Групповая обработка деталей
В условиях мелко- и среднесерийного производства при изготовлении деталей небольшими партиями возникают большие потери времени, связанные с переналадкой станков при переходе от изготовления одной детали к другой. В этих условиях целесообразно использовать групповой метод обработки, предложенный проф. С.П. Митрофановым. В основе метода лежит технологическая классификация заготовок, позволяющая сформировать группы изделий с последующей разработкой технологии их групповой обработки без переналадки или с минимальной переналадкой оборудования. Основным признаком при объединении заготовок в группы является общность обрабатываемых поверхностей или их сочетаний, при этом в состав группы часто входят заготовки различной конфигурации. В этом смысле понятие группы значительно шире понятия типа, являющегося основой построения типового ТП. Групповой ТП можно разрабатывать не только на обработку всей детали целиком, но и на выполнение отдельных операций.
Групповой технологический процесс — это процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Заключается в группировании деталей по близости служебного назначения и разработке техпроцесса на наиболее сложную деталь группы. Другие детали группы могут изготавливаться на этих же операциях либо без поднастройки станка с использованием только части установленного инструмента, либо с частичной заменой инструмента и частичной поднастройкой.
Внешне, на уровне документов, типовые и групповые техпроцессы очень похожи. Выпускаются комплекты технологической документации, после чего к ним формируются ведомости деталей, обрабатываемых по выбранным операциям этих процессов (для групповых) либо по всему техпроцессу с указанием особенностей средств технологического оснащения и прочих индивидуальных особенностей (для типовых). Первое различие состоит в том, что технолог должен иметь возможность использовать результаты работы конструктора для определения перечня деталей, обрабатываемых по групповому техпроцессу. И ещё: групповой техпроцесс является избыточным, то есть содержит все операции, по которым могут обрабатываться все исполнения детали.
Достоинства:
- возможность вести обработку на более дорогих и производительных станках – сокращение штучного времени;
- сокращение затрат подготовительно-заключительного времени;
- возможность построения ГПС (гибких производственных систем) на базе многофункциональных машин и оборудования, допускающих безостановочный переход от обработки одного изделия к другому при соответствующем изменении техпроцессов.
Группирование бывает двух видов:
1. Группирование ограничивается отдельными групповыми операциями. Такое группирование производится для общей операции реальных технологических процессов на основании общности оснастки, оборудования, требуемой квалификации исполнителя и т.д.
При таком группировании в состав группы часто входят заготовки различной конфигурации. Поэтому понятие группы значительно шире понятия типа, являющегося основой построения типового техпроцесса.
Критериями группирования выступают общность элементарных поверхностей, из которых образована конфигурация детали; возможность обработки заготовок разной конфигурации на одном оборудовании при одной наладке станка.
  |
В отдельных случаях при переходе к обработке другой заготовки данной группы допускается незначительная подналадка станка (замена режущего инструмента, сменных установочных или зажимных элементов группового приспособления, перестановка упоров и т.д.), которая должна быть осуществлена с минимальной затратой времени.
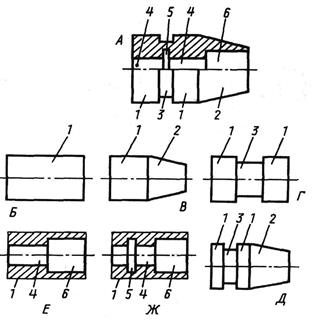 2. Построение групповых техпроцессов. Для группы близких по служебному назначению и конструктивному оформлению деталей разрабатывается комплексная деталь, которая включает в себя все геометрические элементы деталей в рассматриваемой группе. Геометрические элементы нумеруются порядковыми номерами. Затем разрабатывается техпроцесс на комплексную деталь. При переходе к реальному техпроцессу часть операций изымается в соответствии с номерами поверхностей, которые отсутствуют на чертеже данной детали. Пример.
2. Построение групповых техпроцессов. Для группы близких по служебному назначению и конструктивному оформлению деталей разрабатывается комплексная деталь, которая включает в себя все геометрические элементы деталей в рассматриваемой группе. Геометрические элементы нумеруются порядковыми номерами. Затем разрабатывается техпроцесс на комплексную деталь. При переходе к реальному техпроцессу часть операций изымается в соответствии с номерами поверхностей, которые отсутствуют на чертеже данной детали. Пример.
Таким образом, типизация техпроцессов и групповая обработка заготовок являются прогрессивными методами, позволяющими перенести высокоэффективные методы массового производства в условия единичного или даже серийного производства. Каждый из этих методов имеет свою область применения, а максимальный успех достигается при их рациональном сочетании.
После того как проведена классификация деталей и образованы группы, приступают к разработке группового ТП. Должен быть создан такой процесс, который позволил бы обработать любую деталь группы без значительных отклонений от общей технологической схемы. Решение этой задачи облегчается тем, что уже при классификации деталей учитываются возможные методы обработки каждой из них (т.е. определяется оборудование, а в ряде случаев и последовательность обработки), обеспечивающие получение готовой детали либо отдельных её поверхностей. При разработке групповых процессов необходимо исходить из следующих основных положений.
- Принятая последовательность технологических операций должна обеспечивать обработку любой детали группы.
- Технологическая оснастка должна быть групповой или универсально-переналаживаемой и пригодной для изготовления любой детали группы.
- Применяемое оборудование должно обеспечивать высокопроизводительную обработку при минимальных затратах на его переналадку.
Дата добавления: 2016-11-04; просмотров: 3123;
Поиск по сайту
Узнать еще
- HАHЕСЕHИЕ PАЗМЕРОВ HА ЧЕРТЕЖАХ ЛИТЫХ ДЕТАЛЕЙ
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
