Процесс проектирования оборудования
Системы автоматизированного
Проектирования и расчетов
САПР объединяет технические средства, математическое и программное обеспечение, параметры и характеристики которых выбирают с максимальным учетом особенностей задач инженерного проектирования и конструирования. В САПР – человеко-машинной системе – обеспечивается удобство использования программ за счет применения оперативной связи персонала с ЭВМ, специальных проблемно-ориентированных языков и информационно-справочной базы.
Процесс проектирования оборудования
Проектирование – процесс составления описания, необходимого для создания в заданных условиях еще не существующего объекта, на основе первичного описания этого объекта и (или) алгоритма его функционирования. Проектирование включает в себя комплекс работ по изысканию, исследованию, расчетам и конструированию, имеющих целью получение такого описания предмета проектирования, какое необходимо и достаточно для создания нового изделия или реализации нового процесса, удовлетворяющего заданным требованиям.
Процесс проектирования состоит из шести этапов (рис. 8.1).
Выявление потребностей предполагает установление факта существования проблемы, в соответствии с которой необходимо новое конструкторское решение.
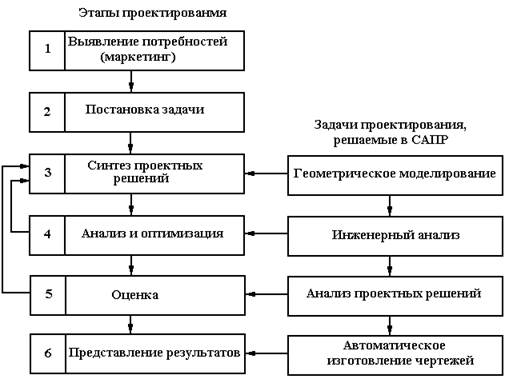
Рис.8.1. Процедуры автоматизированного проектирования.
Постановка задачи заключается в детальном описании изделия, подлежащего проектированию, его физических и функциональных характеристик, стоимости, качества и рабочих параметров.
Синтез, анализ и оптимизация проектирования тесно связаны друг с другом и многократно повторяются в том, что вначале проектировщик определяет концептуальную основу конкретного узла создаваемой системы; затем следует повторное воплощение в проектное решение до получения оптимального решения.
Оценка связана с распространением проектных характеристик конкретного варианта и сопоставлением их с требованиями, определенными на этапе постановки задачи. Для проведения такой оценки часто бывает необходимо изготовить и испытать опытный образец-прототип в целях получения реальных рабочих характеристик, параметров качества, надежности и др.
Представление результатов, заключительная фаза процесса проектирования, состоит в разработке деталировочных чертежей, спецификаций, сборочных листов, технологии изготовления и т.п. Для качественной и оперативной подготовки такой документации необходимо иметь соответствующие базы данных.
Разнообразные задачи проектирования, решаемые в современных САПР, можно объединить в четыре основных группы (рис. 8.1).
Геометрическое моделирование в рамках САПР связано с получением понятного машине математического описания геометрических свойств объекта. Для проведения геометрического моделирования использовать команды трех типов.
- команды первого типа обеспечивают формирование базовых геометрических элементов: точка, линия, окружность,
- посредством команд второго типа осуществляется масштабирование, повороты и прочие преобразования базовых элементов, а также при необходимости трехмерное моделирование,
- команды третьего типа производят компоновку целостного целостного изображения проектируемого объекта из различных элементов.
При создании геометрической модели могут быть использованы различные методы:
- двухмерное (типа 2D) моделирование – для плоских объектов,
- трехмерное (типа 3D) моделирование, позволяющее создавать сложные геометрические объекты в трехмерном изображении,
Наиболее совершенный метод геометрического моделирования – объемное твердотельное моделирование (рис. 8.2). При этом методе проектирования объект конструируется из монолитных геометрических тел, называемых графическими примитивами.
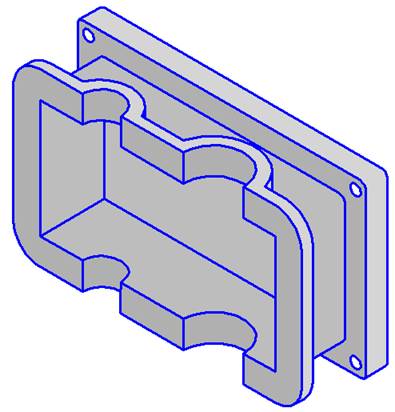
Рис. 8.2. Твердотельная модель детали сложной формы.
