Программное управление оборудованием
Основы программирования. Сущность ЧПУ
ЧПУ – управление обработкой заготовки на станке по управляющей программе (УП), в котором информация задана в цифровом виде.
УП – совокупность команд на языке программирования, представляет алгоритм функционирования станка по обработке конкретной заготовки.
Сущность ЧПУ рассмотрим на примере шаговой импульсной системы.

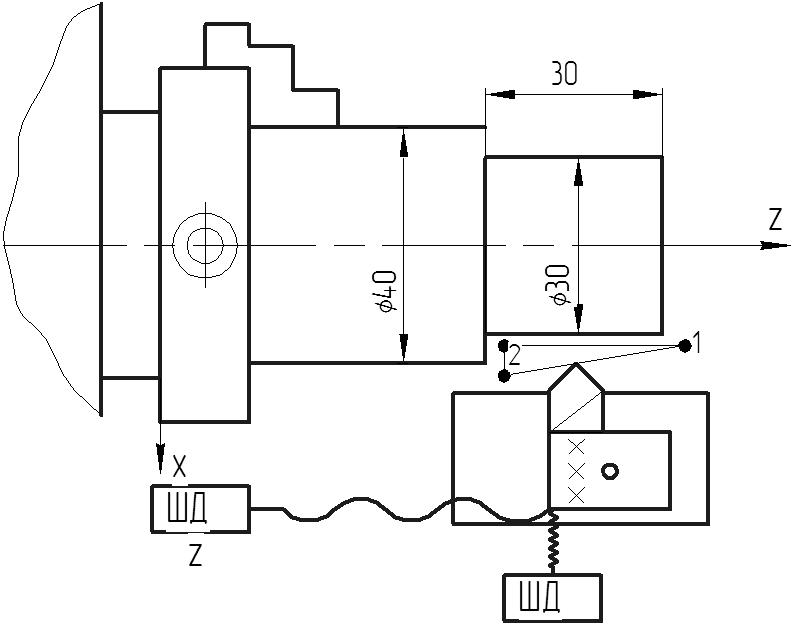 Дискретность перемещения – то минимальное перемещение или минимальный угол поворота рабочего органа станка за 1 импульс электрического тока.
Дискретность перемещения – то минимальное перемещение или минимальный угол поворота рабочего органа станка за 1 импульс электрического тока.
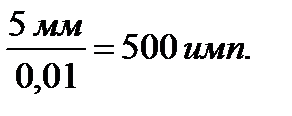
Дискрета = 0,01мм/имп.
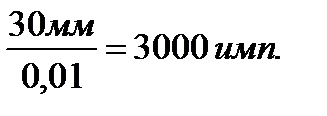

z -3000
х 500
Расстояние, которое должен пройти рабочий орган станка, определяется количеством импульсов, подаваемых на ШД, а частота вращения (подача) определяется числом импульсов в единицу времени.
Особенности станков с ЧПУ
Виды станков с ЧПУ
Технологические возможности станков с ЧПУ при прочих равных условиях определяется числом управляющих координат.
По числу управляющих координат станки подразделяются:
1. двух координатные (х, у)
2. 2,5-координатные (х,y) и отдельно по z 
3. трехкоординатные (х,y,z)
4. четырех- и более координатные/многоцелевые станки (обрабатывающие центры)
Маркировка станков с ЧПУ
Маркировка остаются как и для обычных станков, а для обозначения степени вводится буква «Ф» с цифрой:
Ф1 –система с ЧПУ с преднабором
Ф2 –позициооная система с ЧПУ (сверлильные, расточные)
Ф3 –контурная система с ЧПУ (токарные, фрезерные)
Ф4 – комбинированные система с ЧПУ (Ф1+Ф2),-все многоцелевые станки
16К20Ф3
2Р135Ф2 Р- револьверная головка
2451ПМФ4 М- магазин
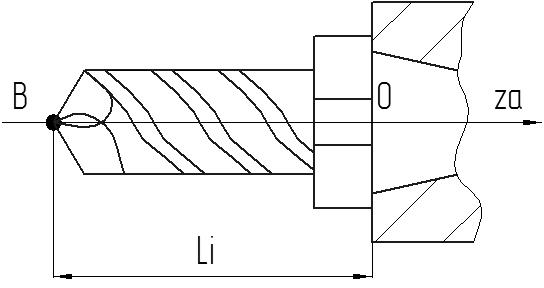
Система координат станков с ЧПУ
Каждому направлению оси координат присваивается с свой адрес (х,y,z) и знак (+, -).
