Анализ перемещений инструмента и заготовки при нарезании конических зубчатых колёс с круговыми зубьями
При обработке конических колёс с круговыми зубьями воспроизводится движение обкатывания заготовки по воображаемому плосковершинному производящему колесу 4 (рис. а) с круговыми зубьями.
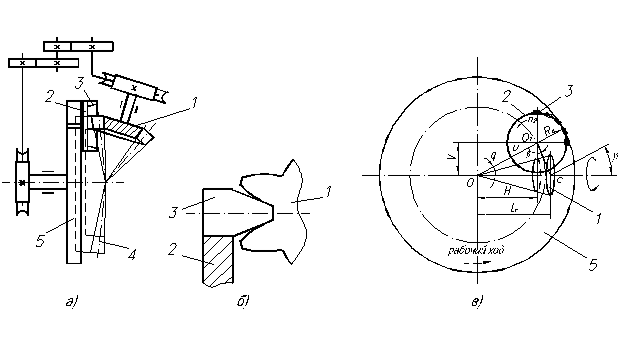 Инструментом служат зуборезные головки 2, снабженные резцами 3, расположенными по окружности на торце головки. Резцы 3 (рис. б) образуют зуб производящего колеса.
Инструментом служат зуборезные головки 2, снабженные резцами 3, расположенными по окружности на торце головки. Резцы 3 (рис. б) образуют зуб производящего колеса.
Резцовую головку 2 закрепляют на шпинделе, установленном в люльке 5. Во время обработки резцовая головка 2 получает главное вращательное движение вокруг своей оси О1 и медленное вращение вместе с люлькой 5 вокруг оси О (рис. в) заготовка – вращение, согласованное с вращением люльки 5 (производящего колеса 4) – движение обкатки. Согласованное вращение обеспечивается цепью обкатки с гитарой настройки 6.
После совершения рабочего хода (обработка впадины колеса) заготовка отводится от резцовой головки, и люлька получает быстрое вращение в обратном направлении. Во время холостого хода совершается делительный поворот заготовки. Далее заготовку подводят к резцовой головке, и цикл обработки новой впадины повторяется.
В процессе обкатки происходит формирование зуба нарезаемого колеса 1 (рис. б). Линия зуба на плосковершинном производящем колесе получается в результате пересечения конической производящей поверхности, описываемой вращающимися режущими кромками резцов, с начальной плоскостью производящего колеса 4.
При обработке колес с круговыми зубьями необходимо осуществить следующие формообразующие движения:
- Главное движении (вращение резцовой головки вокруг точки О1);
- Движение обкатки – согласованное движение люльки (производящего колеса) и заготовки;
- Движение деления – поворот заготовки на обработку следующего зуба.
Чистовая обработка зубьев шестерен
Нарезанные на станке зубья колес в большинстве случаев подвергают дальнейшей чистовой обработке, так как качество рабочей поверхностей зубьев или ошибки зацепления, получающиеся после зубонарезания, не всегда отвечают требованиям, предъявляемым зубчатым передачам. Для чистовой обработки зубьев применяют способы обкатки, шевингования, хонингования, притирки и шлифования. Обкатка и шевингование применимы только для обработки зубьев сырых шестерен, а зубохонингование, зубопритирка, зубошлифование, при которых резание выполняется абразивными зернами, пригодны для обработки и закаленных зубьев.
Обкатка – процесс уменьшения шероховатости поверхности зубьев путем уплотнения без снятия стружки. При обработке шестерня вводится в зацепление с одной или тремя эталонными шестернями с закаленным зубом. Одна из них является ведущей и через обкатываемую шестерню ведет и остальные. Вращение периодически автоматически реверсируется, а давление между зубьями создается гидравлически или грузом. Время на обкатку одного зуба затрачивается порядка 0,1…1 сек. Недостатки – неоднородное уплотнение боковой поверхности зубьев по высоте профиля и трудность улавливания момента окончания обкатки, после которого профиль начинает искажаться.