При выполнении инженерного анализа проекта необходимо провести расчеты механических напряжений и усилий, а также тепловых и динамических процессов полученных на основе дифференциальных уравнений описывающих поведение проектируемого объекта. Процедуры анализа могут быть автоматизированы с помощью специальных прикладных программ.
Задачи анализа свойств и масс получили в рамках САПР большое распространение, они позволяют исследовать свойства твердотельных объектов, такие как площадь поверхности, масса, объем, центр тяжести и момент инерции.
Наиболее мощный инструмент анализа, имеющийся в САПР – метод конечных элементов, в соответствии с которым объект разбивается на большое число элементов конечных размеров (обычно прямоугольников или треугольников), образующих сеть узлов концентрации напряжений. Оценка поведения целостного объекта производится на основе определения взаимосвязанного поведения всех его узлов.
В современных системах САПР происходит автоматическое выделение узлов и получение сетевой структуры объекта. Пользователь должен задать исходные параметры модели на основе метода конечных элементов, и система самостоятельно произведет все нужные вычисления.
Результат анализа по методу конечных элементов отображается в графической форме на экране дисплея в зависимости от нагружения детали, при этом изображение объекта до и после деформации может воспроизводиться разным цветом. Если полученные результаты свидетельствуют о нежелательных свойствах поведения проектируемого объекта, то конструктор имеет возможность изменить его форму и повторить анализ методом конечных элементов для новой конструкции.
Анализ проектных решений – третья задача проектирования. Точность проектирования проверяют с использованием графического терминала, что позволяет сократить число ошибок в определении размеров.
В процессе обзора решений конструктор использует процедуру разбиения на слои, что делает возможным наложение геометрических контуров детали после обработки на изображение заготовки. Такая операция гарантирует, что размеры заготовки удовлетворят требованиям к размерным характеристикам детали после обработки. Указанная процедура может применяться поэтапно в целях контроля каждого технологического перехода изготовления детали.
Еще одна процедура, реализуемая в анализе проектных решений, состоит в проверке взаимных положений элементов конструкции при ее работе. Кинематические программные пакеты обеспечивают возможность динамического воспроизведения движения проектируемого механизма, что гарантирует отсутствие столкновения элементов конструкции при ее эксплуатации.
Автоматическое изготовление чертежей предполагает выполнение в электронном виде и на бумаге конструкторских чертежей, на основе трехмерной модели (ассоциативные чертежи) или с использованием баз данных имеющихся в САПР. Это позволяет повысить производительность разработки чертежей в несколько раз за счет применения автоматических возможностей САПР по выполнению различных проекций, разрезов, сечений, дополнительных видов, масштабирования изображения конкретных элементов конструкции.
Кроме того, получение ассоциативных чертежей снижает вероятность ошибок при нанесении размеров на проекциях, за счет их автоматического получения с трехмерной модели или сборки.
Базы данных САПР могут использоваться для разработки системы классификации и кодирования деталей, что позволяет группировать детали в классы, и свойства их подобия отображать в схемах кодирования. Конструкторы могут использовать систему классификации и кодирования для отыскания конструкций деталей и не проектировать их заново. Проектируемые объекты могут быть декомпозированы на отдельные аспекты для их рассмотрения. Решение задач, связанных с преобразованием или получением описаний, относящихся к этим аспектам, называется функциональным, конструкторским и технологическим проектированием.
Функциональный аспект связан с отображением основных принципов функционирования, протекающих в объекте, и находит выражение в принципиальных, функциональных, структурных и кинематических схемах.
Конструкторский аспект связан с реализацией результатов функционального проектирования, т.е. с определением геометрических форм объектов и их взаимным расположением в пространстве.
Технологический аспект относится к реализации конструкторского проектирования, т.е. связан с описанием методов и средств изготовления объектов.
8.2. ОСНОВНЫЕ ЗАДАЧИ И ПРИНЦИПЫ САПР ТП, ВИДЫ ОБЕСПЕЧЕНИЯ
Под автоматизацией проектирования понимают систематическое использование ЭВМ в процессе проектирования при обоснованном распределении функций между человеком и ЭВМ и обоснованном выборе методов автоматизированного решения технологических задач.