Положительным направлением оси считается то, при котором инструмент (или его держатель) или заготовка отступают друг от друга.
Для программирования принята декартова (прямоуг.) система координат:
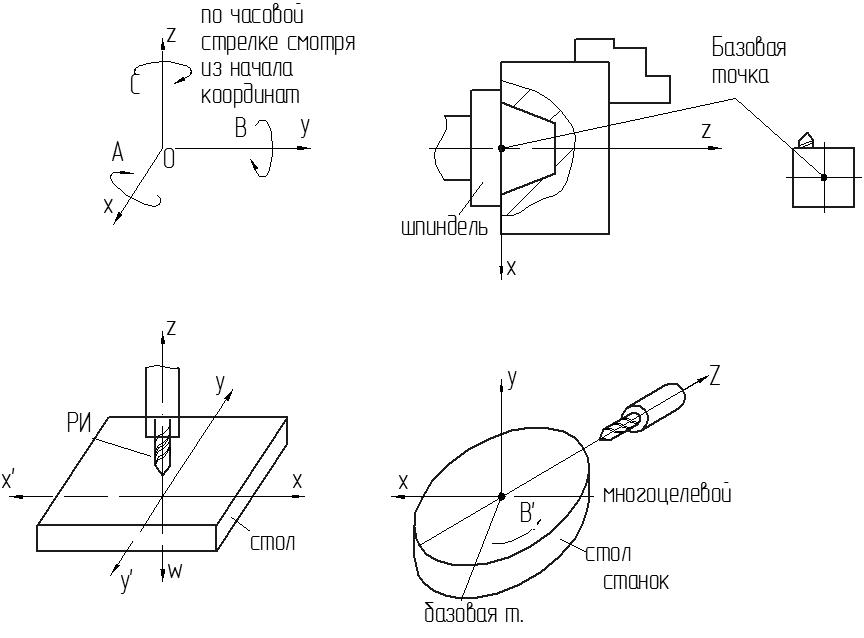
Виды систем координат:
1. Система координат станка (гл. расчетная система) (х,y,z); (А,В,С)
2. Система координат детали (х/,у/, w); (А/,В/,С/)
3. Система координат РИ
Связь между этими системами координат осуществляется через базовые точки МРС
Система координат станка определяет начальное, конечное и текущее положение любого рабочего органа станка
Система координат детали определяет положение детали относительно систем координат станка. Чаще программирование производят в системе координат детали. Если система координат с плавающим нулем, то это означает, что начало системы координат станка можно перемещать в любую точку системы координат.
Направление осей системы координат детали противоположно осям координат станка.
Кроме линейных перемещений по осям х,y,z есть вращательные движения вокруг каждой оси. Положительным вращательным движением является вращение по часовой стрелке, если смотреть из начала координат в положительным направлении оси.
Ось z всегда связана с РИ или шпинделем станка (с главным движением станка).
Ось х всегда находится в плоскости закрепления заготовки и, как правило, наиб. направлении перемещении стола.
При программировании, наладке, и эксплуатации станков с ЧПУ используют следующие характерные точки:
1. нулевая точка
2. исходная точка
3. фиксированная точка
Нулевая точкавсегда связана с началом координат станка. Из нее все перемещения рабочих органов положительны.
Исходная точка– определяется относительно нулевой точки, из которого начинается движение рабочих органов станка по УП.
Фиксированная точка – определяется относительно нулевой точки и, как правило, связана с базовыми точками станков. Она используется только при наладке станка на первую деталь группы.
При программировании обычно не обязательно знать, что перемещается (заготовка, РИ). Принимается, что заготовка – неподвижна, а относительно нее перемещается РИ.
Система координатРИ определяет положение держателя вместе с РИ в системе координат станка.
