являются детали, обрабатываемые в непрерывном цикле, желательно за один установ с имеющимися на цикле интерполятором
Если обрабатываемая деталь на станке с ЧПУ производится без автоматической загрузки заготовок, то время обработки должно быть не менее 0,1 часа(6 минут), чтобы организовать многостаночное обслуживание.
Максимальная длина расточки отверстия на станке с ЧПУ≤ 350 мм.
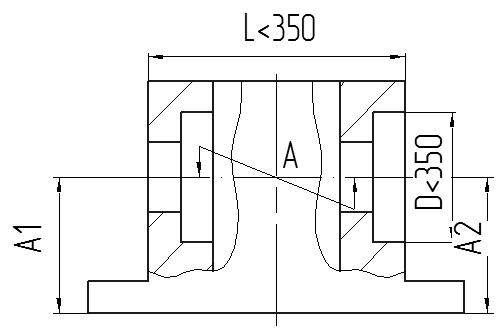
(если с поворотом стола то А=2А1 =А1+А2)
Зеркальные детали левые и правые должны иметь одинаковую простановку размеров от осей симметрии, чтобы обработать по одной УП.
2 этап - технологический контроль чертежей
Требования к рабочим чертежам деталей, обработанных на станках с ЧПУ, остаются теми же, что и для обычных деталей. Однако для уменьшения пересчета размеров при программировании и облегчения программирования, размеры удобней задавать координатным способом.
3 этап - выбор заготовок
Так как станки с ЧПУ обеспечивают достаточно высокую точность размеров, необходимо применять заготовки, полученные прогрессивным способом. Это позволит уменьшить число переходов и увеличить КИМ.
4 этап - проектирование маршрутного ТП
Особенности ТП обработки деталей для станков с ЧПУ:
Проектирование ТП обработки деталей для станков с ЧПУ, по сравнению с обычными ТП, отличаются более высоким качеством проектирования:
1. точность формообразования деталей обеспечивается на стадии подготовки УП
2. стоимость подготовки программ и стоимость станков с ЧПУ велика и их применение требует ТЭ обоснование
3. Высокая трудоемкость нахождения ошибок в УП
Цель маршрутного ТП (МТП)-дать общую последовательность в выполнении операций, в том числе и вне станка с ЧПУ.
В общем виде МТП может включать следующие стадии:
1. подготовка тех баз непосредственно на станке с ЧПУ(или на универсальных станках)
2. непосредственно обработка деталей на станках с ЧПУ
3. доработка деталей( слесарным путем или на универсальных станках в случае если детали требуют ТО( закалка, искусственное старение, ХТО). ТП разделяют на 2 стадии: – до ТО
– после ТО
При проектировании МТП необходимо руководствоваться следующими принципами:
1. разделение мех. обработки на стадии (предварительную и окончательную)
2. концентрация и дифферентация переходов и операций
3. обработка на первой операции наиболее ответственных базовых поверхностей заготовок, определяющих точность деталей в узле
4. выбор оптимальной схемы базирования
5. максимальная производительность и экономичность обработки
Производительность (количество деталей в единицу времени):
 ;
;  ;
;  ,
,  - число проходов РИ
- число проходов РИ
6. соблюдение охраны труда и технику безопасности работы оператора, а также охрану окружающей среды.
При проектировании МТП весьма важно выбрать схему установки заготовок на 1 операции и определить последовательность обработки заготовки по зонам. Схему базирования на первой операции выбирают обычно, исходя из удобства базирования заготовок и распределить максимальное количество обрабатываемых поверхностей для обработки за один установ. Если не удается закончить обработку за 1 операцию, то подготавливаются на 1 тех. операции ТБ, за 2 операцию завершают обработки заготовки(принцип единства и постоянства).
5 этап - проектирование операционного ТП (ОТП)
Проектирование ОТП для станков с ЧПУ отличается детализацией проработки всех операций, включая основные (рабочие) переходы и вспомогательные ходы.
ОТП устанавливает вид оборудования, состав РИ, мерительный и вспомогательный инструмент, режимы резания, штучное и вспомогательное время, т.е. определяется вся структура и порядок выполнения операций.
При разработке ОТП дополнительно вводится этап обработки деталей по конструктивным зонам (зона наружный, зона внутренних поверхностей, зона окончательная, ребер, пазов…)

Последовательность переходов по зонам зависит от:
- метода получения заготовок
- жесткости заготовок
- конфигурации заготовок
- материала заготовок
Определения количества переходов по каждой зоне определяется в зависимости от вышеуказанных причин, но главным образом от допуска на выдерживаемый размер, допуска на взаимное расположение поверхностей и от качества поверхностного слоя.
Дата добавления: 2016-06-15; просмотров: 2746;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. ГИГИЕНИЧЕСКИЕ ТРЕБОВАНИЯ К МЕСТАМ ЗАНЯТИЙ
- I. Назначение унифицированных газозарядных станций и основные тактико-технические требования, предъявляемые к ним.
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
