Приложение 1. Плакаты для методической разработке урока по Технологии обработки металлов в 5 классе.
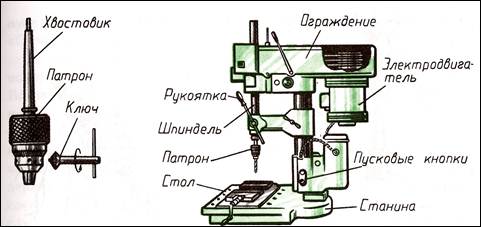
Устройство сверлильного станка
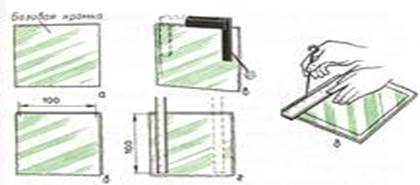
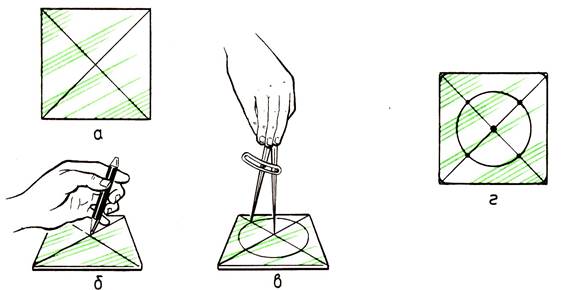
Разметка деталей
Виды заклепок
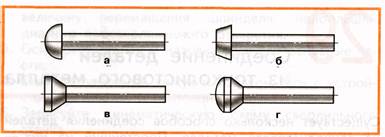
с полукруглой (а), плоской (б), потайной (б) и полупотайной (г) головками.
Этапы получения заклепочного соединения
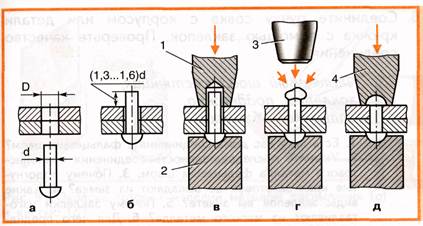
а — сверление отверстий; б — размещение заклепки в отверстии; в — осаживание заготовок;г — расклепывание замыкающей головки; д — формирование замыкающей головки (1—натяжка; 2—поддержка; 3— молоток; 4— обжимка).
Основные приемы резания тонколистового металла и проволоки
Тонколистовой металл разрезают ручными слесарными ножницами (рис. 69, а, б). В зависимости от формы лезвия ножницы бывают прямые (рис. 69, а) и кривые (рис. 69, б).
Прямые ножницы предназначены для резания заготовок по прямым линиям и кривым линиям небольшой кривизны, а кривые для вырезания в заготовках фасонных отверстий. Хорошо заточенные и отрегулированные ножницы должны резать бумагу.

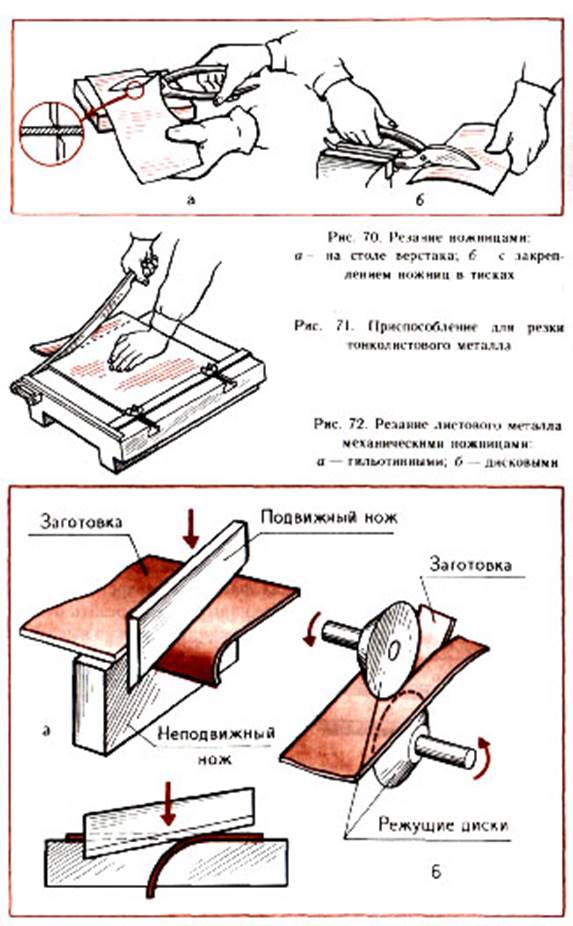
Резание тонколистового металла ножницами можно выполнять непосредственно на столе верстака вручную (рис. 70, а) и в тисках (рис. 70, б). При резании лезвие направляют точно по риске, а заготовку слегка приподнимают и прижимают к ножницам.