Различают три вида проектирования: неавтоматизированное, автоматизированное и автоматическое. При неавтоматизированном проектировании все преобразования описаний объекта и (или) алгоритма его функционирования или алгоритма процесса, а также представление описаний на различных языках осуществляет человек. При автоматизированном проектировании все вышесказанное осуществляется в результате взаимодействия человека и ЭВМ, а при автоматическом проектировании — без участия человека.
При автоматизированном проектировании проектировщик должен решать творческие задачи, а ЭВМ — задачи, функции которых связаны в основном с выполнением нетворческих или умственно-формальных процессов при проектировании. Дальнейшее развитие теории проектирования и вычислительной техники позволяет постепенно передавать ЭВМ решение и творческих задач. Производительность труда технолога-проектировщика повышается:
1) совершенствованием системы проектирования, включая систематизацию самого процесса проектирования и улучшение труда проектировщиков;
2) комплексной автоматизацией нетворческих функций проектировщика в процессе проектирования;
3) разработкой имитационных моделей для автоматического воспроизведения деятельности человека, его способности принимать решения в условиях полной или частичной неопределенности создавшихся ситуаций.
По степени углубленности разработок различают несколько уровней проектирования: разработку принципиальной схемы ТП, проектирование технологического маршрута обработки, проектирование технологических операций, разработку управляющих программ для оборудования с числовым программным управлением.
Технологический процесс механосборочного производства и его элементы являются дискретными, поэтому задача синтеза заключается в определении их структуры. Если среди вариантов структуры ищут наилучший в некотором смысле, то такую задачу синтеза называют структурной оптимизацией.
Расчет оптимальных параметров ТП или операции (перехода) при заданной структуре с позиции некоторого критерия называют параметрической оптимизацией. Возможности постановки и решения задач структурной оптимизации ограничены, поэтому под оптимизацией часто понимают только параметрическую оптимизацию. Следовательно, параметрическая оптимизация — это определение таких значений параметров х, при которых некоторая функция F(х), называемая целевой, или функцией эффективности, принимает экстремальное значение.
На каждом уровне процесс технологического проектирования (проектирование ТП и его оснащение) представляется как решение совокупности задач (рис. 8.3).
При решении технологической задачи взаимодействие технолога-проектировщика с ЭВМ представляет процесс обмена информацией в определенном режиме. Различают два основных режима: пакетный (автоматический) и диалоговый (оперативный).
В пакетном режиме технолог-пользователь и программист, как правило, не имеют прямой связи с ЭВМ. Тексты программ, результаты их проверки и решения технологической задачи передаются машине через оператора. Пакет прикладных программ представляет комплекс программ, работающих под управлением программы-монитора, и предназначен для решения определенного класса близких друг другу технологических задач, например проектирование технологического маршрута обработки деталей определенного класса (группы), сборки узлов и сборочных операций заданного типа.
В оперативном режиме технолог-проектировщик-пользователь непосредственно связан с ЭВМ посредством пользовательского интерфейса, обеспечивающего достаточно быстрое получение информации через интервал времени, не нарушающий естественного хода его мысли.
Диалоговый режим эффективен при решении творческих задач, когда требуется эвристический подход (распознавание геометрических образов деталей, размерных и топологических связей между элементарными геометрическими образами с целью оптимального выбора схем базирования, проектирование маршрута обработки, сборки и др.). Эти и многие другие задачи можно автоматизировать лишь путем синтеза творческих процессов человека и «способностей» машинных программ. Вместе с тем в диалоговом режиме значительно увеличиваются затраты на проектирование. Можно создавать пакеты программ, позволяющих накапливать опыт проектирования и формировать алгоритмы классификации, генерирования понятий, поведения. Поэтому возникла и решается задача создания автоматизированных систем проектирования ТП в режиме диалога с последующим переходом к пакетному (автоматическому) режиму более высокого уровня путем использования программ обучения.
