Принципиальная устойчивость системы «источник—дуга»
Дуговой разряд называется устойчивым, если он существует непрерывно в течение длительного времени без обрывов и коротких замыканий. Поэтому в качестве непосредственного критерия для оценки устойчивости можно принять частоту обрывов дуги или количество обрывов при полном расплавлении одного электрода. Устойчивость зависит как от технологических, так и электрических характеристик процесса.
Понятие принципиальной устойчивости поясним на основе анализа электрических процессов в системе «источник—дуга» в случае малого возмущения по длине дуги Δlд (рисунок. 5.9). Рассмотрим процессы при сварке неплавящимся электродом от источника постоянного тока без обратных связей с индуктивностью L в цепи. Это облегчает анализ, поскольку при сварке неплавящимся электродом отсутствуют саморегулирование по плавлению электрода и капельный перенос.
Система «источник—дуга» равновесна в точках А и В (рисунок. 5.10) пересечения характеристик. Действительно, в этих точках наблюдается равенство токов и напряжений дуги и источника, а следовательно, и равенство энергии, выделяемой источником и потребляемой дугой. Следует выяснить, устойчиво ли это равновесие, например, в точке В.
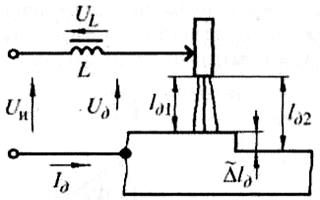
Рисунок. 5.9 – Система «источник—дуга» при малом возмущении по длине дуги
Рассмотрим условия устойчивого горения дуги при ручной сварке. Как видно из рисунка, а, на котором совмещены характеристики дуги и источника питания, равенство токов и напряжений дуги и источника имеет место в двух точках А и В. (Установившийся режим работы системы "сварочная дуга — источник питания" определяется прежде всего точкой пересечения внешней характеристики источника и вольт-амперной характеристики дуги.) Однако только точка А соответствует устойчивому горению дуги; в точке В дуга гореть устойчиво не будет. Это обусловлено следующим. Если при горении дуги в точке А по какой-либо причине сварочный ток при заданной длине дуги уменьшается, то установившееся напряжение источника оказывается больше напряжения дуги, и это избыточное напряжение приводит к увеличению силы тока, т.е. к возвращению в точку А. Если же ток увеличивается, то напряжение источника становится меньше напряжения дуги, что приводит к уменьшению тока и соответственно также к возвращению в точку А. Режим горения дуги восстанавливается. При горении дуги в точке В всякое случайное изменение тока получает свое дальнейшее самопроизвольное развитие: увеличение тока вызывает его последующий рост, и наоборот, уменьшение тока приводит к его последующему снижению. Эти процессы идут до тех пор, пока не произойдет или обрыв дуги, или пока ток не достигнет значения, соответствующего точке устойчивого горения дуги (точка А).
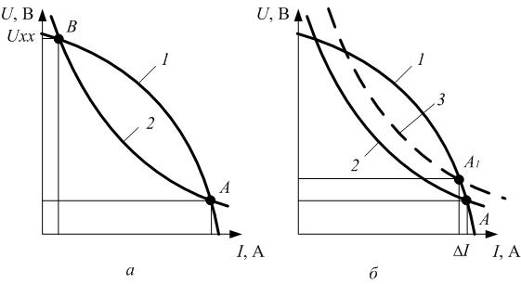
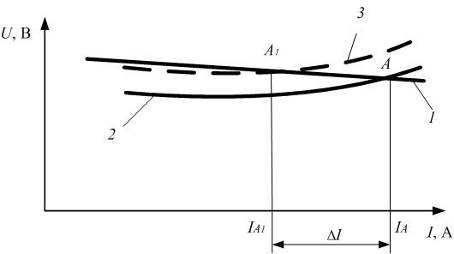
а, б — ручная сварка; в — механизированная плавящимся электродом; 1 — характеристики источника питания; 2 — характеристики дуги; 3 — характеристики удлиненной дуги
Рисунок 5.10 – Внешние характеристики источника питания и статические вольт-амперные характеристики дуги
В реальных условиях ручного процесса сварки возможны резкие изменения длины дуги, поэтому дуга должна обладать достаточным запасом устойчивости. При этом важно, чтобы при изменении длины дуги в определенных пределах отклонение сварочного тока от заданного значения было минимальным, т.е. чтобы режим сварки сохранялся практически постоянно. Именно такому условию удовлетворяют источники питания с крутопадающей внешней характеристикой, особенно с большой крутизной падения. В этом случае даже при существенном удлинении длины дуги и переходе режима устойчивого горения дуги в точку А у величина сварочного тока изменяется весьма незначительно —ΔI=IA-IA1 (рисунок. 5.10, б).
