Сборка головки блока цилиндров.
Перечень контрольно-измерительных, ремонтных и сборочных работ, выполняемых на головке блока перед её установкой на блок цилиндров, примерно следующий:
- Проверка головки блока на наличие трещин;
- Проверка деформации привалочной плоскости головки блока;
- Замена повреждённых клапанов, прогоревших сёдел клапанов, изношенных направляющих втулок клапанов,
- Притирка клапанов к сёдлам, замена маслосъёмных колпачков, сборка клапанов и деталей привода клапанов;
- Очистка и промывка гидротолкателей, наполнение их маслом, установка гидротолкателей;
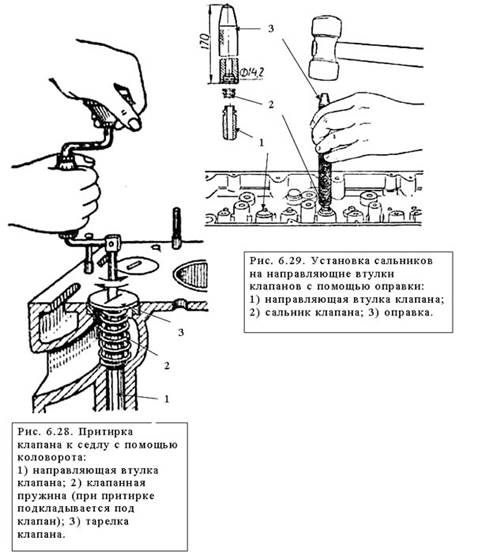
Притирка клапанов к сёдлам производится 1) попутно, при производстве ремонтных работ на головке блока, если пробег двигателя составляет более 50 тысяч км; 2) по мере необходимости (в случае потери герметичности клапанов) и 3) в обязательном порядке при проведении капитального ремонта двигателя. Притирка осуществляется абразивным порошком, смешанным с моторным или трансмиссионным маслом или специальной абразивной пастой, которую можно приобрести в магазинах торгующих запасными частями к автомобилям и расходными материалами для ремонта автомобилей. Абразив наносится на фаски клапана и седла, клапан вставляется в седло и проворачивается в нём (вперёд – назад по кругу) необходимое количество раз. Для притирки удобно пользоваться электрической дрелью, имеющий реверс (стержень клапана при этом зажимается в патрон дрели) или коловоротом (рис. 6.28).
Притирка осуществляется в два этапа. На первом этапе используется абразивный порошок/паста средней зернистости. Притирка выполняется до тех пор, пока на фасках клапана и его седла не образуется матовый поясок шириной 1,0 – 1,5 мм. Выполняя притирку, не следует стремиться сделать поверхность фасок идеально ровной т.к. для этого, скорее всего, потребуется сильно «сточить» детали. В случае если клапан и/или седло имеют значительный износ фасок детали лучше заменить новыми. На втором этапе притирки применяют более мелкий порошок.
Для проверки качества притирки головку устанавливают на ровную поверхность камерами сгорания вверх, клапаны вставляют в сёдла и в камеры сгорания заливают керосин. Если притирка выполнена качественно, уровень керосина не должен снижаться, по меньшей мере, 15 минут. Другой способ проверки качества притирки состоит в том, что на фаску притёртого клапана мягким простым карандашом наносятся четыре риски, через 90° по окружности тарелки клапана. Клапан вставляется в седло, прижимается к седлу рукой и проворачивается на 360°. На правильно притёртом клапане карандашные риски будут стёрты.
После выполнения притирки детали (клапаны, сёдла, камеры сгорания и др.) тщательно отмываются от абразивной пыли и продуваются сжатым воздухом. Только убедившись в том, что на деталях не осталось абразивного материала, можно приступать к сборке ГРМ и напресовке на направляющие втулки маслосъёмных колпачков (рис. 6.29).
Промывка гидротолкателей с их полной разборкой требуется, если имело место коксование масла во внутренних полостях деталей или серьёзные неисправности ГРМ, связанные с износом пар трения. Если детали не закоксованы и не имеют аварийного износа, разборка гидротолкателей необязательна.
Снятые при разборке двигателя гидротолкатели должны храниться погруженными в чистое моторное масло.
Дата добавления: 2016-06-22; просмотров: 2724;
Поиск по сайту
Узнать еще
- CIH — газораспределительный механизм с распределительным валом в головке блока цилиндров
- IA класс — блокаторы натриевых каналов, удлиняющие ЭРП
- IB класс — блокаторы натриевых каналов, укорачивающие ЭРП
- III КЛАСС - БЛОКАТОРЫ КАЛИЕВЫХ КАНАЛОВ, УДЛИНЯЮЩИЕ ЭРП
- IV КЛАСС - БЛОКАТОРЫ КАЛЬЦИЕВЫХ КАНАЛОВ
- IС класс — блокаторы натриевых каналов, имеющие различное влияние на ЭРП
- А - сборка крыши на смонтированном днище резервуара; б - установка полностью собранной крыши на стенку резервуара
- А) Расчет рамы в системе пространственного блока при

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