В учебных мастерских может применяться несложное приспобление для резки, сделанное руками учащихся под руководством учителя (рис. 71).
Для резания стальной, медной или алюминиевой проволоки диаметром до 3 мм применяют кусачки (см. рис. 69, в). Кусачки имеют ручки и губки. Лезвия губок двигаются навстречу друг другу перерезают проволоку.
После резания заготовок из листового металла и проволоки часто требуется их повторная правка. Затем опиливают (зачищают) острые кромки, притупляют острые углы и сравнивают размеры вырезанной заготовки с чертежными размерами с помощью линейки и угольника.
На заводах для разрезания листового металла и прутков большого диаметра применяют механические ножницы. Они бывают гильотинные и дисковые (рис. 72).
Процесс резания гильотинными ножницами такой же, как и при резании ручными ножницами. В дисковых ножницах листовой металл режется острыми краями вращающихся дисков.
Резку заготовок на предприятиях выполняют резчики металла. Они должны разбираться в устройстве механических ножниц, выполнять разметку заготовок по чертежам, хорошо знать свойства различных металлов и сплавов.
1. Обязательно надевать рукавицу на руку, удерживающую заготовку.
2. Слесарные ножницы надежно закреплять в тисках.
3. Не держать левую руку близко к ножницам и кусачкам, чюбы пальцы не попали под лезвие.
4. Подавать ножницы и кусачки товарищу нужно ручками от себя, а класть на стол — ручками к себе.
5. Если кусачками отрезается небольшой кусок проволоки, откусываемую часть направлять в сторону защитного экрана верстака.
Разметка тонколистового металла и проволоки
Для того чтобы правильно изготовить деталь, на поверхность заготовки наносят контуры будущего изделия в виде линий и точек с соблюдением чертежных размеров. Эта слесарная операция называется разметкой.
Разметка выполняется с помощью металлической масштабной линейки, слесарного угольника, чертилки, разметочного циркуля и кернера (рис. 65).
Слесарный угольник (рис. 65, б) применяется для разметки и проверки прямых углов.
Чертилка (рис. 65, в) представляет собой остро заточенный стальной стержень и служит для нанесения рисок (линий) на заготовку. Чертилки бывают различных конструкций.

Разметочный циркуль (рис. 65, г) позволяет наносить на заготовку окружности и дуги. Чтобы во время разметки ножки циркуля не скользили по заготовке, в центрах этих окружностей с помощью кернера наносят неглубокие лунки.
Перед разметкой требуется очистить заготовку от пыли и грязи. Размечать заготовку нужно так, чтобы как можно меньше металла уходило в отходы.
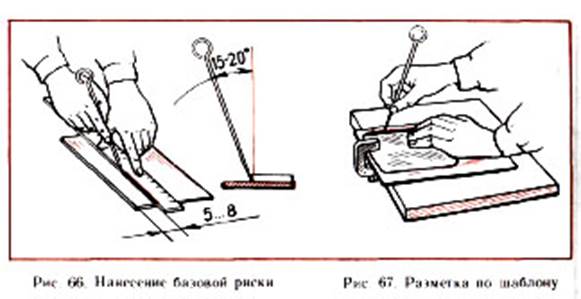
Pазметку выполняют по чертежу или по шаблону. Разметку по чертежу (детали из листового металла) начинают от самой ровной кромки заготовки. Если все кромки неровные, то проводят базовую линию (риску) и от нее выполняют дальнейшую разметку детали (рис ()()).