Шевингование основано на снятии (соскабливании) с боковых поверхностей зубьев стружки толщиной 0,005…0,1 мм режущими кромками шевера при его скольжении относительно профилей зубьев обрабатываемого колеса.
Шевер – это закаленное точное зубчатое колесо, у которого для образования режущих кромок поперек зубьев прорезаны канавки.
 Чтобы создать скольжение профилей для снятия (соскабливания) мельчайшей стружки, ось шевера скрещивается с осью заготовки под углом 5…15˚. У шевера угол винтовой линии на столько же градусов отличается от угла винтовой линии заготовки.
Чтобы создать скольжение профилей для снятия (соскабливания) мельчайшей стружки, ось шевера скрещивается с осью заготовки под углом 5…15˚. У шевера угол винтовой линии на столько же градусов отличается от угла винтовой линии заготовки.
При зубохонинговании стальной шевер заменяется точной шестерней, прессованной из пластмассы, пропитанной порошком карбида кремния, зернистости 40…80. Окружная скорость при хонинговании больше, чем, при шевинговании в 1,5…2 раза. Обработка всего колеса производится за 1 – 2 двойных хода стола, на что затрачивается 25…30 сек. Зубохонингование выполняется обычно после шевингования и термообработке. Припуск снимается до 0,01 мм. Высота микронеровностей при этом доводится до 0,25 мкм, снимаются мелкие забоины и заусенцы, что дает снижении шума в передаче на 3…4 децибела (Дб). Ошибки шага и профиль зуба зубохонингование не исправляет. Одним ходом, при нескольких его перешлифовках по вершинам зубьев можно обрабатывать 2…4 тыс. колес.
На зубопритирочных станках шестерня крепится на оправке в центрах, а точной чугунной шестерне – притиру сообщается вращение и возврат на поступательное движение Ппр вдоль оси притираемой шестерни.
Притирку производят со смесью масла с мелкозернистым абразивом, в распор или методом торможения. В первом случае притираются одновременно оба профиля зуба, а оси притира и шестерни постепенно сближаются. Во втором случае притирают сначала одну сторону профиля зуба, потом после реверсирования двигателя упором, другую. Вращение шестерни гидравлически тормозится тормозом для создания давления в месте контакта.
Оси шестерни и притира могут быть параллельными или скрещивающимися. Соответственно изменяются и полюсы контакта притира и заготовки.
Зубошлифование дает наибольшую точность обрабатываемого колеса, как по шагу, так и по профилю зуба и наилучшую чистоту поверхности зуба, по сравнению с другими способами чистовой обработки, но малопроизводительно и требует дорогих станков. Высокая точность зубошлифования обеспечивается независимостью формообразующей цепи обкатки от заготовки, но это и усложняет станок.
Образующая линия зуба получается либо методом копирования профиля фасонного дискового шлифовального круга, либо методом обкатки по производящей зубчатой рейке.
Анализ кинематики затыловочных станков
Затылование – это специальный вид обработки задних поверхностей режущих инструментов. Чаще всего затылуют зубья фрез: дисковых, цилиндрических с прямолинейными и спиральными стружечными канавками, резьбовых и червячных, а также зубья метчиков.
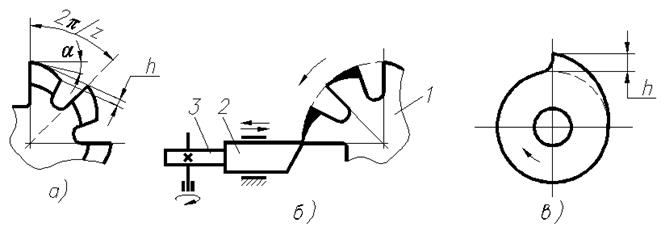
Фрезы с затылованными зубьями (рис. а) перетачивают только по передним поверхностям зубьев, причем плоскость заточки проходит через ось фрезы, благодаря чему их профиль сохраняется неизменным. Поэтому фрезы, применяемые для обработки фасонных поверхностей, обязательно подвергают затылованию. Затылование зубьев обычно производят по архимедовой спирали.