К числу наиболее сложных и наукоемких систем в современной технике относят САПР, разработка которой включает следующие основные задачи:
- анализ процессов технологического проектирования (разработка ТП и средств оснащения);
- алгоритмизация проектных задач на базе методов оптимизации, ММ, дискретной математики, искусственного интеллекта;
- разработка программных комплексов для решения задач проектирования производственных и технологических систем;
- создание проектов САПР, включая выбор и адаптацию программных и технических средств, разработку операционных сред САПР.
Все это является комплексом задач, решаемых разработчиком САПР при участии специалиста в предметной области (технолога-машиностроителя).
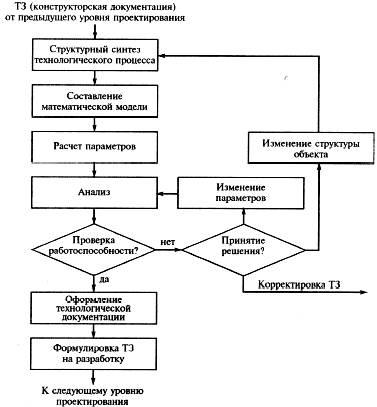
Рис. 8.3. Схема процесса проектирования на i-м уровне
При создании САПР, в том числе проектирования ТП, учитывают ряд положений:
— САПР строится как открытая и развивающаяся система, в которой проектирование ведется с помощью ЭВМ. САПР разрабатывают продолжительное время, поэтому экономически целесообразно вводить ее в эксплуатацию по частям по мере готовности. Созданный базовый вариант системы может расширяться. Кроме того, возможно появление новых, более совершенных ММ, программ, изменяются также и объекты проектирования;
— САПР создается как иерархическая система, реализующая комплексный подход к автоматизации на всех уровнях проектирования. Так, в САПР ТП обычно включают подсистемы структурного, функционально-логического и элементного проектирования (разработки принципиальной схемы ТП, проектирования маршрута, проектирования операций, разработки управляющих программ для оборудования с ЧПУ). Иерархическое построение САПР относится также к специальному программному обеспечению и к техническим средствам (центральный вычислительный комплекс и автоматизированные рабочие места);
— САПР представляет совокупность информационно-согласованных подсистем. Обслуживание всех или большинства последовательно решаемых задач ведется информационно-согласованными программами. Плохая информационная согласованность приводит к тому, что САПР превращается в совокупность автономных программ;
— САПР должна быть инвариантной системой, т. е. универсальной или типовой; ее структурными частями являются подсистемы. Подсистема — выделяемая часть системы, с помощью которой можно получить законченные результаты проектирования. Каждая подсистема содержит элементы обеспечения.
Предусматриваются следующие виды обеспечения автоматизированного (автоматического) проектирования:
методическое — совокупность документов, устанавливающих состав, правила отбора и эксплуатации средств обеспечения проектирования, необходимых для выполнения автоматизированного проектирования;
информационное — совокупность сведений, необходимых для выполнения проектирования, представленных в заданной форме;
математическое — совокупность математических методов, математических моделей и алгоритмов, необходимых для проектирования, представленных в заданной форме;
лингвистическое — совокупность языков проектирования, включая термины и определения, правила формапизацин естественного языка и методы сжатия и развертывания текстов, необходимых для проектирования, представленных в заданной форме;
программное (ПО) — совокупность машинных программ, необходимых для проектирования, представленных в заданной форме; программное обеспечение делят на две части:
1) общее ПО (операционная система), необходимое для функционирования ЭВМ;
2) специальное ПО, включающее все программы решения конкретных проектных задач;
техническое обеспечение — совокупность взаимосвязанных и взаимодействующих технических средств, предназначенных для проектирования. К техническому обеспечению предъявляются следующие требования:
- достаточность вычислительных ресурсов (производительность и емкость памяти) для решения всех основных проектных задач;
- приближенность к рабочим местам проектировщиков, создание дружественного интерфейса пользователь — ЭВМ;
- обеспечение коллективного выполнения проектирования. Главное направление ускорения вычислений в современных ЭВМ — распараллеливание вычислений. Высокопроизводительные вычисления требуются, в частности для обработки графической информации в интерактивном (в реальном масштабе времени) режиме при разработке конструкторско-технологической документации;
организационное обеспечение — совокупность документов, устанавливающих состав проектной организации и ее подразделений, связи между ними, их функции, а также форму представления результат проектирования и порядок рассмотрения проектных документов, необходимых для выполнения проектирования.
