Накатывание рифлений.
Целый ряд деталей делают не гладкими, а с рифленой поверхностью для удобства использования.
Цилиндрические рукоятки различных измерительных инструментов, рукоятки калибров, головки микрометрических винтов и круглые гайки делают не гладкими, а рифлеными, чтобы удобнее было пользоваться ими. Такая рифленая поверхность называется накаткой, а процесс ее получения — накатыванием. Накатка бывает прямой и перекрестной.
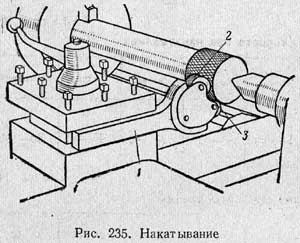
Рифленая поверхность может иметь различные узоры: елочные, прямые, косые, точечные. Рифление получают обкатыванием поверхности роликами из закаленной инструментальной стали с соответствующим узором. Для накатывания в резцедержателе суппорта станка закрепляют особую державку 1 (см. рис.), в которой установлены для простой накатки один, а для перекрестной — два ролика 2 и 3 из инструментальной закаленной стали с нанесенными на них зубчиками.
Зубчики на роликах имеют различные размеры и по-разному направлены (рис. 236), что позволяет получить накатку различных узоров.
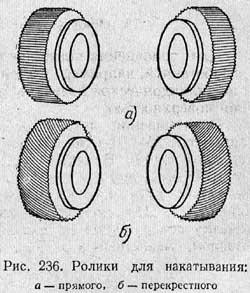
Ролики для накатывания:
а-прямого, б- перекрестного
При накатывании державку прижимают к вращающейся детали. Ролики вращаются и, вдавливаясь в материал детали, образуют на ее поверхности накатку. Она может быть крупной, средней или мелкой в зависимости от размеров зубчиков на роликах.
При накатывании производят подачу в двух направлениях — перпендикулярно к оси детали и вдоль оси. Для получения достаточной глубины накатки можно вести накатывание в 2—4 прохода.
Правила накатывания: 1) начиная накатывание, следует дать сразу сильный нажим и проерить, попадают ли зубчики ролика при следующих оборотах в сделанные ими насечки;
2) ролики должны соответствовать требуемому узору детали;
3) двойные ролики должны быть точно расположены один под другим;
4) перед работой ролики нужно тщательно очистить проволочной щеткой от остатков материала;
5) во время накатывания рабочие поверхности роликов следует хорошо смазывать веретенным или машинным маслом.
яют один накатной ролик или два (для получения сетчатых рифлений).
Ролики должны располагаться строго параллельно обрабатываемой поверхности.
Накатывание осуществляют за два-три рабочих хода, его ведут с подачей в обе стороны. Поперечную подачу роликов (вдавливание в поверхность) осуществляют в конце каждого рабочего хода. Режим обработки: продольная подача — 1...2 мм/об; окружная скорость при обработке заготовок из стали — 10...20 м/мин, из чугуна — 30...40 м/мин, из алюминия — 70...80 м/мин; поперечная подача — 0,05...0,1 мм/ход. Смазывание осуществляется индустриальным маслом.
Размер заготовки под накатывание рифлений принимают с учетом выдавливания металла роликами. Накатные ролики периодически прочищают стальной щеткой, удаляя из канавок металлическую пыль.
Дата добавления: 2021-02-19; просмотров: 277;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
