СУЩНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ЛИТЬЯ
Технологии литейного производства на современном этапе позволяют получать изделия с высокими эксплуатационными свойствами. Отливки надежно работают в реактивных двигателях, атомных энергетических установках и других машинах ответственного назначения. Они используются в изготовлении строительных конструкций, станочного и прессового оборудования, морских судов, деталей бытового оборудования.
Под литейным методом понимают процесс получение заготовок путем заливки расплавленного металла заданного химического состава в литейную форму, полость которой имеет конфигурацию заготовки.
В современном литейном производстве наиболее часто применяются два основных способа:
· литье в песчаные формы,
· специальные способы литья.
Литье в песчаные формы является самым распространенным способом изготовления отливок. Этим способом изготавливают отливки из чугуна, стали, цветных металлов в широком диапазоне весов и размеров. Сущность этого процесса заключается в получении отливок из расплавленного металла, затвердевшего в формах, которые изготовлены из формовочных смесей путем уплотнения с использованием модельного комплекта.
Этапы технологического процесса изготовления отливок в песчаных формах представлены на рисунке 17.1.
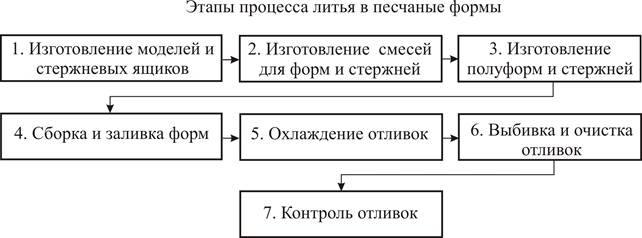
Рис. 17.1. Этапы технологического процесса изготовления отливок в песчано-глинистых формах
Под литейной моделью (рис. 17.2) понимают приспособление, с помощью которого в литейной форме получают отпечаток, соответствующий конфигурации и размерам отливки.
Применяют модели разъемные и неразъемные, деревянные, металлические и пластмассовые. На рисунке 17.2, б показана модель для литья в песчано-глинистую форму изготовленная самым современным способом – прототипированием.
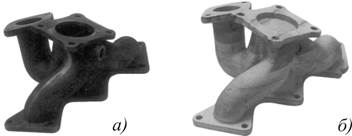
Рис. 17.2. Деталь, полученная литьем в песчано-глинистую форму (а) и ее литейная модель (б)
· Под стержневым ящиком (рис. 17.3) понимают формообразующее изделие, имеющее рабочую полость для получения в ней литейного стержня нужных размеров и очертаний из стержневой смеси. Литейные стержни устанавливают для образования: полостей, отверстий, иных сложных контуров заготовки.
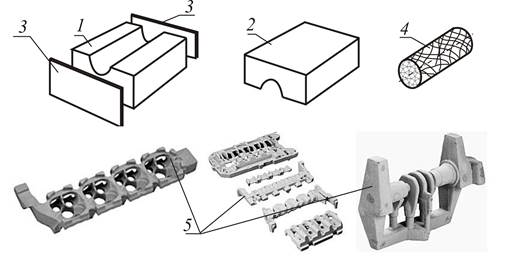
Рис. 17.3. Стержневой ящик: 1,2 - полуформы ящика, 3 - фрагмент опоки, 4 - готовый стержень, 5 - виды стержней в машиностроении
Для приготовления смесей используются природные и искусственные материалы. Обычно используется кварцевый или цирконовый песок и связующие добавки. Добавки обеспечивают прочность, пластичность и термическую устойчивость формовочной смеси.
Приготовление формовочной смеси включает несколько операций: перемешивание компонентов смеси, увлажнение и разрыхление.
Изготовление литейных форм по своей физической сущности аналогично строительству норок ребенком в песочнице. Ребенок кладет одну руку на песок, засыпает ее сверху и утрамбовывает его второй рукой. После утрамбовки песка ребенок вытаскивает руку из него и там остается "норка", по размерам и форме напоминающая его засыпаемую песком руку.
В реальной технологии литья вместо руки ребенка используется модель того изделия, которое будут отливать. Литейная форма обычно состоит из верхней и нижней полуформ, которые изготавливаются в опоках. Основные операции изготовления литейных форм показаны на рисунке 17.4.
