ОБРАБОТКА НИЗА ИЗДЕЛИЙ
Низ изделий обрабатывают после соединения и отделки боковых срезов. В зависимости от модели и свойств используемых материалов низ изделий обрабатывают любым краевым швом или поясом. Разрезы (шлицы), размещенные по нижнему краю, обрабатывают до или во время отделки низа изделия.
Обработку начинают с выравнивания линии низа. Для этого вывернутое наизнанку изделие перегибают посередине переда и спинки, раскладывают на столе и совмещают боковые и рельефные швы, вытачки на правой и левой сторонах изделия. Уточнив Длину, намечают линии низа и подгиба низа по вспомогательному лекалу. Подрезают излишки материала по линии низа. В изделиях из толстых материалов высекают излишки припусков боковых и рельефных швов на участке припуска подгиба низа (рис. 2.32, а).
В зависимости от модели разрезы, выполненные внизу детали, обрабатывают подкройной обтачкой, окантовочным швом с помощью тесьмы или косой бейки с двумя закрытыми срезами, втачными или настрочными планками так же, как несквозные разрезы застежки (см. подразд. 2.3.1 и рис. 2.16). В такие разрезы втачивают Клинья (рис. 2.32, б). Для этого линию разреза сначала обтачивают обтачкой (рис. 2.32, в, строчка 1) так же, как разрез рукава, цельно кроенного с ластовицей (см. подразд. 2.6.3 и рис. 2.30). Затем в обтачанные края разреза втачивают клин (см. рис. 2.32. в, строчка 2). После этого срезы клина и обтачки обметывают (строчка 3).
Вид обработки разреза, совпадающего со швом — боковым средним или рельефным, зависит от длины разреза. Если длина разреза больше ширины припуска подгиба низа, то сторонами разреза являются сгибы разутюженных припусков шва соединения основных деталей (рис. 2.32, г, строчка 7). Срезы этих припусков обметаны или застрочены (строчка 2), поэтому их обработка сводится к обтачиванию углов разреза. Перед обтачиванием нижний срез изделия обметывают или подгибают на изнаночную сторону на 5...7 мм и заутюживают. Затем обтачивают нижние углы разреза (строчка 3). Строчка обтачивания проходит параллельно линии подгиба низа и ниже нее на 0,5...3,5 мм в зависимости от толщины материала. Строчка обтачивания может располагаться и под углом к линии низа (рис. 2.32, д). Излишки припусков в углах обтачивания разреза высекают, разрез приутюживают. В конце разреза ставят закрепку (строчка 5). После этого подшивают или застрачивают припуск подгиба низа (строчка 6).
Если длина разреза меньше ширины припуска подгиба низа (рис. 2.32, е), то разрез обрабатывают следующим образом. Сначала стачивают основные детали, делая пропуск строчки на участке между надсечками, определяющими длину разреза (строчка 7). Припуски шва стачивания обметывают (строчка 2) и разутюживают. Стороны разреза на участке припуска подгиба низа соединяют обтачным швом (строчка 3). Углы разреза вывертывают на лицевую сторону. Обметывают нижний срез изделия (строчка 4) и настрачивают припуск подгиба низа (строчка 5). Если моделью не предусмотрена строчка застрачивания, припуск подгиба низа закрепляют потайной строчкой вручную или на специальной машине.
Шлицу, расположенную в шве по низу изделия (рис. 2.32, ж), обрабатывают следующим образом. Срезы припуска шлицы обметывают (строчка 7) или застрачивают. Припуски шлицы перегибают по намеченным линиям на изнаночную сторону и приутюживают. Основные детали складывают лицевыми сторонами внутрь, совмещают срезы и контрольные знаки и стачивают верхний уступ шлицы по всей ширине припуска шлицы, а затем, не прерывая строчки, и основные детали по шву, в котором расположена шлица (строчка 2). Припуски шва стачивания обметывают (строчка 3). После этого уточняют длину изделия, подрезают и обметывают нижний срез изделия (строчка 4). Припуск подгиба низа отворачивают на изнаночную сторону и приутюживают. Обтачивают нижние углы шлицы горизонтальной или наклонной строчкой 5.
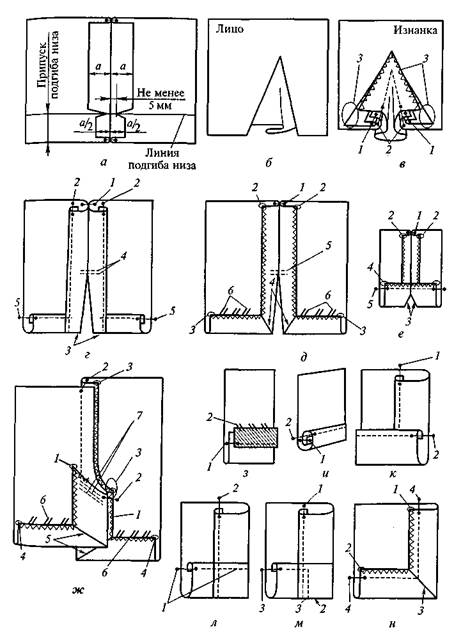
Рис. 2.32. Обработка низа изделий
Затем закрепляют припуск подгиба низа изделия (строчка 6). Закрепляют уступ шлицы с лицевой стороны изделия закрепочной строчкой 7.