При проведении линий чертилку наклоняют в направлении движения и плотно прижимают к линейке (как карандаш при разметке заготовок из древесины). Водить чертилкой по одному и тому же месту более одного раза не следует, так как от этого линия разширяется и точность разметки снижается.
При нанесении окружностей разметочный циркуль также наклоняют в сторону движения, прилагая основное усилие к ножке,находящейся в центре окружности.
Если необходимо изготовить не одну, а несколько одинаковых деталей, то для их разметки применяют шаблон — плоскую деталь-образец. Шаблон плотно прижимают к заготовке рукой или струбциной (рис. 67) и обводят по контуру чертилкой.
На заводах разметку деталей выполняют слесари-разметчики. Шаблоны изготавливают слесари самой высокой квалификации — инструментальщики.
1. Не класть чертилку и разметочный циркуль в карман халата. Их можно держать только на верстаке.
2. Чтобы не поранить руки, подавать чертилку товарищу надо ручкой от себя, а класть на рабочее место — ручкой к себе.
Технология :Гибка тонколистового металла и проволоки
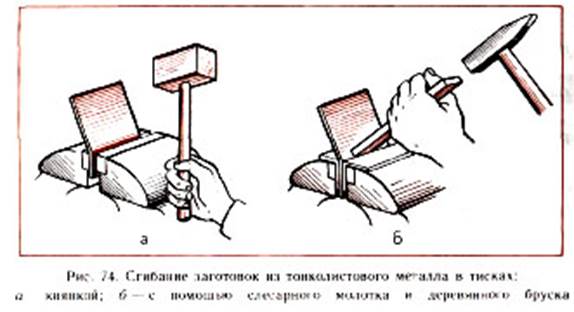
Гибка — слесарная операция, с помощью которой заготовке или ее части придается необходимая форма. Гибку небольших заготовок из тонколистового металла выполняют в тисках. Чтобы не испортить поверхность заготовок, на губки тисков надевают нагубники. Заготовку в тисках закрепляют так, чтобы линия сгиба (разметочная риска) находилась на уровне нагубников.
Гибку выполняют киянкой (рис. 74, а). Можно пользоваться слесарным молотком, но удары следует наносить не по заготовке, а по деревянному бруску, который будет отгибать металл, не оставляя на нем вмятин (рис. 74, б). Первоначально легкими ударами сгибают края заготовки, а затем переходят к ее средней части.
Для гибки заготовок часто применяют оправки в виде брусков металла различной формы (рис. 75).
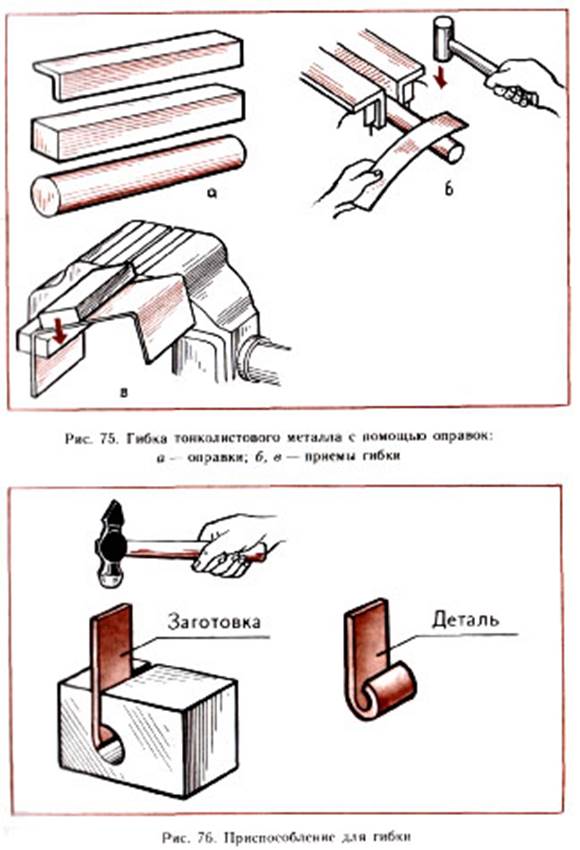
Если необходимо согнуть большое количество одинаковых деталей, пользуются специальными приспособлениями. Например, установив заготовку в прорезь приспособления, показанного на рис. 76, и ударяя по ней молотком, можно быстро получить деталь необходимой формы.