Основные виды перечисленных обеспечений требуют разработки баз данных и, как следствие их дальнейшего развития и интеллектулизации, — разработку баз знаний.
База данных (БД) — структурированная совокупность данных. Наименьшая единица описания данных называется элементом описания. Совокупность элементов описания, объединенных отношением принадлежности к одному описываемому объекту, называется записью. Если элементы описания соответствуют отдельным свойствам объекта, то запись описывает объект в целом. Например, код типа операции, логическая функция, коэффициент разветвления в совокупности составляют запись и описывают свойства конкретного объекта — технологической операции.
Система управления базами данных (СУБД) состоит из языковых и программных средств, предназначенных для создания и использования БД прикладными программами, а также непосредственно пользователями-непрограммистами.
Банк данных (БНД) — совокупность БД и системы управления БД (например, нормативно-технологическая информация).
Переход от данных к знаниям — логическое следствие развития и усложнения информационных структур, обрабатываемых на ЭВМ (например, методики выбора маршрутов обработки, параметров технологических операций и т. д.). Основными отличиями знаний и данных являются:
интерпретируемость — означает, что данные, помещенные в ЭВМ, могут содержательно интерпретироваться лишь соответствующими программами. В отрыве от программы данные не несут никакой содержательной информации. Знания отличаются тем, что возможность содержательной интерпретации присутствует в них всегда;
наличие классифицирующих отношений. Заключается в следующем — несмотря на разнообразие форм хранения данных, возможности компактного описания всех связей между различными типами данных ограничены;
ситуативные связи. Определяют ситуативную совместимость отдельных событий или фактов, хранимых или вводимых в память, и позволяют строить процедуры анализа знаний.
При автоматизированном проектировании оптимальных ТП механосборочного производства необходимо учитывать:
- системность автоматизированного проектирования на основе характера и взаимосвязи факторов, влияющих на построение ТП, определяющих обеспечение заданного качества изготовляемых изделий и экономичную эффективность разрабатываемой технологии;
- оптимизацию проектируемого ТП, предусматривающего комплексную взаимосвязь его структуры, параметров качества изготовляемого изделия, режимов обработки;
- рациональное сочетание типовых и индивидуальных технологических решений на всех уровнях проектирования.
Повышение уровня типизации, унификации и стандартизации при разработке ТП во многом определяет эффективность автоматизированного проектирования.
Автоматизированная система технологической подготовки производства (АСТПП) включает проектирование ТП как заготовительного производства, так и обработки резанием и сборки, проектирование технологической оснастки, специального инструмента и нестандартного оборудования.
Под рабочим процессом в информационной системе понимают преобразование входных данных в выходные. В данной системе это означает преобразование информации о детали, представленной в виде информационной модели в технологическую документацию. Обычно этот процесс включает:
- разработку принципиальной схемы ТП;
- проектирование технологического маршрута обработки детали;
- проектирование технологических операций с выбором оборудования, приспособлений и инструмента, а также с назначением режимов резания и норм времени;
- разработку управляющих программ для станков с ЧПУ;
- расчет технико-экономических показателей ТП, разработку необходимой технологической документации.
 Непосредственное участие проектировщика позволяет принимать решения о формальном распределении функций между ЭВМ и человеком. Важным и необходимым элементом рабочего процесса является информационное обеспечение — характеристика обрабатываемых материалов, каталоги станочного оборудования, режущего и измерительного инструмента и т. д.
Непосредственное участие проектировщика позволяет принимать решения о формальном распределении функций между ЭВМ и человеком. Важным и необходимым элементом рабочего процесса является информационное обеспечение — характеристика обрабатываемых материалов, каталоги станочного оборудования, режущего и измерительного инструмента и т. д.
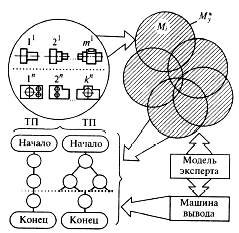
В настоящее время функционирует множество систем проектирования ТП: информационно-поисковые системы, основанные на адресации деталей к унифицированным ТП (типовым и групповым ТП), которая позволяет формировать БД по технологическому оснащению, типовым деталям и т. п.; большая группа систем основана на синтезе структуры ТП из обобщенной структуры (рис. 8.4).
