Контроль плоскостей.
1)Метод световой щели (прямолинейность) l < 1 м , допуск на просвет 0,0002 - 0,01.
2)Метод линейных отклонений:
а) при помощи контрольной линейки;
б) при помощи специальных калибров; специальными приборами.
3) Метод угловых отклонений; автоколлиматор, уровень.
Обработка отверстий корпусных и других деталей.
Технология обработки отверстий зависит от производственной программы, конструкции, размеров и их точности.
Оборудование: сверлильные станки, расточные, хонинговальные, ОЦ (показать схемы).
В условиях серийного производства расточные операции применяются с применением кондукторов.
В условиях крупносерийного и массового производства расточные операции осуществляются на агрегатных станках.
Отделочные операции:
Тонкое растачивание;
Хонингование;
Раскатывание;
Прошивка.
Хонингование отверстий 1Т6 - 9, Rq 1,25 - 0,08 мкм, отклонение геометрической формы до 0,005 мм, диаметр отверстий от 3 до 3000 мм. Припуск 0,1 - 0,3 мм, Vonep. - 10 -- 70 м/мин., S =10-20 м/мин., Sпоп = 0,3 - 3 мкм/об.
Контроль корпусных деталей.
 1) Взаимного расположения отверстия.
1) Взаимного расположения отверстия.
Самый универсальный - набором
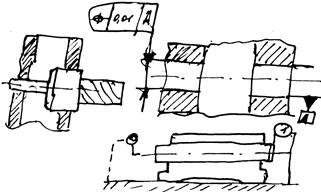 концевых мер. Имеются индикаторные приспособления.
концевых мер. Имеются индикаторные приспособления.
Обработка фасонной поверхности.
1)  Фасонные поверхности тел вращения
Фасонные поверхности тел вращения
2)  Линейности поверхностей
Линейности поверхностей
3) Фасонные поверхности объемного порядка
Обработка фасонным инструментом, стандартным инструментом.
Обработка конических поверхностей: широким резцом, резец,
(дать оборудование, примеры, инструменты, технологические приемы, в том числе ЭФХК)
Дата добавления: 2016-09-06; просмотров: 2203;
Поиск по сайту
Узнать еще
- II. Качественный контроль (социологический анализ).
- XXIV. КОНТРОЛЬ РУДНИЧНОЙ АТМОСФЕРЫ
- Автоматическая защита и контроль работы холодильных установок.
- Автоматические контрольные устройства
- Автоматический контроль формы деталей.
- Активный контроль заготовок до обработки. Блокирующие устройства
- Альтернатива турникетам – перронный контроль.
- Анализ и контроль маркетинга

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