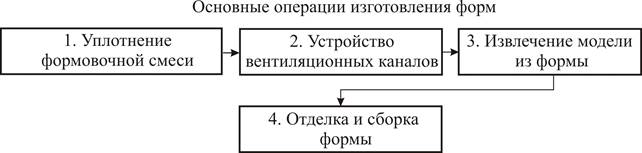
Рис. 17.4. Основные операции изготовления литейных форм
Форму собирают и заливают расплавленным металлом. Заливка осуществляется из ковшей чайникового, барабанного и других типов. Литейную форму заливают расплавленным металлом через литниковую систему. Под литниковой системой понимают совокупность каналов и резервуаров, по которым расплав поступает из разливочного ковша в полость формы.
Процесс охлаждения отливок длится от нескольких минут (для небольших тонкостенных отливок) до нескольких суток и недель (для крупных толстостенных отливок). Для сокращения продолжительности охлаждения используют методы принудительного охлаждения водой или воздухом.
Выбивка отливки – это процесс удаления затвердевшей и охлажденной до определенной температуры отливки из литейной формы, при этом литейная форма разрушается. Осуществляют на специальных выбивных установках.
Обрубка отливок – это процесс удаления с отливки прибылей, литников, выпоров и заливов по месту сопряжения полуформ. После обрубки отливки зачищают.
Очистка отливок – это процесс удаления пригара, остатков формовочной и стержневой смесей с наружных и внутренних поверхностей отливок. Осуществляется в галтовочных барабанах, в гидропескоструйных и дробеметных камерах, а также химической или электрохимической обработкой.
Несмотря на универсальность и относительную дешевизну, процесс литья в песчаные формы связан с большим грузопотоком вспомогательных материалов и высокой трудоемкостью. 15-20% массы заготовки превращается в стружку при последующей механической обработке.
Переход к специальным способам литья дает возможность снизить припуски на механическую обработку и количество стружки до 5-7%.
Специальные способы литья позволяют:
· получать отливки повышенной точности и с более высокими показателями чистоты поверхности,
· снижать расходы на материалы формовочных смесей.
В современном машиностроительном производстве существуют более 50 способов специального литья, отличающихся от литья в песчаные формы следующими признаками:
- конструкцией литейных форм,
- материалом литейных форм,
- использованием внешних воздействий для заполнения форм и т.д.
Наиболее распространенные специальные способы литья показаны на рисунке.17.5.

Рис. 17.5. Специальные способы литья
· ЛИТЬЕ ПОД ДАВЛЕНИЕМ – это процесс литья, когда расплавленный материал подается в литейную форму под достаточно большим давлением, что позволяет значительно снизить риск получения брака в виде раковин и пористости, (рис. 17.6). Сначала металл доставляется в камеру прессования (рис.17.6, а), затем подается в полость пресс-формы (рис.17.6, б). После затвердевания отливки пресс-форма раскрывается, стержень извлекается, и отливка удаляется из рабочей полости пресс-формы (рис. 17.8,в).
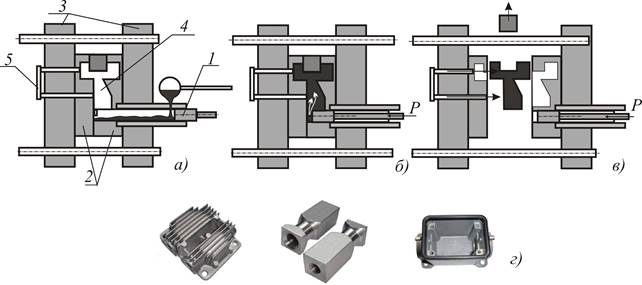
Рис.17.6. Схема процесса литья под давлением: заливка металла (а), прессование (б), извлечение заготовки (в), заготовки, полученные этим способом (г); 1- поршень давления, 2 - части формы, 3 - поддерживающие элементы, 4 - полость пресс-формы, 5- выталкиватель
ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ – это процесс, когда модели изготавливают в пресс-формах из легкоплавкого материала (воск или стеарин) (рис. 17.7, а), которые попеременно погружают в клеевой состав и в "кипящий" песок, наращивая тем самым слой склеенного песка на поверхностях моделей. Затем все это помещают в печь или кипяток, где легкоплавкий материал моделей расплавляется и вытекает из форм и они помещаются в печь для прокаливания.
