Перенос металла в дуге
Перенос металла влияет на устойчивость процесса сварки, разбрызгивание металла, формирование шва и интенсивность металлургических процессов в дуге и ванне. Вид переноса (табл. 2.1) определяется силами, действующими в дуге на каплю расплавленного электродного металла.
На расплавленный электродный металл в дуге действуют силы тяжести, поверхностного натяжения, электродинамические силы в жидком проводнике, реактивные силы и силы давления плазменных потоков.
Сила тяжести способствует переносу металла при сварке в нижнем положении и препятствует в потолочном положении. Она оказывает наибольшее влияние на перенос электродного металла при сварке на малых токах, когда электродинамические силы еще сравнительно невелики.
Силы поверхностного натяжения определяют форму капель жидкости, удерживают их на электроде, втягивают капли металла в жидкую сварочную ванну.
Сила поверхностного натяжения для капли жидкости радиусом R

где  — коэффициент поверхностного натяжения, равный отношению силы
— коэффициент поверхностного натяжения, равный отношению силы  , действующей на границу поверхностной пленки жидкости, к длине этой границы
, действующей на границу поверхностной пленки жидкости, к длине этой границы  .
.
Чем меньше  , тем мельче капли жидкости и вероятнее переход к мелкокапельному и струйному переносу металла. Коэффи-
, тем мельче капли жидкости и вероятнее переход к мелкокапельному и струйному переносу металла. Коэффи-
Таблица 2.1. Основные виды переноса металла при дуговой сварке
| Вид переноса | Типовой пример |
| Крупнокапельный с замыканиями дугового промежутка | Ручная сварка при j ≤102 А/мм2 |
| Мелкокапельный с замыканиями дугового промежутка | Механизированная сварка в СО2 |
| Мелкокапельный без замыканий дугового промежутка | Сварка под флюсом при j >103 А/мм2 |
| Струйный | Сварка в инертных газах тонкой проволокой при j >103 А/мм2 |
| Парами металла | Все виды сварки плавящимися электродами как дополнение к другим видам переноса |
циент поверхностного натяжения а для ряда металлов имеет следующие значения:
| Металл | Mg | Zn | Аl | Сu | Fe | Ti |
| α, Н/м | 0,65 | 0,77 | 0,9 | 1,15 | 1,22 | 1,51 |
| Металл | Mo | W | Сталь 18-8 | Сварочный шлак | ||
| α, Н/м | 2,25 | 2,68 | 1,10 | 0,30...0,40 |
Отметим, что при увеличении содержания азота в стали с 0,02 до 0,25% значение α возрастает с 1,10 до 2,50 Н/м.
Газы и шлаки, контактирующие с расплавленным металлом, изменяют его поверхностное натяжение. Оксиды уменьшают силу поверхностного натяжения, поэтому при сварке в смеси защитных газов для облегчения перехода к струйному переносу металла добавляют до 5 % кислорода.
При увеличении плотности тока (j > 20 А/мм2) может начаться кипение капли, снижающее α и способствующее струйному переносу металла (электрокапиллярный эффект). При сварке на обратной полярности перегрев наступает при меньших плотностях тока, чем на прямой полярности, что облегчает переход к мелкокапельному и струйному переносу металла.
Электродинамические силы пинч-эффекта существенно влияют на перенос металла. При небольших токах, когда эти силы малы, преобладает крупнокапельный перенос, а при значительных токах, когда возникают плазменные потоки от областей сужения столба, — струйный.
Средний размер капель уменьшается с увеличением плотности тока. При некотором ее значении, называемом критическим (при сварке на обратной полярности оно ниже, чем на прямой), крупнокапельный перенос металла переходит в струйный (рис. 2.14). Охват дугой конца электрода способствует струйному переносу с анода.
Реактивные силы, вызываемые давлением паров, препятствуют отрыву капли и могут затруднить переход к струйному переносу металла. При сварке на обратной полярности реактивное давление паров меньше, чем на прямой (так как  <
<  ), и струйный перенос металла возникает при меньших силах тока. Сила реактивного давления паров, действующая на каплю металла при сварке, пропорциональна квадрату сварочного тока:
), и струйный перенос металла возникает при меньших силах тока. Сила реактивного давления паров, действующая на каплю металла при сварке, пропорциональна квадрату сварочного тока:

где коэффициент  = 100...500 нН/А2 для прямой полярности и < 30 нН/А2 — для обратной полярности.
= 100...500 нН/А2 для прямой полярности и < 30 нН/А2 — для обратной полярности.
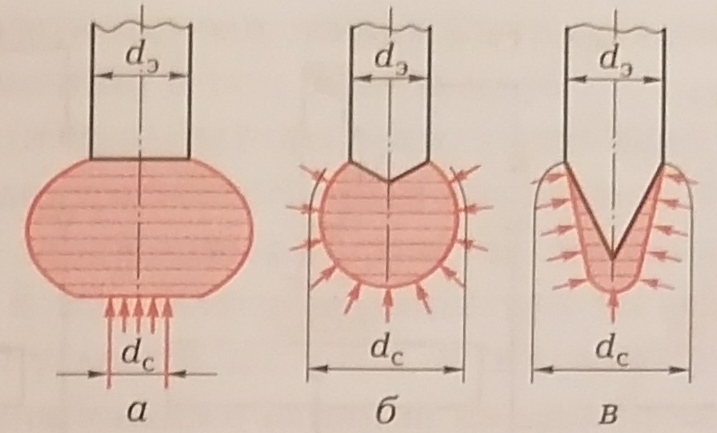
Рис. 2.14. Схема перехода крупнокапельного переноса в струйный:
а — малая плотность тока; б — средние значения плотности тока; в — плотность тока выше критической; dэ, dc — диаметры электрода и столба дуги
Силы давления плазменных потоков также могут существенно влиять на перенос металла в дуге. Анодный поток затрудняет его перенос, вызывая смещение капли металла в сторону или даже ее подъем над уровнем торца электрода. Влияние катодного потока аналогично, если дуга не охватывает конец электрода, что имеет место при сварке в аргоне, а стягивается в пятно на поверхности капли в связи с увеличением степени сжатия сварочной дуги из-за охлаждения, как при сварке в СО2 (рис. 2.14, а). При сварке в среде молекулярных газов (азот, углекислый газ) практически обеспечить струйный перенос металла очень трудно.
Вопросы для самоконтроля
1. На что влияет перенос металла?
2. Чем определяется перенос металла?
3. Какие силы действуют на расплавленный электродный металл в дуге?
4. Как можно облегчить переход к мелкокапельному и струйному переносу?
| <== предыдущая лекция | | | следующая лекция ==> |
| Классическая дилемма заключенного | | | Строительные работы и процессы |
Дата добавления: 2021-09-25; просмотров: 628;
Поиск по сайту
Узнать еще
- Амортизационные отчисления производятся только до полного переноса стоимости основных фондов на себестоимость продукции.
- Анализ переноса и сопротивления — аналитическая психотерапия как эмоциональный опыт
- Аналогия представляет собой вид умозаключения, в котором знания об одном предмете переносятся на предмет другой природы на основании наличия сходства между ними.
- Аппаратная зависимость и переносимость ОС
- Атрибуции при переносе возбуждения
- В целях рационального использования работниками выходных и нерабочих праздничных дней Правительство Российской Федерации вправе переносить выходные дни на другие дни.
- Взаимодействие (перенос) навыков.
- Виды переноса теплоты

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
