Технико-экономические показатели и критерии работоспособности станков
Для сравнительной оценки технического уровня станков и комплектов станочного оборудования, а также для выбора станков в соответствии с решением конкретной производственной задачи используют набор показателей, характеризующих качество, как отдельных станков, так и набора станочного оборудования. Этих показателей – 5 и они рассмотрены ниже.
Эффективность
Эффективность – комплексный (интегральный) показатель, который наиболее полно отражает главное назначение станочного оборудования – повышать производительность труда и соответственно снижать затраты труда при обработке деталей. Эффективность станков,
А=N/SC, шт./руб.,
где N – годовой выпуск деталей;
SС – сумма годовых затрат на их изготовление.
При проектировании станочного оборудования всегда следует стремиться к максимальной эффективности, а показатель А при этом следует рассматривать как условную функцию А=N/SC ® max.
Распространенным критерием оценки новой техники является срок окупаемости дополнительных капиталовложений, который определяется по формуле
где К1, К2 – капиталовложения соответственно по новому и базовому вариантам производства;
С1, С2 – текущие затраты по двум вариантам производства.
Величина обратная сроку окупаемости, коэффициент эффективности дополнительных капиталовложений, определяется так
Показателем сравнительной экономической эффективности является также минимум производственных затрат. Приведенные затраты по i-ому варианту
где Сi – годовые текущие затраты;
Кi – капиталовложения по i-ому варианту;
ЕН – нормативный коэффициент эффективности капиталовложений.
Производительность
Производительность станка определяет его способность обеспечивать обработку определенного числа деталей в единицу времени.
Штучная производительность (шт./год) выражается числом деталей, изготовленных в единицу времени, при непрерывной безотказной работе
 шт./год,
шт./год,
где Т0 – годовой фонд времени;
Т – полное время цикла изготовления детали.
При изготовлении на универсальном станке разных деталей его штучную производительность определяют по условной, так называемой представленной детали, форму и размеры которой берут усредненными по всему рассматриваемому множеству деталей. Все исходные параметры представленной детали (масса, размеры, допуски и т. д.) определяют для всей группы (семейства) рассматриваемых деталей, как средневзвешенные величины
где х – величина данного параметра внутри каждого интервала;
dсх – частость по интервалам изменения величины х;
dс – общая частость (весомость) деталей рассматриваемой группы.
Производительность определяют по среднему значению времени цикла обработки, которое без учета потерь выражается как
где tP – время обработки резанием;
tB – время на все виды вспомогательных операций, не совмещаемых по времени с обработкой.
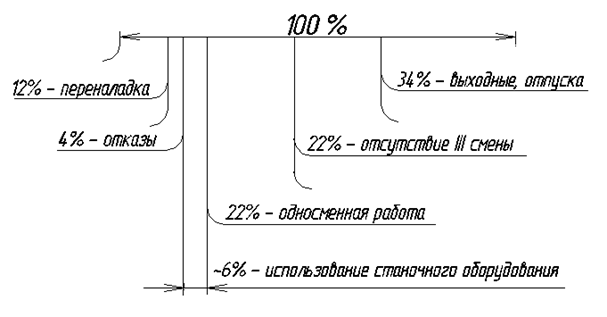
Штучная производительность связана с годовым выпуском деталей коэффициентом использования h, учитывающим потери годового фонда времени 
Причины потери годового фонда времени приведены на рис.
Станки общего назначения
Станки с ЧПУ
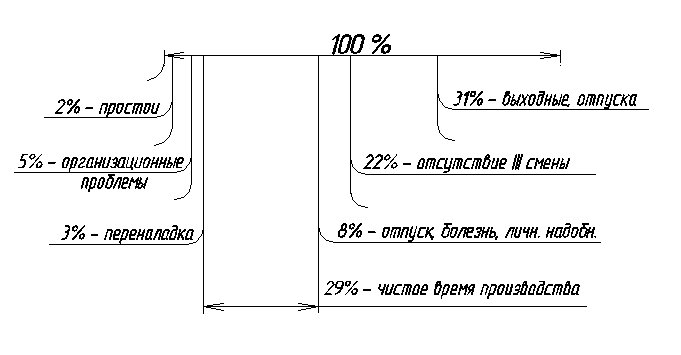
Все виды внецикловых потерь сокращаются при комплексной автоматизации и совершенствовании системы управления.
Надежность
Надежность – свойство изделия сохранять свою работоспособность в течение требуемого промежутка времени – это обобщенное свойство, включающее понятия безотказности и долговечности.
Надежность станка – свойство станка обеспечивать бесперебойный выпуск годной продукции в заданном количестве в течение определенного срока службы и в условиях применения технического обслуживания, ремонтов, хранения и транспортирования.
Безотказность станка – свойство станка непрерывно сохранять работоспособность в течение некоторого времени. Безотказность может быть оценена по следующим показателям:
Вероятность отказа определяется по результатам испытаний N0 элементов, из которых отказали NOT=NO-NИ, а NИ - оказались исправными
Вероятность безотказной работы 
Интенсивность отказов – условная плотность вероятности возникновения отказа в единицу времени
Вероятность безотказной работы может быть представлена в зависимости от интенсивности отказов, отсюда следует

Долговечность станка – свойство станка сохранять работоспособность в течение некоторого времени с необходимыми перерывами для технического обслуживания и ремонта до наступления предельного состояния.
