Оформление технологических документов
Разработка, комплектность технологических документов согласовано
ГОСТ 3.1404.-86
1. Основные документы:
- КТП (карта ТП)
- ОК (операционная карта)
- КЭ (карта эскизов)
- КН/П (карта наладки приспособлений)
- ККИ (карта кодирования информации)
2. Вспомогательные документы:
- ВОД (ведомость обрабатываемых деталей)
- КЗ/П (карта заказа УП)
Проектирование фрезерной операции, выполняемой на станках с ЧПУ
Заготовкой может быть деталь, полученная литьем, сваркой или др. методами или же заготовка пришедшая с предыдущей операции.
1. Выбор схемы базирования и закрепления заготовки
Требования к ТБ при выборе схемы базирования остаются теми же, что и для обычных фрезерных станков. Специфичным является:
- оси симметрии заготовки должны совпадать с осями координат станка (или быть параллельным).
- исходная точка обработки должна находиться в определенном месте системы координат станка.
Основными схемами базирования заготовок на фрезерной операции являются:
- базирование в координатный угол (черновые базы обычно)
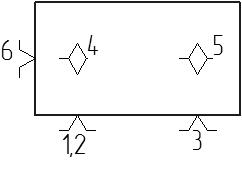
- по плоскости и двум отверстиям (чистые базы).
В тех случаях, когда в заготовках отсутствует явная направляющая ТБ используется операция разметки. Если риска наносится на необработанную поверхность, то точность разметки 0,5…0,6 мм на 1000 мм длины. Разметку делать нежелательно, т.к. это трудоемкая операция. Либо же делают искусственные ТБ:

Заготовки, требующие обработку по наружному контуру, как правило, должны быть открытыми. Поэтому нужно выбирать с учетом этого необходимую схему базирования:
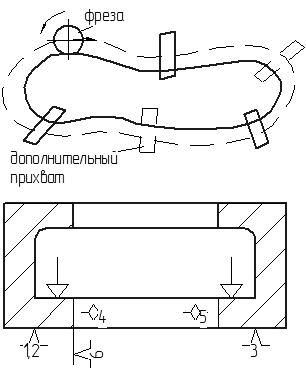
- произвести перезакрепление прихватов (только после перезакрепления дополнительных, чтобы не произошло полного раскрепления заготовки).
-в случае, когда не имеет внутри поверхностей, а треб. всего внешнего контура, делают установочные и крепежные отверстия в нижней части корпусных деталей.
2. Выбор исходной точки
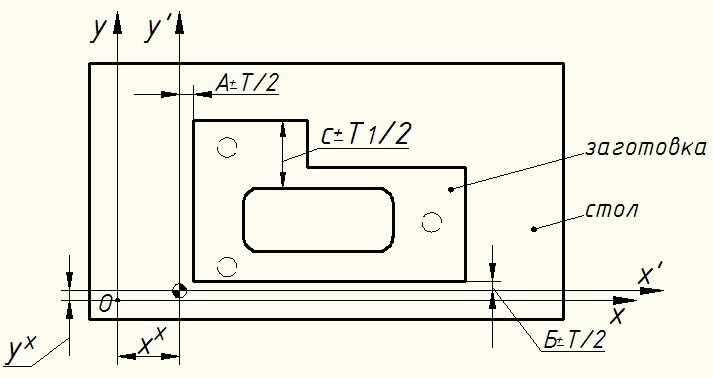
x*, y* - расстояние смещения нуля.

Исходную точку выбирают исходя из следующих соображений:
1. подход к заготовке из этой точки и выход после обработки РИ в эту точку должен производится по min расстоянию
2. врезание РИ в заготовку из этой точки должно происходить по касательной или близко к ней, особенно для чистовых переходов, чтобы исключить зарезы
3. в исходной точке оператор должен хорошо просматривать заготовку. Она не должна мешать контролю размеров заготовки и не мешать оператору при закреплению заготовок
4. исходная точка должна быть жестко связна жесткими размерами с ТБ
Допуски на размеры А и Б назначаются:
-для чистых баз : 
-для черных баз: 
3. Выбор РИ
Для фрезерных станков с ЧПУ при обработке заготовок обычно используют стандартный РИ, в первую очередь калиброванные по наружному диаметру, концевая лево или праворежущая фреза.