Рис. 8.4. Схема синтеза структуры ТП из обобщенной структуры
Обобщенная структура Му* состоящая из типовых индивидуальных маршрутов Мi представляется как Му*=  Mi и Mi
Mi и Mi  Му*. Необходимым условием включения индивидуального маршрута Mi в обобщенную структуру является наличие непустой области пересечения М*у и Mi. Учитываются условия назначения операций (переходов) в маршруты. Модель эксперта включает алгоритмы выделения ТП (маршрута или операции) из обобщенной структуры для конкретных условий по определенным правилам (машина вывода).
Му*. Необходимым условием включения индивидуального маршрута Mi в обобщенную структуру является наличие непустой области пересечения М*у и Mi. Учитываются условия назначения операций (переходов) в маршруты. Модель эксперта включает алгоритмы выделения ТП (маршрута или операции) из обобщенной структуры для конкретных условий по определенным правилам (машина вывода).
В тех случаях, когда номенклатура изготовляемых деталей неустоявшаяся (например, в экспериментальном машиностроении), в основе
автоматизированной подсистемы проектирования ТП лежит принцип
группирования по базовым (типовым) конструктивам БК, изготовляемого комплекта деталей и конструктивным обогащениям (отдельные
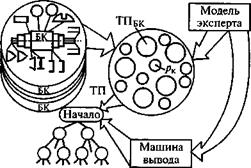
конструктивные элементы) (рис. 3.3). Таким образом, ТП для изготовления комплекта деталей можно представить как совокупность операций обработки базовых конструктивов ТПБКi и переходов рк на обработку элементов конструктивного обогащения М={ТПБКi рк}.
 Такой подход позволяет перейти к блочно-модульному принципу проектирования ТП и подготовки управляющих программ (УП) для станков с
Такой подход позволяет перейти к блочно-модульному принципу проектирования ТП и подготовки управляющих программ (УП) для станков с
ЧПУ. Модель эксперта включает правила, учитывающие соотношение конструктивных признаков базового типового образа (конструктива) и конструктивных элементов обогащения, что определяет проектирование типового или единичного ТП.
Синтез ТП происходит при выделении его из обобщенной структуры или проектируется единичный ТП.
Машина вывода в обоих случаях позволяет иметь альтернативные варианты, позволяющие учитывать изменяющиеся производственные условия (см. рис.8.5)
Рис 8.5. Схема структурного синтеза ТП на основе базового конструктива с элементами конструктивногообогащения
Достоинство разработки ТП с помощью базовых конструктивов и конструктивного обогащения состоит прежде всего в том, что она позволяет существенно упростить единичный, сквозной цикл проектирования — изготовление детали. Для таких средств проектирования существуют библиотеки операционных карт и определенные наборы групповых карт наладки оборудования. Последнее обеспечивает групповые способы производства спроектированных деталей.
При формировании типовых образов и фрагментов обогащений прежде всего учитывались данные, приходящие с технологического уровня, конкретизирующие информацию об элементах деталей на основе общности рабочего места, оснастки, режущего инструмента, материала. Это обеспечивает оперативную связь при интерактивном взаимодействии конструктора и технолога на базе вычислительной системы. Такой подход позволяет обеспечить максимальное значение целевой функции.
Выделение конкретной структуры из обобщенной происходит по нисходящим, восходящим и комбинированным направлениям. Предложенные автоматизированные системы САПР ТП являются многоуровневыми от разработки принципиальной схемы ТП до подготовки УП для изготовления деталей на станках с ЧПУ. В частности, такие системы основываются: на многошаговом синтезе; использовании таблиц применяемости; на поэтапном преобразовании описания изделия в описание ТП изготовления этого изделия; на иерархической системе математического моделирования на различных уровнях абстрагирования (САПР сборки).
Основными уровнями технологического проектирования процессов сборки в системе являются: выбор схемы базирования; определение конструктивной схемы сборочного приспособления; определение последовательности установки сборочных единиц; проектирование ТП сборки.
8.3. СТРУКТУРНЫЙ СИНТЕЗ ПРИ ПРОЕКТИРОВАНИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В основе решения задач структурного синтеза различной сложности лежит перебор вариантов счетного множества. При переборе каждая проба включает: создание (поиск) очередного варианта, принятие решения о замене ранее выбранного варианта новым и продолжение или прекращение поиска новых вариантов.