Изнашивание подвижных соединений в станке является важнейшей причиной ограничений долговечности по критерию сохранения первичной точности.
Ремонтопригодность – свойство, заключающееся в приспособленности к предупреждению и обнаружению причин возникновения отказов, повреждений и поддержанию и восстановлению работоспособного состояния путем проведения технического обслуживания и ремонтов.
Технический ресурс – наработка от начала эксплуатации или ее возобновления после среднего и капитального ремонта до перехода в предельное состояние.
Технологическая надежность станков и станочных систем, как свойство сохранять во времени первоначальную точность оборудования и соответствующее качество обработки, имеет важное значение в условиях длительной и интенсивной эксплуатации.
Диагностирование является эффективным средством повышения надежности станков и станочных систем, при этом осуществляется направленный сбор текущей информации о состоянии станка и его важнейших узлов.
Гибкость
Гибкость станочного оборудования это способность к быстрому переналаживанию при изготовлении других, новых деталей. Чем чаще происходит смена обрабатываемых деталей и чем большее число разных деталей требует обработки, тем большей гибкостью должен обладать станок или соответствующий набор станочного оборудования.
Гибкость характеризуется двумя показателями – универсальностью и переналаживаемостью.
Универсальность определяется числом разных деталей, подлежащих обработке на данном станке, т. е. номенклатурой U обрабатываемых деталей. При этом следует иметь в виду, что отношение годового выпуска N к номенклатуре U определяет серийность изготовления S=N/U.
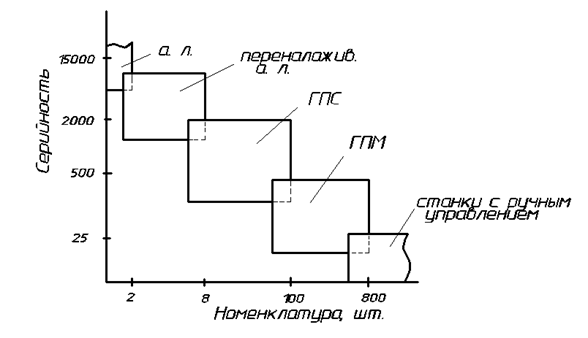
Целесообразная гибкость оборудования связана с номенклатурой обрабатываемых деталей, см. рис.
Переналаживаемость определяется потерями времени и средств на переналадку станочного оборудования, при переходе от одной партии заготовок к другой партии. Таким образом, переналаживаемость зависит от числа Р партий деталей, обрабатываемых на данном оборудовании в течение года. При этом средний размер партии P=N/P связан с характером производства и с переналаживаемостью оборудования.
Применение средств вычислительной техники для управления станками, оснащение их манипуляторами и устройствами ЧПУ позволили существенно повысить гибкость оборудования при высокой степени автоматизации.
Точность
Точность станка в основном предопределяет точность обработанных на нем изделий. По характеру и источникам возникновения все ошибки станка, влияющие на погрешность обработанной детали, условно разделяют на несколько групп.
Геометрическая точность зависит от ошибки соединений и влияет на точность взаимного расположения узлов станка при отсутствии внешних воздействий. Она зависит главным образом от точности изготовления соединений базовых деталей и от качества сборки станка.
Кинематическая точность необходима для станков, в которых сложные движения требуют согласования скоростей нескольких простых. Нарушение согласованных движений нарушает правильность заданной траектории движения инструмента относительно заготовки и искажает тем самым форму обрабатываемой поверхности.
Жесткость станков характеризует их свойство противостоять появлению упругих перемещений под действием постоянных или медленно изменяющихся во времени силовых воздействий. Жесткость – отношение силы к соответствующей упругой деформации d в том же направлении j=F/d. Величину обратную жесткости называют податливостью
с = 1/j = d/F.
жесткость большинства соединений, таких как неподвижные стыки, направляющие, подшипники качения и скольжения, не является постоянной величиной вследствие отсутствия прямой пропорциональности между силой и упругим перемещением.
Жесткость станков при большом числе упругих деталей и соединений между ними обычно близка к постоянному значению. Жесткость же отдельных соединений, предварительно не затянутых и имеющих зазоры, существенно не линейна и зависит от характера приложения силы.
Для повышения общей жесткости станка целесообразно выявлять элементы с пониженной жесткостью и затем принимать меры к ее повышению до уровня жесткости других последовательно нагруженных упругих звеньев.
Виброустойчивость станка определяет его способность противодействовать возникновению колебаний, снижающих точность и производительность станка. Особую опасность при вынужденных колебаниях представляют резонансные колебания, возникающие при совпадении частоты внешних воздействий с частотой собственных колебаний одного из упругих звеньев станка.
Основные пути повышения виброустойчивости станков: устранение источников периодических возмущений; подбор параметров упругой системы для обеспечения устойчивости; повышение демпфирующих свойств; применение систем автоматизированного управления уровнем колебаний.
Теплостойкость станка характеризует его сопротивляемость возникновению недопустимых температурных деформаций при действии тех или иных источников теплоты. К основным источникам теплоты относятся процесс резания, двигатели, подвижные соединения, особенно при значительных скоростях относительного движения.
Точность позиционирования характеризуется ошибкой вывода узла станка в заданную позицию по одной или нескольким координатам. На точность позиционирования влияет большое число системных и случайных погрешностей.
Дата добавления: 2022-05-27; просмотров: 143;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
