Сутунка 6 – 50мм х 150 -500мм
Далее полупродукты идут на изготовления различного вида проката.
Производство сортового проката
Справка: По размеру профиля сортовой прокат делится на:
· крупный — круглая сталь диаметром 80-250 мм, квадратная сталь со стороной 70-200 мм, периодические арматурные профили № 70-80, угловая сталь с шириной полок 90-250 мм, швеллеры и двутавровые балки обычные и облегченные высотой 360—600 мм, специальные широкополочные двутавры и колонные профили высотой до 1000 мм, шестигранная сталь до № 100, рельсы железнодорожные с массой 1 м длины 43-75 кг, полосовая сталь шириной до 250 мм и др.;
· средний — круглые диаметра 32-75 мм, квадратные со стороной 32-65 мм и шестигранные до № 70, стальной периодический арматурный профиль № 32-60, двутавровые балки высотой до 300 мм, швеллеры высотой от 100—300 мм, рельсы узкой колеи Р18-Р24, штрипсы сечением до 8x145 мм, разнообразные фасонные профили отраслевого назначения и др;
· мелкий — круглая сталь диаметром 10-30 мм, квадратная сталь со стороной 8-10 мм, периодический арматурный профиль № 6-28, угловая сталь с шириной полок 20-50 мм, швеллеры № 5-8, полосовая сталь шириной до 60 мм, шестигранная сталь до № 30 и разнообразные фасонные профили отраслевого назначения эквивалентных размеров.
Производство бесшовных труб.
I этап – получение толстостенной гильзы (диаметром 60-650мм и толщиной стенки 10-100мм)
Прошивка слитка осуществляется в горячем состоянии на стане поперечно-винтовой прокатки, двумя конусообразными рабочими валками, оси которых скрещиваются под углом 6-12°.
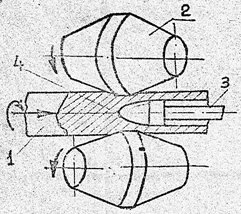
Схема прошивки слитка.
Благодаря косому расположению валков заготовка при прокатке получает одновременно вращательное и поступательное движение. Вследствие этого, каждая точка деформируемой части заготовки совершает винтовое движение. При этом в заготовке возникают радиальные растягивающие напряжения, вызывающие течение металла от ее центра к периферии. В результате металл в центре заготовки 4 доводится до состояния разрыхления, и заготовка сравнительно легко прошивается прошивнем 3 с образованием трубной заготовки – толстостенной гильзы.
II этап - раскатка толстостенной гильзы на тонкостенную трубу на автоматическом стане
Прокатку производят на неподвижной оправке в круглых калибрах. Толщина стенки трубы зависит от просвета между калибром и оправкой. Прокатку выполняют за два прохода с поворотом трубы на 90° после первого прохода.
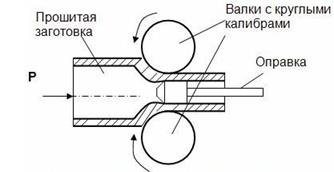
Схема раскатки гильзы на автоматическом стане
III этап – отделка и калибровка тонкостенной трубы.
При небольшой степени деформации получают более точные размеры и заданное качество поверхности.
Дата добавления: 2020-04-12; просмотров: 298;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
