ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ФАКТОРОВ НА ВЕЛИЧИНУ ШЕРОХОВАТОСТИ
На шероховатость поверхности заготовок и деталей оказывают влияние многие технологические факторы. При обработке резанием величина, форма и направление неровностей зависят от методов, режимов и схемы обработки. Каждому методу соответствует определенный диапазон шероховатостей. Из параметров режимов резания наиболее существенное влияние на величину шероховатости оказывают скорость главного движения резания и подача.
Влияние скорости главного движения резания на шероховатость зависит от наростоообразования на режущей кромке инструмента, а также от захвата и отрыва слоев, расположенных под режущей кромкой (для стали), и хрупкого выламывания частиц материала (для серого чугуна и твердых цветных сплавов). Зависимость величины шероховатости от скорости главного движения резания представлена на рис. 3.1, а.
График показывает, что при скоростях порядка 15...30 м/мин имеет место увеличение шероховатости. Причиной является наростообразование на резце. При скорости главного движения резания более 30 м/мин из-за возрастания температуры в зоне резания наростообразование прекращается и величина шероховатости уменьшается. При обработке резанием материалов не склонных к образованию нароста величина шероховатости не зависит от изменения скорости главного движения резания.
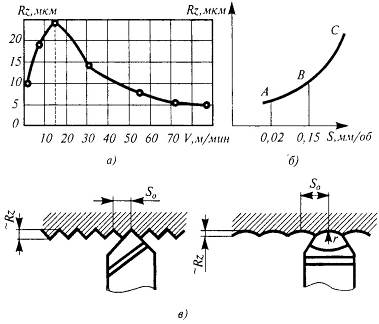
Рис. 3.1. Влияние технологических факторов на величину микронеровностей: а — скорости резания; б— подачи; в — радиуса закругления резца
При шлифовании шероховатость снижается с увеличением скорости главного движения резания и уменьшением его подачи во всех трех направлениях.
Влияние подачи на шероховатость при точении можно приближенно определить из сопоставления двух смежных положений резца, смещенных на величину подачи S (рис. 3.1, б, в) по формуле

При точении и строгании резцами с широкой режущей кромкой, при сверлении, зенкеровании, развертывании величина подачи оказывает мало заметное влияние на шероховатость.
Глубина резания при достаточной жесткости не оказывает существенного влияния на шероховатость. При снятии корки у отливок и наклепанного слоя у стальных заготовок должна быть назначена глубина резания, обеспечивающая полное снятие такого слоя.
Геометрическая форма режущего инструмента оказывает влияние на шероховатость. Передний угол у, угол наклона режущей кромки Я, задний угол а мало влияют на величину шероховатости. Большее значение оказывают радиус закругления при вершине, углы в плане — главный φ и вспомогательный φ1. При увеличении радиуса закругления величина шероховатости уменьшается (рис. 3.1, в). С увеличением угла ф и ф) величина шероховатости увеличивается.
Свойства и структура обрабатываемого материала оказывают влияние на шероховатость поверхности. Более вязкие и пластичные материалы (например, низкоуглеродистая сталь), склонные к пластическим деформациям, дают при их обработке резанием большую шероховатость.
При увеличении хрупкости материала величина шероховатости уменьшается. При резании хрупких материалов зависимость Rz = f(V) не имеет «горба» и выражается горизонтальной линией. Стали с повышенным содержанием серы (автоматные) и стали с присадкой свинца после обработки резанием имеют меньшую шероховатость, чем углеродистая сталь, обработанная в одинаковых с ними условиях. С увеличением твердости обрабатываемого материала величина шероховатости снижается.
Как уже отмечалось, одним из основных параметров качества поверхностного слоя являются физико-механические свойства, которые характеризуются твердостью; структурой; величиной, знаком к глубиной распространения остаточных напряжений; глубиной деформации слоя; наличием или отсутствием внешних дефектов (микротрещин, ликвации и т. п.).
Физико-механические свойства поверхностного слоя отличаются от исходного материала. Это связано с воздействием силовых и тепловых факторов при изготовлении и обработке заготовок.
Материал поверхностного слоя испытывает упрочнение (наклеп или разупрочнение; изменяется его структура, микротвердость; образуются остаточные напряжения.
После механической обработки стальной заготовки в поверхностном слое выделяют три зоны (рис. 3.2, а):
I — зона резко выраженной деформации; характеризуется большими искажениями кристаллической решетки металла, раздроблением зерен, высокой твердостью;
II — зона деформации; в этой зоне наблюдается вытягивание зерен, наволакивание одних зерен на другие, понижение твердости;
III — переходная зона; в этой зоне состояние слоя постепенно приближается к состоянию исходного материала.
