Резьбы и их характеристики
ГОСТ 11708—66 устанавливает основные определения для резьб общего назначения.
Резьба — поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Резьбовое соединение — соединение деталей с помощью резьбы, обеспечивающее их относительную неподвижность или заданное перемещение одной детали относительно другой.
Цилиндрическая резьба — резьба, образованная на цилиндрической поверхности.
Коническая резьба — резьба, образованная на конической поверхности.
Наружная резьба — резьба, образованная на наружной, охватываемой поверхности, которая носит название болт (или винт).
Внутренняя резьба — резьба, образованная на внутренней, охватывающей поверхности, которая носит название гайка.
Правая резьба — резьба, образованная контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя.
Левая резьба — резьба, образованная контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси в направлении от наблюдателя.
По числу заходов резьбы подразделяются на однозаходные и многозаходные.
Ось резьбы — прямая, относительно которой происходит винтовое движение плоского контура, образующего резьбу.
Профиль резьбы - контур сечения резьбы в плоскости, проходящей через ее ось (рис.1а).
Боковые стороны профиля − прямолинейные участки профиля, принадлежащие винтовым поверхностям (рис.1б).
Вершина профиля − участок профиля, соединяющий боковые стороны выступа.
Впадина профиля − участок профиля, соединяющий боковые стороны канавки.
Угол профиля α. − угол между боковыми сторонами профиля.
Углы наклона сторон профиля β и γ − углы между боковыми сторонами профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем углы наклона сторон равны половине угла профиля α /2.
Рабочая высота профиля h − высота соприкосновения сторон профиля наружной и внутренней резьб в направлении, перпендикулярном к оси резьбы (рис. 1а).
Сбег резьбы − участокнеполного профиля в зоне перехода резьбы к гладкой части (рис. 1в).
Длина резьбы – длина участка поверхности, на котором образована резьба, включая сбег резьбы и фаску.
Длина резьбы с nолным nрофилем − длина участка, на котором резьба имеет полный профиль.
Длина свинчивания − длина соприкосновения винтовых поверхностей наружной и внутренней резьб в осевом направлении.
Только для цилиндрической резьбы.
Высота исходного профиля Н − высота остроугольного профиля,
полученного путем продолжения боковых сторон профиля до их пересечения ( рис. 16).
Высота nрофuля h1 − расстояние между вершиной и впадиной профиля в направлении, перпендикулярном к оси резьбы.
Шаг резьбы p − расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Ход резьбы t − расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы (рис. 1г). Ход резьбы есть величина относительного осевого перемещения винта (гайки) за один оборот.
В многозаходной резьбе ход равен шагу, умноженному на число заходов n:
t = pn. (3.1)
Угол подъема резьбы λ * − угол, образованный касательной к винтовой линии в точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной к оси резьбы:
tgλ = t/πd2 =pn / πd2 (3.2)
Наружный диаметр резьбы d − диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы.
Внутренний диаметр резьбы d1 − диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или в вершины внутренней резьбы .
Средний диаметр резьбы d2 − диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точке, где ширина канавки равна половине шага резьбы.
Только для конической резьбы.
Высота исходного профиля Н – расстояние в направлении, перпендикулярном к оси резьбы между двумя параллельными прямыми, в которые вписан остроугольный профиль, полученный путем продолжения боковых сторон профиля до их пересечения.
а) б)
в)
г) 
Рис.1. Характеристика резьб: а) основные параметры; б) боковые стороны профиля, вершина и впадина профиля; в) длина и сбег резьбы; г) шаг и ход резьбы.
Высота профиля h1 – расстояние в направлении, перпендикулярном к оси резьбы, между двумя параллельными прямыми, касательными к вершинам и впадинам профиля.
Шаг резьбы p – проекция на ось резьбы отрезка, соединяющего соседние вершины остроугольного профиля резьбы.
Основная плоскость – расчетное сечение, расположенное на заданном расстоянии от базы конуса.
Наружный диаметр резьбы d — диаметр воображаемого конуса описанного вокруг вершин наружной или впадин внутренней резьбы, в основной плоскости или в заданном сечении.
Внутренний диаметр резьбы d1— диаметр воображаемого конуса вписанного во впадины наружной резьбы или в вершины внутренней резьбы, в основной плоскости или в заданном сечении.
Средний диаметр резьбы d2 (отнесенный к основной плоскости или заданному сечению) - диаметр воображаемого соосного срезьбой конуса, образующая которого пересекает профиль резьбы в точках, где проекция ширины канавки на ось резьбы равна половине шага.
