Группирование деталей
Группа (операционная) — совокупность деталей, характеризуемая при обработке общностью оборудования, оснастки, наладки и технологического процесса (операционная).
Группа деталей в групповом производстве характеризуется единством в смысле: а) конструкторском, б) технологическом (общность технологии), в) инструментальном (общность оснащения), г) организационно-плановом (единое планирование и организация производства).
Образование технологических групп — наиболее ответственный процесс.
Создание унифицированных (групповых) процессов изготовления деталей может базироваться на различных методах группирования деталей. При этом возможны:
1) группирование деталей — по конструктивно-технологическому сходству (наиболее типичные совокупности в этом случае — группы валиков, втулок, шестерен и др.);
2) группирование деталей по их элементарным поверхностям, позволяющее установить варианты обработки этих поверхностей, а из комбинации элементарных процессов получить технопроцесс изготовления любой детали;
3) группирование деталей по преобладающим видам обработки (типам оборудования), единству технологического оснащения и общности наладки станка.
Во всех случаях учитываются назначение, конструкция, точность размеров и шероховатость обрабатываемых поверхностей, общность решения основных технологических задач, сходство маршрутов обработки, однородность заготовок, объем выпуска и др.
В условиях мелкосерийного и серийного производства наибольшее распространение получил метод группирования деталей по применяемому для обработки типу оборудования, единству технологического оснащения, общности настройки станка с использованием комплексной детали.
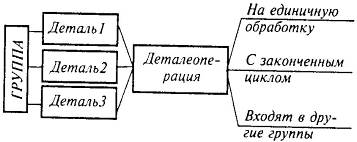
Рис. 5.2. Группа деталей с циклом обработки на одном типе оборудования
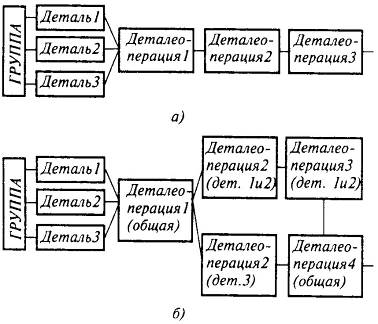
Рис. 5.3. Группа деталей с циклом обработки на разнотипном оборудовании

Рис. 5.4. Группы деталей, имеющих общность технологического маршрута с циклом обработки на разнотипном оборудовании.

Рис. 5.5 Схема группового технологического процесса:
1 — шестерня без термообработки (ТО); 2 — шестерня с ТО; 3 — шестерня точная с ТО;
4 — шестерня точная без ТО; 5 — фланец; операции: 1 — токарная, 2— протяжная,
3 — сверлильно-фрезерная, 4 — зубофрезерная, 5 — зубошевинговальная, 6 — внутришлифовальная, 7—круглошлифовальная, 8 — зубошлифовальная
При группировании деталей по типам оборудования (видам обработки) используются три наиболее характерных случая.
На рис. 5.2 показана группа деталей, имеющая цикл обработки, начинающийся и заканчивающийся на одном и том же типе оборудования (заготовительные процессы, металообрабатывающие станки, отделочные процессы и т. п.).
Этот метод классификации охватывает наибольшее количество деталей и особенно эффективен, если техпроцесс у всех входящих в данную группу деталей однооперационный (станки типа револьверных, автоматы и специализированные). На рис. 5.3 показаны детали группы, имеющие общий многооперационный процесс, выполняемый на разнотипном оборудовании. Все детали данной группы проходят последовательно, либо через все деталеоперации (рис. 5.3, а), либо отдельные деталеоперации (рис. 5.3, 6).
На рис. 5.4 показан случай объединения деталей нескольких групп, имеющих общность технологического маршрута, выполняемого на разнотипном оборудовании.
Конкретный пример использования группирования по типу (рис. 5.4) показан на рис. 5.5.
Комплексная деталь
Комплексная деталь — реальная или условная (искусственно созданная) деталь, содержащая в своей конструкции все основные элементы (поверхности), характерные для деталей данной группы, и являющаяся ее конструктивно-технологическим представителем.
Под основными элементами понимаются поверхности, определяющие конструкцию детали и технологические задачи, решаемые в процессе обработки. Комплексная деталь служит основой при разработке группового процесса и групповой оснастки. Под групповой оснасткой понимается совокупность приспособлений и инструментов, обеспечивающая изготовление всех деталей данной группы с применением небольших подналадок.
Следовательно, составленный на комплексную деталь техпроцесс, с небольшими подналадками оборудования, может быть применим при изготовлении любой другой детали данной группы.
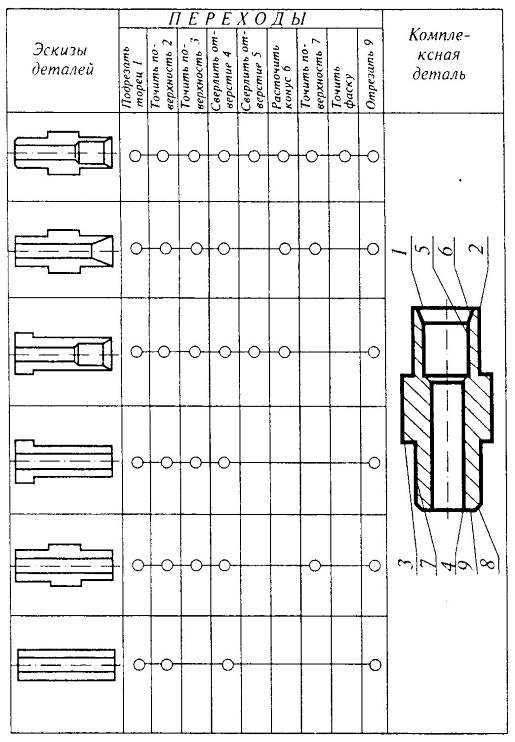
Рис. 5.6. Схема построения групповой операции
Условная комплексная деталь образуется методом наложения на наиболее характерную деталь группы новых поверхностей, отсутствующих у этой детали, но имеющихся у других деталей группы.
Групповая оснастка станка на деталеоперацию производится по комплексной детали. При переходе к изготовлению новой детали группы, как правило, необходима подналадка. На рис. 5.6 показана комплексная деталь и реализация принципа группирования в соответствии с рис. 5.2.
Дата добавления: 2022-07-20; просмотров: 151;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