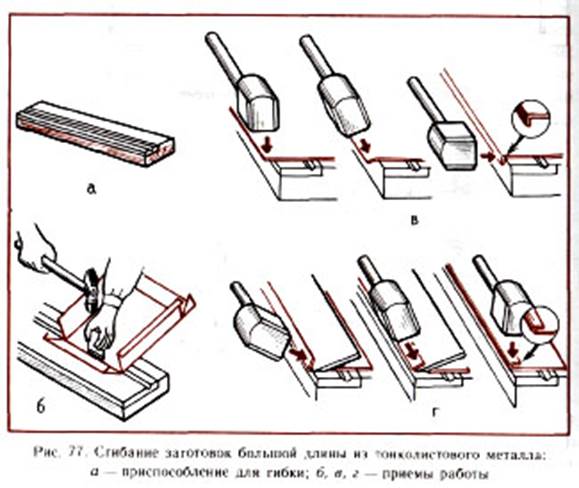
Заготовки большой длины можно гнуть в приспособлении, представляющем собой металлическую полосу, прикрепленную к деревянному брусу (рис. 77).
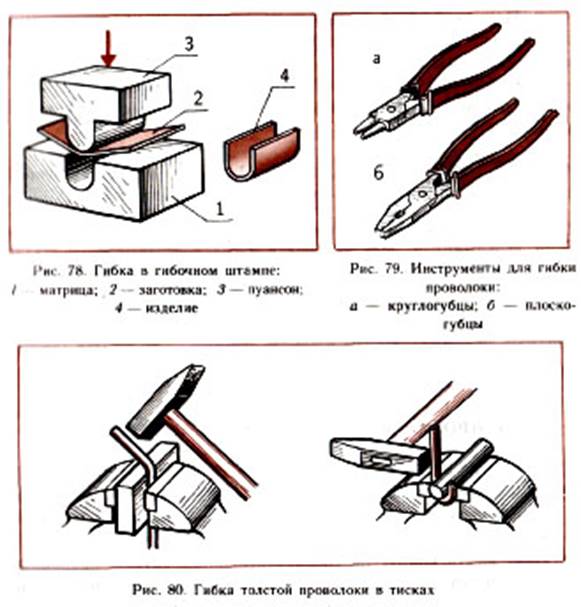
На заводах листовой металл сгибают в гибочных штампах (рис. 78) и на профилегибочных станах. Эту работу выполняют кузнецы и штамповщики.
При изготовлении изделий из проволоки для придания заготовке нужной формы также применяется операция гибки.
Проволоку диаметром до 3 мм сгибают плоскогубцами и круглогубцами (рис. 79). Плоскогубцы применяют, когда необходимо согнуть часть заготовки под нужным углом. Для сгибания деталей криволинейной формы применяют круглогубцы.
Толстую проволоку гнут в тисках с помощью оправок (рис. 80).
1. Работать только исправными киянкой и молотком.
2. Надежно закреплять заготовку в тисках.
3. Не стоять за спиной работающего.
4. Не класть оправки и инструменты на край верстака.
5. При гибке проволоки не держать левую руку близко к месту сгибе.
Дата добавления: 2016-06-22; просмотров: 3641;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- II. Сварка металлов
- II. Смазочные масла и пасты, употребляемые при обработке металлов
Публикации по технике и механике
Публикации по биологии
Публикации по информатике
Публикации по строительству
Публикации по физике
Публикации по химии
Публикации по электронике

Публикации по искусству
Публикации по истории
Публикации по медицине