Таким образом, источники питания с крутопадающей характеристикой обеспечивают процессу ручной дуговой сварки следующие крайне необходимые технологические свойства: устойчивое горение дуги, надежное первоначальное и повторное ее возбуждение (благодаря повышенному напряжению холостого хода источника), ограниченную силу тока короткого замыкания, возможность изменения длины дуги в разумных пределах, не опасаясь ее обрыва или чрезмерного увеличения тока.
При механизированной сварке плавящимся электродом используют в зависимости от способа и режимов сварки источники питания с пологопадающей, жесткой и возрастающей внешними характеристиками. Применение таких источников обеспечивает действие эффекта саморегулирования дуги. Явление саморегулирования дуги заключается в том, что в дуге при сварке плавящимся электродом самопроизвольно устанавливается и поддерживается такой ток (рисунок. 5.10, в, точка А), при котором скорость плавления проволоки равна скорости ее подачи в зону сварки. При внезапном случайном увеличении длины дуги (точка А) резко снижается ток на величину ΔI=IA-IA1 и соответственно резко падает скорость плавления электродной проволоки. В результате возникшее удлинение длины дуги начинает уменьшаться, а ток увеличиваться до тех пор, пока не восстановятся исходная длина и ток дуги, т.е. пока не произойдет возвращение в исходную точку А. Аналогичные процессы происходят при укорачивании дуги.
Значение минимального тока, при котором происходит обрыв дуги, уменьшается при уменьшении диаметра электрода, снижении теплопроводности его материала, ограничении теплоотвода газовыми потоками, снижении скорости сварки. При введении в дугу легкоионизируемых компонентов уменьшаются катодное падение напряжения Uкат и градиент потенциала столба дуги Eст, снижению градиента Eст способствует также уменьшение теплопроводности и давления газовой среды, все это повышает устойчивость системы.
Выше оценивалась эластичность дуги при ее сравнительно плавном и медленном удлинении. В реальном же процессе могут наблюдаться и скачкообразные изменения длины дуги, вызванные как вертикальными, гак и горизонтальными движениями электрода. В этом случае необходимо также учитывать и динамические свойства источника, в частности, значение индуктивности L в его цепи. На рисунок. 5.11 показаны осциллограммы тока и напряжения, полученные в эксперименте по оценке эластичности дуги с плавящимся электродом. Как видно, на монотонные кривые снижения тока и возрастания напряжения накладываются всплески, вызванные переносом капель электродного металла. Действительно, после отрыва капли от электрода длина дуги скачком увеличивается, что приводит к резкому увеличению напряжения и снижению тока. На рисунок. 5.11 видно, что обрыв дуги происходит именно в момент очередного переноса капли. Таким образом, капельный перенос снижает эластичность дуги. Интересно отметить, что иногда при скачкообразном увеличении длины дуги она не обрывается, даже если ее напряжение Uд оказывается выше напряжения холостого хода источника U0. Это происходит потому, что при кратковременном удлинении дуги ток некоторое время поддерживается за счет энергии, накопленной в индуктивности. Таким образом, увеличение индуктивности L в цепи источника повышает устойчивость системы при резком возмущении по длине дуги.
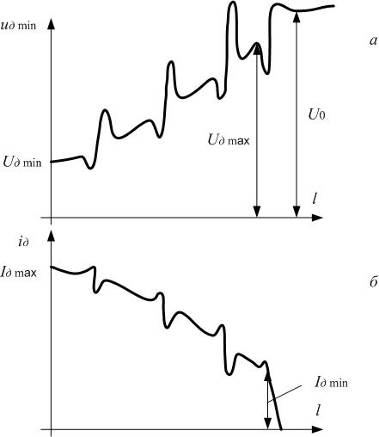
Рисунок. 5.11 – Переходный процесс при значительном удлинении дуги
Колебания напряжения сети являются другим возмущающим воздействием, оказывающим влияние на устойчивость. У некоторых источников (трансформаторов и выпрямителей) напряжение холостого хода пропорционально напряжению сети. При падении напряжения сети снижается и напряжение холостого хода источника U0, а следовательно, уменьшается разрывная длина дуги lдр. Поэтому эффективной мерой повышения устойчивости системы является стабилизация напряжения холостого хода.
Дата добавления: 2022-05-27; просмотров: 120;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