Торцовые фрезы применяются также при обработке плоскостей. Диаметр фрезы выбирается по паспорту станка.
В отдельных случаях проектируют специальный РИ.
4. Проектирование переходов
- определение состава переходов на данной операции
- расчет траектории движения РИ по каждому переходу
Чтобы рассчитать траекторию, необходимо определить координату опорных точек.
Переходы, выполняемые на фрезерной операции, разделяются на :
- предварительные (черновые, получистовые)
- окончательные (чистовые)
Черновые переходы связаны с большим съемом припуска и подготовке равномерность припуска под отделочную обработку.
В зависимости от выполнения съема металла, различают рабочие и вспомогательные хода РИ:
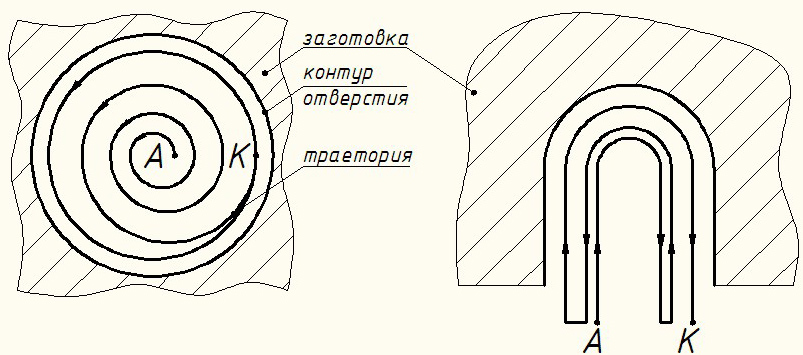
Траектория рабочих ходов РИ:
1. архимедова спираль с эквидистантными проходами:
2. ленточная спираль с эквидистантными проходами:
3. 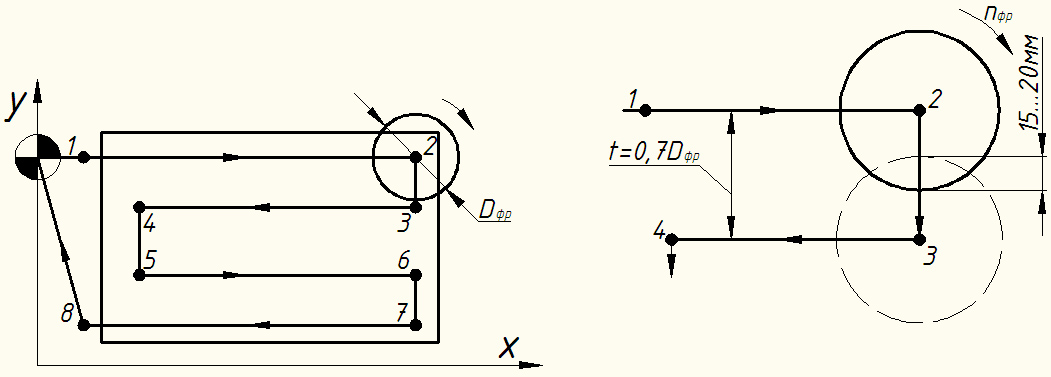 типа «строка» (ленточная спираль с неэквидистантными проходами):
типа «строка» (ленточная спираль с неэквидистантными проходами):
Траектория вспомогательных ходов РИ
1. подход- отход к заготовке:
z - припуск
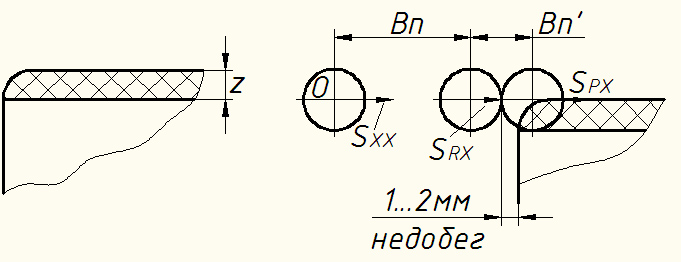
На участке Вп (подхода) со скоростью х.х РИ тормозится практически до нуля или до Sраб.