В терминологии резьб дополнительно выделяют виток и нитку резьбы. Под витком резьбы принято понимать ту часть выступа ее, которая охватывает резьбовую деталь в пределах до 3600. Выступ резьбы, охватывающий резьбовую деталь свыше одного раза, т. е. более 3600, принято называть ниткой резьбы.
Наибольшее распространение получила метрическая резьба с крупным шагом (ГОСТ 8724 – 81 , ГОСТ 9150 – 81 , ГОСТ 24705 – 81 , рис. 2а). Резьбы с мелкими шагами более чувствительны к неточностям изготовления резьбы и быстрее изнашиваются.
Метрические резьбы с мелкими шагами по сравнению с резьбой с крупным шагом при одном и том же наружном диаметре резьбы обеспечивают резьбовой детали большую прочность (глубина канавок резьбы меньше и внутренний диаметр резьбы больше) и большую надежность от самоотвинчивания (шаг резьбы а, следовательно, и угол подъема резьбы меньше). Поэтому метрические резьбы с мелкими шагами применяют при изготовлении резьбовых деталей: тонкостенных, служащих для регулирования и подверженных действию динамических нагрузок.
Н=0,86603Р
Рис.2а. Метрическая резьба
Дюймовая резьба (Рис.2б.),так же как и метрическая, является треугольной крепежной. В РФ она применяется для замены резьбовых деталей старых машин, а также импортных машин, ввозимых к нам из стран, в которых применяется дюймовая система мер (США, Англия и др.), и в некоторых особых случаях.
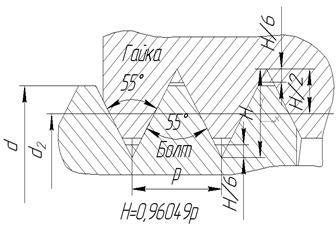
Рис.2б. Дюймовая резьба
Трубная цилиндрическая (ГОСТ 6357 – 81 Рис.2в),
Н=0,96049Р, Н1=0,64031Р
Рис.2в. Трубная цилиндрическая
Трубная коническая(ГОСТ 6211 – 81, рис. 2г.)
Н=0,96024Р, φ=1о47/27//
Рис.2г. Трубная коническая
Коническаядюймовая (ГОСТ 6111 – 52, Рис.2д.) резьба
Н=0,866Р, φ=1о47/27//
Рис.2д.Коническая дюймовая
представляют собой мелкие дюймовые крепежно-уплотняющие резьбы. Они применяются в основном для соединения труб и арматуры трубопроводов. Конические резьбы обеспечивают герметичность соединения резьбовых деталей без специальных уплотнений.
| . |
Трапецеидальная резьба (ГОСТ 9484 -80; ГОСТ 24737 – 814 …24739 – 81 рис.2е.)
Н=1,865Р, Н1=0,5Р
Рис.2е. Трапецеидальная резьба.
является основной резьбой для передач винт – гайка и для червяков червячных передач. Она удобна для изготовления, по сравнению с треугольнойрезьбой имеет меньшие потери на трение и по сравнению с прямоугольной резьбой более прочная.
Упорная резьба(ГОСТ 10177 – 82, рис.2ж.)
Н=1,73205Р, h=0,75P, e=0,26384P, z=0,11777P
Рис.2ж. Упорная резьба
имеет несимметричныйтрапецеидальный профиль витков. Применяется для винтов, воспринимающих большую одностороннюю осевую нагрузку в прессах, нажимных устройствах прокатных станов, в грузовых крюках и т. п.
Круглая резьба
Рис.2з. Круглая резьба
применяется для некоторых соединений. Несколько видов круглой резьбы стандартизованы ГОСТ 13536 – 68 и др. Применяется для винтов, несущих весьма большие динамические нагрузки, работающих в загрязненной среде с частым отвинчиванием и завинчиванием (вагонные сцепки, пожарная арматура), а также в тонкостенных изделиях, как, например, на цоколях и патронах электроламп, соединительных частях противогазов и т. п.
Прямоугольная, (в том числе и квадратная) резьбаизготовляется на токарно-винторезных станках. Этот способ не позволяет получить высокую точность и поэтому прямоугольная резьба применяетсясравнительно редко и соответственно не стандартизована.
Размеры стандартной резьбы принимают по соответствующему ГОСТу в зависимости от наружного диаметра резьбы d.Болты, винты, шпильки, гайки, шайбы и гаечные замки различают общего назначения, широко распространенные в различных конструкциях, и специального назначения, имеющие ограниченное применение только в отдельных случаях. Все детали общего назначения и некоторые специального назначения стандартизованы.
Дата добавления: 2022-05-27; просмотров: 92;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
