ОБРАБОТКА НА ВАЛАХ ШПОНОЧНЫХ ПАЗОВ
Наибольшее распространение в машиностроении получили призматические и сегментные шпонки.
Шпоночные пазы для призматических шпонок могут быть сквоз-ными (рис. 1.26, а), закрытыми с одной стороны (рис. 1.26, б), закрытыми с двух сторон, т. е. глухими (рис. 1.27, в). Наименее технологич-
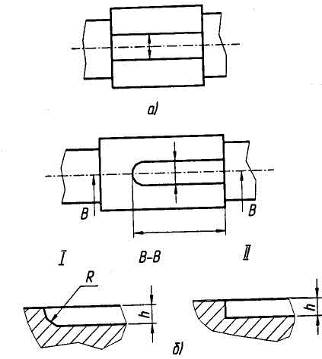
Рис. 1.26. Виды шпоночных пазов:
а —сквозные; б — закрытые с одной стороны (/—с радиусным выходом; II—с выходом под концевую фрезу)
ными являются глухие шпоночные пазы. Предпочтительнее приме-нение сквозных пазов и пазов закрытых с одной стороны, но с радиусным выходом.
К технологическим задачам при обработке шпоночных пазов от-носятся требования по точности ширины паза (по IT9), глубины паза (с рядом отклонений: + 0,1; + 0,2; + 0,3), длины (по IT15). Требуется обеспечить также симметричность расположение паза относительно оси шейки, на которой он расположен.
Установка валов при обработке пазов обычно производится на призме или в центрах (рис. 1.27).
При проектировании техмаршрута операция «фрезеровать шпо-ночный паз» располагается после обтачивания шейки, до ее шлифо-вания, так как вследствие удаления части материала посадочное место вала иногда деформируется.
Шпоночные пазы изготовляются различными способами в зави-симости от конфигурации паза и вида применяемого инструмента; они выполняются на горизонтально-фрезерных или вертикально-фрезерных станках общего назначения или специальных.
|
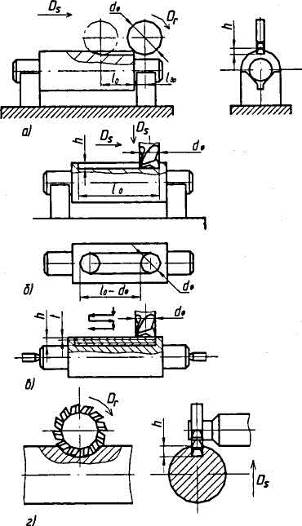
Рис. 1.27. Методы фрезерования шпоночных пазов:
а —дисковой фрезой с продольной подачей; б— концевой фрезой с продольной подачей; в — шпоночной фрезой с маятниковой подачей; г — дисковой фрезой с вертикальной пода-чей
Сквозные и закрытые с одной стороны шпоночные пазы изготов-ляются фрезерованием дисковыми фрезами (рис. 1.27, а). Фрезерование пазов производится за один-два рабочих хода. Этот способ наиболее производителен и обеспечивает достаточную точность ширины паза.
Применение этого способа ограничивает конфигурация пазов: за-крытые пазы с закруглениями на концах не могут выполняться этим способом; они изготовляются концевыми фрезами за один или несколько рабочих ходов (рис. 1.27, б).
Фрезерование концевой фрезой за один рабочий ход производится таким образом, что сначала фреза при вертикальной подаче прохо-дит на полную глубину паза, а потом включается продольная подача, с которой шпоночный паз фрезеруется на полную длину. При этом способе требуется мощный станок, прочное крепление фрезы и обильное охлаждение. Вследствие того, что фреза работает в основном своей периферийной частью, диаметр которой после заточки несколько уменьшается, то в зависимости от числа переточек фреза дает неточный размер паза по ширине.
Для получения по ширине точных пазов применяются специаль-ные шпоночно-фрезерные станки с маятниковой подачей, работаю-щие концевыми двуспиральными фрезами с торцовыми режущими кромками. При этом способе фреза врезается на 0,1...0,3 мм и фрезерует паз на всю длину, затем опять врезается на ту же глубину, как и в предыдущем случае, и фрезерует паз опять на всю длину, но в другом направлении (рис. 1.27, в). Отсюда и происходит определение метода — «маятниковая подача». Этот способ является наиболее рациональным для изготовления шпоночных пазов в серийном и массовом производствах, так как дает вполне точный паз, обеспечивающий полную взаимозаменяемость в шпоночном соединении. Кроме того, поскольку фреза работает торцовой частью, она будет долговечнее, так как изнашивается не периферическая ее часть, а торцовая. Недостатком этого способа является значительно большая затрата времени на изготовление паза по сравнению с фрезерованием за один рабочий ход и тем более с фрезерованием дисковой фрезой. Отсюда вытекает следующее: 1) метод маятниковой подачи надо применять при изготовлении пазов, требующих взаимозаменяемости; 2) фрезеровать пазы за один рабочий ход нужно в тех случаях, когда допускается пригонка шпонок по канавкам.
Сквозные шпоночные пазы валов можно обрабатывать на стро-гальных станках. Пазы на длинных валах, например, на ходовом вале токарного станка, строгают на продольно-строгальном станке. Пазы на коротких валах строгают на поперечно-строгальном стан-ке — преимущественно в единичном и мелкосерийном производст-вах.
Шпоночные пазы под сегментные шпонки изготовляются фрезе-рованием с помощью дисковых фрез (рис. 1.27, г).
Шпоночные пазы в отверстиях втулок зубчатых колес, шкивов и других деталей, надевающихся на вал со шпонкой, обрабатываются в единичном и мелкосерийном производствах на долбежных станках, а в крупносерийном и массовом — на протяжных станках. На рис. 1.28 показано протягивание шпоночного паза в заготовке зубчатого коле-
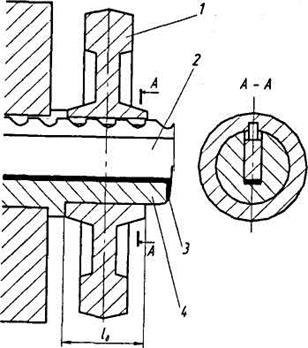
Рис. 1.28. Протягивание шпоночного паза в отверстии
са на горизонтально-протяжном станке. Заготовка 1 насаживается на направляющий палец 4, внутри которого имеется паз для направления протяжки 2. Когда канавка протягивается за 2—3 рабочих хода, то под протяжку помещают подкладку 3.
Дата добавления: 2022-07-20; просмотров: 175;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