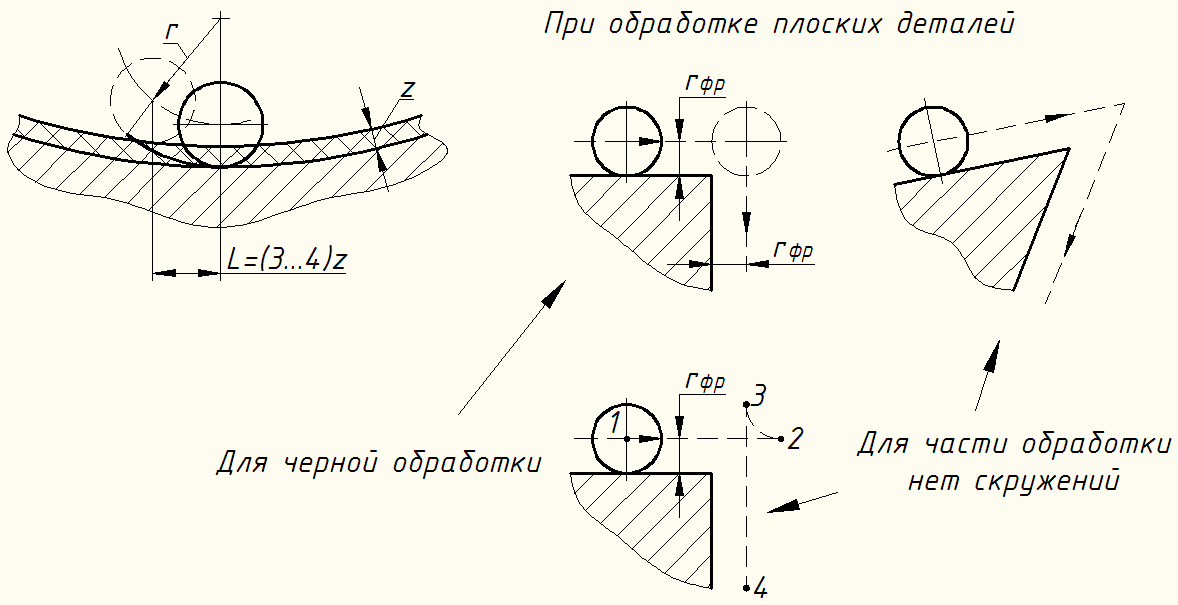
Для криволинейных участков(по R, эллипсу,…) врезание должно осуществляться по радиусу, который определяется из соотношения снимаемого припуска и длины врезания РИ
Проектирование токарной операции, выполняемой на станках с ЧПУ
1. требования к заготовкам
- твердость заготовок должна находится в определенном диапазоне (±5 ед)
- заготовки, обрабатываемые на токарных станках для будущих деталей, должны иметь сложную форму
- квалитет точности обрабатываемых деталей на токарном станке должен соответствовать квалитету точности МРС
базовые поверхности (торец или шейка вала) должны быть при базировании гладкими, ровными
число станков с ЧПУ должно быть меньше по сравнению с обработкой детали на универсальном оборудовании.
2. выбор схемы установки заготовок
Дата добавления: 2016-06-15; просмотров: 1777;
Поиск по сайту
Узнать еще
- II. Прием и оформление заказов на услуги (работы)
- Автоматизированная система централизованной подготовки и оформления перевозочных документов (ЭТРАН)
- Автоматизированный перевод документов
- Автороведческое исследование документов
- Адресация сетевых документов
- Алгоритм программы расчета технико-технологических параметров процесса цементирования на ПЭВМ
- Анализ вариабельности технологических систем(ТС).
- Анализ кала на скрытую кровь. Цель исследования. Подготовка пациента. Оформление направления.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