Задачи структурного синтеза при автоматизированном технологическом проектировании зависят от уровня сложности. В наиболее простых задачах синтеза (первого уровня сложности) задается структура ТП или его элементов (операции, перехода). В этом случае часто используют таблицы применяемости (табличные модели).
Для полного перебора вариантов структуры из конечного множества необходимо задавать перечень всех элементов этого множества (второй уровень сложности структурного синтеза). Такой перечень создается в виде каталога типовых вариантов структуры, например типовых технологических маршрутов. Тогда для данного класса (группы, подгруппы или вида) деталей устанавливается так называемый обобщенный маршрут (обобщенная структура) обработки. Он включает перечень операций обработки, характерный для определенного класса, подкласса или группы деталей. Перечень является упорядоченным и представляет собой множество существующих индивидуальных маршрутов. Эти маршруты имеют типовую последовательность и содержание, причем для предприятия или отрасли они отражают передовой производственный опыт.
При третьем уровне сложности структурного синтеза решаются задачи выбора варианта структуры во множестве с большим, но конечным результатом известных вариантов. Для решения таких задач используют алгоритмы направленного перебора (например, алгоритмы дискретного линейного программирования), алгоритмы последовательные, итерационные и др.; сведения задачи к полному перебору путем ограничения области поиска на стадии формирования исходных данных. Например, оптимизация плана обработки поверхности представляет задачу структурного синтеза, когда выбор варианта плана происходит во множестве с большим, но конечным числом известных вариантов. Для поиска оптимального варианта используют алгоритмы дискретного программирования, находят условия, которым должен удовлетворять оптимальный многошаговый процесс принятия решений. Подобный анализ называют динамическим программированием. Оптимальная стратегия обладает тем свойством, что, каков бы ни был путь достижения некоторого состояния (технологического перехода), последующие решения должны принадлежать оптимальной стратегии для части плана обработки поверхности, начинающегося с этого состояния (технологического перехода). Для того чтобы учесть сформулированный принцип оптимальности, можно использовать следующие обозначения: fn(рi)у — технологическая себестоимость, отвечающая стратегии минимальных затрат. Для плана обработки от технологического перехода рi, до последнего перехода (если до него остается п шагов); jn(pi) — решение, позволяющее достичь fn(рi).
Общей особенностью всех моделей динамического программирования является сведение задач принятия решения к получению рекуррентных соотношений, которые можно представить в следующем виде:
fn(pi) = min[CPij+ fn(рi)],(8.1)
где С —технологическая себестоимость при выполнении технологического перехода рj, после перехода pi.
Возможные варианты плана обработки поверхности представляют сеть или граф. Рекуррентное соотношение (8.1) позволяет из множества сформированных вариантов выбрать один или несколько лучших с указанием глубин резания, подач и скорости резания по технологическим переходам, а также заготовку.
К третьему уровню сложности структурного синтеза ТП и его элементов также относят задачи целочисленного программирования; при этом программировании к требованиям линейности критерия и ограничений добавляется условие целочисленности переменных. Например, имеющуюся совокупность {р} переходов необходимо распределить по позициям станка (вертикального или горизонтального многошпиндельных токарных полуавтоматов, пруткового автомата и др.), для чего вводят переменные
| 1, если i-й переход выполняется на j-й позиции; |
| 0- в противном случае, |
xij={

где i = 1,2, ...,p; j = 1, 2,..., т.
При этом учитывают основные группы ограничений, связанных:
1) с необходимостью закрепления определенных переходов за позициями станка:
 ,
,
где Аi — множество индексов позиций, на которых может быть выполнен i-й переход;
2) с требованием определенной очередности выполнения переходов:
xij ≤  для всех i/
для всех i/ 
где Вi — множество индексов переходов, без выполнения которых нельзя выполнить переход с индексом i;
3) с возможностью совмещения нескольких переходов на одной позиции  при котором суммирование ведется по индексам рассматриваемых переходов. Целое число k означает количество совмещенных на одной позиции переходов.
при котором суммирование ведется по индексам рассматриваемых переходов. Целое число k означает количество совмещенных на одной позиции переходов.