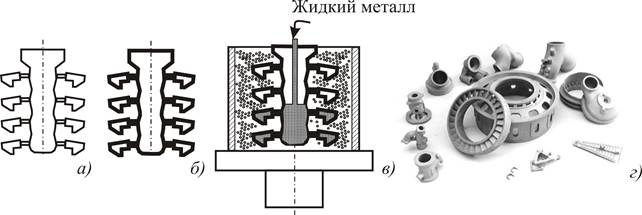
Рис. 17.7.Сзема процесса по выплавляемым моделям: восковая модель (а), оболочковая форма (б), процесс заливки (в), заготовки, полученные данным способом (г)
Получается прочная, но хрупкая оболочка (рис. 17.7, б), в которую заливают расплавленный материал (рис. 17.7, в), а после затвердевания отливки форма легко разрушается от небольшой динамической нагрузки, например, от удара молотком или от небольшого нажатия прессом.
ЛИТЬЕ В ОБОЛОЧКОВЫЕ ФОРМЫ по технологии процесса изготовления литейных форм такая же, как и по выплавляемым моделям, но сами модели делают так же, как для литья в песчаные формы. Это позволяет делать литейные формы по простой и дешевой технологии и получать крупногабаритные отливки, но производительность процесса значительно ниже, чем при литье по выплавляемым моделям.
ЛИТЬЕ В КОКИЛЬ – это процесс литья в металлическую форму многоразового использования, что обеспечивает достаточно высокую производительность процесса, но требует гораздо больших затрат на ее изготовление.
ЦЕНТРОБЕЖНОЕ ЛИТЬЕ – это процесс, когда литейная форма должна вращаться при подаче в нее расплавленного материала, который под действием центробежных сил прижимается к стенкам формы (рис. 17.8).
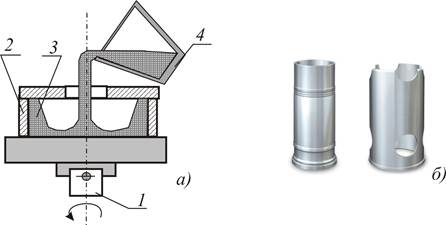
Рис. 17.8. Схема процесса вертикального центробежного литья (а), заготовки, полученные этим способом (б); 1- двигатель для вращения, 2 - изложница, 3 - расплавленный металл, 4 - ковш
Центробежные силы способствуют уплотнению материала отливки, снижая риск получения брака в виде пористости и раковин. Эта технология позволяет получать многослойные отливки из различных материалов.
При непрерывном литье расплавленный металл из металлоприемника через графитовую насадку поступает в водоохлаждаемый кристаллизатор и затвердевает в виде отливки, которая вытягивается специальным устройством.
Для производства отливок специальными способами литья чаще всего используют:
· серые, высокопрочные и ковкие чугуны;
· углеродистые и легированные стали;
· медные (бронзы и латуни), цинковые, алюминиевые и магниевые сплавы;
· сплавы тугоплавких металлов (титан, молибден, вольфрам).
Преимуществами специальных способов литья являются:
· изготовление заготовок с высокой весовой точностью (для специальных способов литья);
· изготовление отливок практически неограниченных габаритов и массы;
· получение заготовок из сплавов, неподдающихся пластической деформации и трудно обрабатываемых резанием (магниты).
Наиболее подробно с некоторыми процессами литья Вы познакомитесь на лабораторных работах.
| <== предыдущая лекция | | | следующая лекция ==> |
| Физиологические основы машинного доения | | | Момент силы. Момент импульса. |
Дата добавления: 2017-03-12; просмотров: 6374;
Поиск по сайту
Узнать еще
- I. Политический режим: понятие, сущность и основные типы.
- Автоматическое регулирование непрерывных процессов.
- АВТОНОМНАЯ САМОРЕГУЛЯЦИЯ ФЕРМЕНТАТИВНЫХ ПРОЦЕССОВ
- Агранулоцитоз. Сущность понятия. Виды
- Алгоритм программы расчета технико-технологических параметров процесса цементирования на ПЭВМ
- Анализ вариабельности технологических систем(ТС).
- Анализ выходных процессов
- Анализ выходных процессов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