Глубина поверхностного слоя зависит от метода и режимов обработки и составляет от 5 мкм при тонкой обработке до сотен мкм — при черновой.
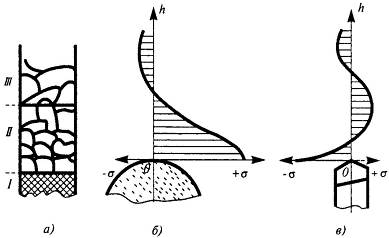
Рис. 3.2. Поверхностный слой детали из стали:
а — структура; б — напряжения в поверхностном слое после абразивной обработки; в — напряжения в поверхностном слое после лезвийной обработки
Физико-механические свойства поверхностного слоя определяются применяемыми методами и режимами изготовления и обработки заготовок.
При обработке лезвийным инструментом имеет место взаимодействие в основном силовых, а также тепловых факторов. Вследствие этого поверхностный слой имеет, как правило, сжимающие (отрицательные) напряжения (рис. 3.2, в).
Однако при высоких скоростях главного движения резания остаточные напряжения могут быть растягивающими.
При шлифовании большее влияние оказывают тепловые факторы, меньшее — силовые. Характерные для шлифования высокие температуры в поверхностном слое вызывают структурную неоднородность и, вследствие этого, поверхностные прижоги, микротрещины, цвета побежалости. В поверхностном слое при шлифовании возникают остаточные напряжения растяжения, т. е. положительные (рис. 3.2, б).
При накатывании обработанных поверхностей роликами и шариками обеспечивается пластическая деформация поверхностного слоя, снижение шероховатости и получение сжимающих напряжений. Чрезмерный наклеп при накатывании приводит к разрушению («шелушению») поверхностного слоя.
Остаточные напряжения распространяются на глубину 0,05...0,15 мм.
Воздействие силовых и тепловых факторов также зависит от варьирования режимами резания и условий обработки.
Уменьшение остаточных напряжений в поверхностном слое может быть достигнуто:
— снижением интенсивности теплообразования;
— уменьшением скорости главного движения резания;
— уменьшением глубины резания;
— применением более «мягких» кругов и выхаживания при шлифовании;
— применением обильного охлаждения.
Кроме остаточных напряжений в поверхностном слое изготавливаемой детали образуется наклеп. Он возникает в результате больших перепадов температур и больших деформаций, приводящих поверхностные слои к упрочнению. Интенсивность и глубина распространения наклепа возрастают с увеличением сил и продолжительности их воздействия и с повышением степени пластической деформации металла поверхностного слоя.
Одновременно с упрочнением из-за нагрева зоны резания в металле поверхностного слоя протекает разупрочнение, возвращающее металл в его первоначальное ненаклепанное состояние. Конечное состояние металла поверхностного слоя определяется соотношением скоростей протекания процессов упрочнения и разупрочнения, зависящим от преобладания действий в зоне резания силового или теплового фактора.
Состояние поверхностного слоя существенно влияет на работоспособность поверхности. Наклеп поверхности в несколько раз уменьшает ее износ, способствует созданию сжимающих напряжений, повышающих предел выносливости, прочность деталей. Растягивающие напряжения увеличивают износ, снижают прочность и приводят к появлению микротрещин на рабочих поверхностях. От остаточных напряжений зависит первоначальная и последующая эксплуатационная точность деталей и машин.
Целенаправленное формирование поверхностного слоя заданного качества, исходящего из требований длительной и надежной эксплуатации деталей, обеспечивается путем применения обычных методов, т. е. рационального выбора последовательности режимов и условий обработки, упрочнения поверхностей закалкой, химико-термической обработкой (цементация, азотирование, цианирование, сульфидирование и др.); наплавкой; гальваническими покрытиями (хромирование, никелирование, цинкование и др.), а также применением специальных методов.
К специальным методам повышения качества поверхностей могут быть отнесены упрочняющие методы пластического деформирования без снятия стружки, создающие наклеп и сжимающие напряжение 400...700 Н/мм2 . К ним относятся: вибрационное обкатывание, дробеструйное упрочнение, чеканка, обкатывание и раскатывание роликами и шариками, дорнование и калибрование, алмазное выглаживание, электрохимическая обработка и др.
Дата добавления: 2022-07-20; просмотров: 139;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