Если при указанных ограничениях требуется найти минимум целевой функции
Z =  (8.2)
(8.2)
(где Сij — себестоимость i-го перехода на позиции j), то задачу целочисленного программирования с булевыми переменными можно решить методом частичного перебора (аддитивный алгоритм).
Задачи структурного синтеза четвертого уровня сложности (выбор вариантов во множестве с заранее неизвестным числом элементов или вообще в бесконечном множестве) решаются при активном участии технолога-проектировщика и реализуются в режиме диалога с ЭВМ. Например, при проектировании инструментальной наладки для пруткового автомата в режиме диалога устанавливается определенный порядок взаимодействия технолога и машины (рис. 8.6). Технолог, работающий в режиме диалога с ЭВМ, выбирает такой вариант структуры, который представляет собой оптимальный компромисс между производительностью работы автомата и вероятностью обеспечения заданного качества обрабатываемой детали. ЭВМ помогает технологу принять решение об изменении структуры, рассчитав по программе режимы резания и производительность автомата.
Общую трудоемкость проектирования наладки можно уменьшить с помощью перехода от диалогового режима к пакетному. Подобные задачи решают путем применения процедур обучения (процедур формирования понятий). В качестве процедур обучения используют программы распознавания и классификации. При этом происходит перераспределение рутинной и творческой работы при использовании пакетного режима более высокого уровня, технолог занимается подготовкой исходных данных и проверяет окончательный результат.
Пятый, самый сложный, уровень структурного синтеза направлен на создание принципиально новых ТП и решается так называемым поисковым конструированием (искусственный интеллект).
Одним из путей поискового конструирования является использование метода эвристических приемов:
уяснение или формулирование технического задания (ТЗ);
выбор одного или нескольких аналогов (прототипов) ТП;
анализ прототипов.
Выявление их недостатков и формулирование постановки задачи в виде ответов на вопросы:
а) каковы показатели качества в прототипе синтезирующего ТП и насколько желательно их улучшить;
б) какие новые параметры качества детали должен обеспечить создаваемый ТП и какие параметры качества должен утратить рассматриваемый прототип;
в) решение задачи.
Большие трудности, возникающие при поисковом конструировании и эвристическом программировании, привели к появлению экспертных систем.
Рис. 8.6. Схема взаимодействия технолога-проектировщика и ЭВМ при проектировании автоматной операции
 В основе экспертных систем лежит БД, используемая экспертом (технологом-пользователем) в режиме диалога. Недостатком таких систем явилась зависимость качества проектных технологических решений (в частности, проектирование маршрутной и операционной технологий) от уровня подготовки эксперта. Другой недостаток заключается в ограничении круга решаемых задач из-за размерности.
В основе экспертных систем лежит БД, используемая экспертом (технологом-пользователем) в режиме диалога. Недостатком таких систем явилась зависимость качества проектных технологических решений (в частности, проектирование маршрутной и операционной технологий) от уровня подготовки эксперта. Другой недостаток заключается в ограничении круга решаемых задач из-за размерности.
Необходимость повышения уровня интеллектуализации автоматизированного процесса синтез
Дата добавления: 2016-10-26; просмотров: 4353;
Поиск по сайту
Узнать еще
- AMD Opteron (Socket 940), Intel Xeon Dempsey и Xeon Woodcrest (Socket 771): популярные серверные двуядерные процессоры.
- I-s диаграмма рабочего процесса ГТД
- I. Диалектический характер процесса познания
- I.1.3 ТЕРМОДИНАМИЧЕСКИЙ ПРОЦЕСС. ИЗОПРОЦЕССЫ
- I.2.3 ПЕРВЫЙ ЗАКОН (НАЧАЛО) ТЕРМОДИНАМИКИ. ПРИМЕНЕНИЕ ПЕРВОГО ЗАКОНА ТЕРМОДИНАМИКИ К ИЗОПРОЦЕССАМ
- Intel - первый производитель, представивший четырёхядерные процессоры. Clovertown собирается из двух двуядерных кристаллов Woodcrest, помещённых в одну упаковку.
- N в процессе иммунного ответа антигенам 1-го класса принадлежит ведущая роль во взаимодействии между клеткой-эффектором (Т киллеры) и клеткой-«мишенью»
- N Новизна и оригинальность процесса или результата

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