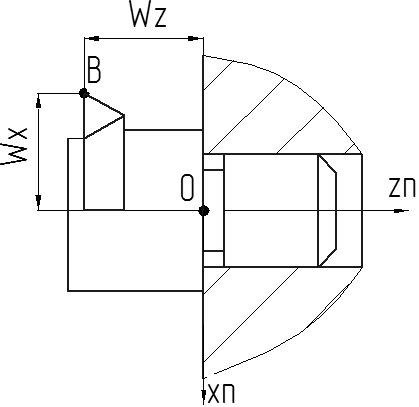
 -настроечные размеры РИ. Вносится как const в память УЧПУ станка по каждому РИ.
-настроечные размеры РИ. Вносится как const в память УЧПУ станка по каждому РИ.
 по каждому РИ также вводится в память УЧПУ станка
по каждому РИ также вводится в память УЧПУ станка
Кодирование информации
Вся информация, представленная на программоносителе подразделяется на
3 вида:
1. геометрическая (координаты)
2. технологическая (режимы, инструм.)
3. логическая (вкл.-откл. станка, вкл.-откл. охлаждения)
95710 23 22 21 20 ISO-7 bit
8 – 4 – 2 – 1
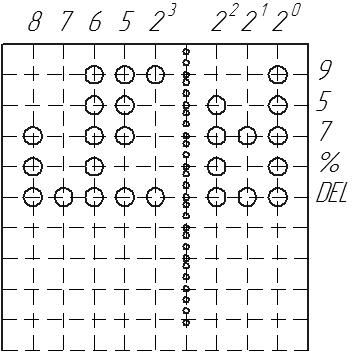
Данный код основывается на двоично-десятичной системе.
Признаком цифры в данном коде является пробивка дополнительное отверстие к четырем первым на 5 и 6 дорожке.
Признаком знака (символа) является пробивка дополнительное отверстие на 6 дорожке (%, +, -, /).
Признаком буквы (с А по N) является отверстие на 7 дорожке.
Признаком буквы (с S по R) является отверстие на 5 и 7 дорожке.
Восьмая дорожка - проверка четности (в каждой строке количество отверстий – четное).
Структура УП
УП состоит из кадров. Каждый кадр должен нести определенную информацию по выполнению какого-либо перехода (лог. команды).
N001 G00 X+004000 T01 F40 S38 M05 LF
G- подготовительная функция. Управляет режимом УЧПУ;
X- геометрия;
T- функция РИ;
F- подача (F00L);
S- частота вращения (SPEED);
M- вспомогательная функция, управляет работой станка (вкл.-выкл. охл.; сменить инструмент);
LF- конец кадра.
Код ISO-7 bit кадры УП задает адресным способом.
Кодирование частоты вращения и подачи
Осуществляется следующими способами:
1. способ арифметической прогрессии
2. способ геометрической прогрессии
3. прямое непосредственное кодирование
Способ арифметической прогрессии:
S=100мм/мин.
Первая цифра кода получается: к числу 3 прибавляется число целых разрядов до запятой: 3+3=6.
Далее к этой цифре дописываем кодируемую подачу (с точностью 2 или 3 цифры): F610 или F6100.
N=100 об/ мин ―S610
Если число меньше 1, то из числа 3 вычитается число нулей, стоящих после запятой, и получается первая цифра кода:
S=0,12 мм/об: 3-0=3 ― F312
S=0,012 мм/об: 3-1=2 ― F212
Если 3,4,5 цифр ― (F610; S6100).
Способ геометрической прогрессии по табл.
| число | 0 | 1,12 | 1,25 | 1,4 | 1,6 | … | … |
| Код | 0 | 01 | 02 | 03 | 04 | … | 99 |
В коде -две цифры (F40 ; S38).
Прямое непосредственное кодирование
S=0,12 мм/об ― F0,12
n=250 об/мин ― S2 250 (диапазон скоростей).
Программное управление оборудованием
Дата добавления: 2016-06-15; просмотров: 2158;
Поиск по сайту
Узнать еще
- II. Функционально-структурная организация и программное обеспечение персонального компьютера
- L 5.3 управление акциями по стимулированию продаж, в т.ч. размещение
- Автоматизированное управление работой АПГ
- Автоматизированное управление топливоподачей и топливоприготовлением.
- Автоматическое управление периодическими процессами хим. очистки воды.
- Автоматическое управление работой объектов
- Административно-территориальное управление в России. Создание федеральных органов.
- АНТИКРИЗИСНОЕ УПРАВЛЕНИЕ В БАНКЕ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