Низ изделия в зависимости от модели и используемых материалов застрачивают швом вподгибку с закрытым, открытым обметанным или окантованным срезом, а также швом вподгибку с тесьмой (рис. 2.32, з). Кроме того, используют шов с двойной подгибкой (рис. 2.32, и), в котором срез низа подгибают на изнаночную сторону на 7... 10 мм и застрачивают швом шириной 1 мм (строчка 1). Припуски шва срезают до 2... 3 мм. Обработанный край низа повторно подгибают на 2...3 мм и застрачивают второй раз швом шириной 1 мм (строчка 2). Швы вподгибку выполняют на стачивающей машине со специальным приспособлением. Подшивочную строчку выполняют также потайными стежками вручную или на специальной машине.
Низ изделия окантовывают тесьмой или косой бейкой с двумя закрытыми срезами на одно игольной машине со спецприспособлением. Он может быть обтачан подкройной обтачкой или косой бейкой обтачным швом в простую или сложную рамку. Внутренний край обтачки или бейки настрачивают или подшивают потайным швом вручную или на специальной машине потайного стежка. Обтачка или косая бейка может располагаться как на лицевой, так и на изнаночной стороне изделия. Бейку можно настрачивать на низ изделия на двух игольной машине с кассетной подачей бейки и приспособлением для подгибания срезов внутрь на 7 мм. Ширина бейки в готовом виде с использованием такой машины составляет 15 или 31 мм. Низ изделия может быть обметан на специальной краеобметочной машине.
При обработке низа в изделиях со сквозной застежкой нижний срез изделия застрачивают припуском подгиба низа после обработки борта (рис. 2.32, к). Нижний срез изделия застрачивают до обработки борта (рис. 2.32, л) или после обтачивания нижнего края борта под бортом (рис. 2.32, м). Низ изделия может быть застрочен одновременно с застрачиванием подборта после обтачивания нижнего угла застежки (рис. 2.32, н).
Низ изделия обрабатывают притачным поясом. Пояс может быть цельно кроенным с подкладкой пояса или обтачным, соединенным с подкладкой пояса по нижнему краю. Подкладку пояса притачивают к нижнему краю изделия (рис. 2.33, а, строчка 2). Пояс перегибают в продольном направлении лицевой стороной внутрь, верхний срез подгибают наизнанку и обтачивают концы пояса (строчка 3). Концы пояса могут быть обтачаны до притачивания подкладки пояса к изделию. Пояс вывертывают на лицевую сторону, выправляя углы и швы. Верхний край пояса настрачивают, подгибая срез внутрь и закрывая шов притачивания подкладки пояса (строчка 4). По низу и концам пояса может быть проложена отделочная строчка, если она предусмотрена моделью.
Пояс притачивают к изделию на стачивающе обметочной машине (рис. 2.33, б). Концы пояса предварительно обтачивают (строчка 2). Подборта перегибают по линии борта и складывают их с полочками лицевыми сторонами внутрь. Пояс вкладывают между подбортом и полочкой, совмещая срезы готового пояса и нижние срезы изделия, и притачивают на стачивающе обметочной машине (строчка 3). Подборта и пояс отворачивают на лицевую сторону и выправляют. Припуски притачивания пояса могут быть настрочены на полочку.
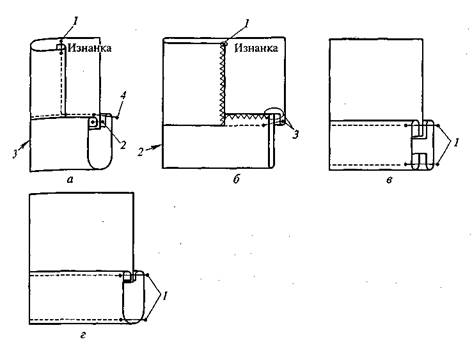
Рис. 2.33. Обработка низа изделий притачным поясом
Пояс и его отрезную подкладку можно притачивать на двух игольной двух кассетной машине с приспособлением для подгибания продольных срезов внутрь на 7 мм (рис. 2.33, в). Пояс с цельнокроеной подкладкой можно также притачивать к низу изделия на двух игольной машине с приспособлением для подгибания продольных срезов (рис. 2.33, г).
Дата добавления: 2017-04-05; просмотров: 4617;
Поиск по сайту
Узнать еще
- Cущность организации и ее основные признаки
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- I. Общие принципы структурно-функциональной организации клетки и её компоненты. Плазмолемма, её структура и функции.
- I. Япония во второй половине XIX в. Продолжение модернизации страны
- II. Оппозиционные организации и их роль в подготовке революции
- II. Организация дезинфекционных и стерилизационных мероприятий в организациях, осуществляющих медицинскую деятельность
- II. Функционально-структурная организация и программное обеспечение персонального компьютера

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