Во время обработки заготовка 1 (рис. б) равномерно вращается, а резец 2 совершает поступательно-возвратное перемещение – движение затылование. Перемещение резца осуществляется от равномерно вращающегося кулачка 3 (рис. б,в), профиль которого выбирают в зависимости от спада h затылка зуба фрезы. Приближенно  , где D – диаметр фрезы; z – число зубьев фрезы; α – задний угол. Во время затылования за один оборот заготовки фрезы резец должен подойти к ней столько раз, сколько зубьев у фрезы. При затыловании дисковых фрез, когда периметр зуба невелик, применяют один фасонный резец. Во время обработки заготовка фрезы получает равномерное вращение, а резец – движение затылования и подачу на глубину резания.
, где D – диаметр фрезы; z – число зубьев фрезы; α – задний угол. Во время затылования за один оборот заготовки фрезы резец должен подойти к ней столько раз, сколько зубьев у фрезы. При затыловании дисковых фрез, когда периметр зуба невелик, применяют один фасонный резец. Во время обработки заготовка фрезы получает равномерное вращение, а резец – движение затылования и подачу на глубину резания.
Таким образом, при затыловании необходимо осуществить следующие формообразующие движения:
1. главное движение (вращение шпинделя или заготовки)

2. движение подачи (связывает вращение шпинделя с перемещением суппорта)
 прод. подачи
прод. подачи
3.движение деления (связывает вращение шпинделя с вращением кулачка затылования)

Агрегатные станки
Агрегатными называются специальные станки, которые состоят из нормализованных деталей и узлов (агрегатов). Станки предназначены для обработки сложных и ответственных деталей в условиях крупносерийного и массового производства.
Агрегатные станки требуют меньше производственной площади, обеспечивают стабильную точность обработки, могут обслуживаться операторами невысокой квалификации, допускают многократное использование нормализованных деталей и узлов при настройке станка на выпуск нового изделия. Однако эти станки менее гибки при переналадке по сравнению с универсальными станками, что является их недостатком.
Применение нормализованных узлов в конструкциях агрегатных станков сокращает сроки их проектирования, облегчает процесс производства, даёт возможность широко унифицировать детали и упрощать технологию их изготовления, а также позволяет создавать самые разнообразные компоновки агрегатных станков с минимальным числом оригинальных элементов.
Наибольшее распространение получили агрегатные станки сверлильно-расточной и некоторых других групп. Они позволяют производить сверление, зенкерование, развёртывание и растачивание отверстий, резьбонарезание и резьбонакатывание внутренних и наружных поверхностей, подрезание торцев, фрезерование и другие операции. Компоновка станков весьма разнообразна. Она зависит от формы, размеров и точности изготовления деталей, расположения на них обрабатываемых поверхностей и принятого технологического процесса.
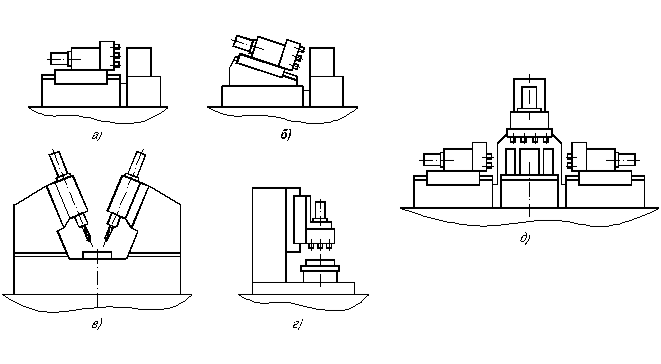
Количество силовых агрегатов и инструментальных шпинделей, расположение осей шпинделей в пространстве зависит от назначения станка. В этом отношении различают станки однопозиционные (а, б, в) и многопозиционные (в, д); одношпиндельные и многошпиндельные; горизонтальные (а), вертикальные (г), наклонные (б) и смешанные (д); одностоечные (а, б, г) и многостоечные (в, д).
К нормализованным углам относятся:
1. Силовые головки
2. Столы: силовые, делительные, фиксации и зажима, транспортных узлов.
3. Несущие узлы: станины, основания, колонны, кронштейны, плиты, салазки.
4. Узлы электрооборудования, гидро-пневмооборудования, станочной оснастки и инструмента.
Нормализованы также отдельные детали и подузлы шпиндельных коробок, приспособлений, инструментальных насадок и других специальных узлов.
Каждый узел имеет несколько типоразмеров, которые составляют геометрические ряды с φ = 1,26; 1,41; 1,58 или 2.
В зависимости от траектории транспортирования заготовок многопозиционные агрегатные станки бывают с круговой траекторией и прямолинейной траекторией. Круговое транспортирование (рис) наиболее распространено на делительном столе с вертикальной осью вращения, но применяют транспортирование и на поворотном барабане с горизонтальной осью вращения. В последнем случае увеличивается на единицу число сторон обработки, однако смена заготовки легче выполняется на горизонтальной плоскости стола.
Обычно агрегатные станки создаются для обработки деталей одного типоразмера, но в целях наибольшей их загрузки они могут выполняться для одновременной многопоточной обработки нескольких деталей с подобной обработкой (рис).
Переналаживаемость агрегатных станков усложняет, удорожает их, но открывает им дорогу в мелкосерийное производство.
Силовые головки изготавливают с помощью привода N=0,1…30 кВт, причём их мощности составляют геометрический ряд с φ = 2. В мелких силовых головках с N≤1,5 кВт движение подачи сообщают пиноли. (рис. 45), а в более крупных – перемещается вся головка (рис. 46). По типу привода подач головки делятся на: 1. механические ( а) с дисковым кулачком; б) с барабанным кулачком; в) с ходовым винтом или реечной передачей); 2. гидравлические; 3. пневмогидравлические; 4. термодинамические для шлифовальных работ.
При выборе типа головки следует учитывать, что у гидравлических – величина подачи зависит от температуры масла, характеристика у них нежёсткая (непригодны для резьбонарезания). Кулачковые имеют ограниченную величину хода, а из-за больших контактных усилий на кулачках применяются только при N ≤2 кВт. Пневмогидравлические – развивают тяговые усилия подачи только до 900 кГс, так как оно ограничено размером пневмоцилиндров. Головки с ходовыми винтами - имеют сложную систему автоматизации цикла.
У головки с механической подачей (рис. 49) продольная подача осуществляется цилиндрическим (барабанным) кулачком К с винтовым пазом, который вращается от эл. двигателя через червячную пару на оси кулачка. Ролик кулачка жёстко связан с салазками головки и при её движении остаётся неподвижным. Положение ролика вместе с ползушкой, к которой он прицеплён, регулируются правым нижним на салазках винтом. Головка имеет предохранительную фрикционную муфту 5.
Столы применяются круглые с диаметром 160…3150 мм и прямоугольные с шириной 160…800 мм. Например, делительный круглый стол на рис. 47 поворачивается мальтийским механизмом ММ после вытягивания фиксатора Ф барабанным кулачком К и освобождения стола гидроцилиндром Гц.
На станинах и основаниях монтируются все остальные узлы агрегатных станков. В зависимости от траектории транспортирования станины могут быть круглыми с диаметром 400…2500мм или прямоугольными с шириной 400…1600 мм и длинной 500…2500 мм. Высота в обоих случаях 400, 500, или 800 мм.
При кольцевых станинах в середине их устанавливается центральная колонна, на гранях которой монтируются дополнительные силовые головки (VIII 38, стр. 49).
Колонны применяют вертикальные и наклонные. При арочном исполнении колонны в её арке монтируется дополнительная горизонтальная силовая головка (рис. 50). Наиболее целесообразно агрегатные узлы изготавливать централизованно, на специализированных заводах, а проектирование, сборку и перекомпоновку агрегатных станков выполнять на заводах их эксплуатирующих.
Цех, изготавливающий агрегатные станки, должен иметь запас различных нормализованных узлов.
Дата добавления: 2022-05-27; просмотров: 122;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
