С сечением в форме прямоугольника, квадрата и в форме круга
Разработка технологий изготовления электродов-инструментов для микроэлектроэрозионной обработки
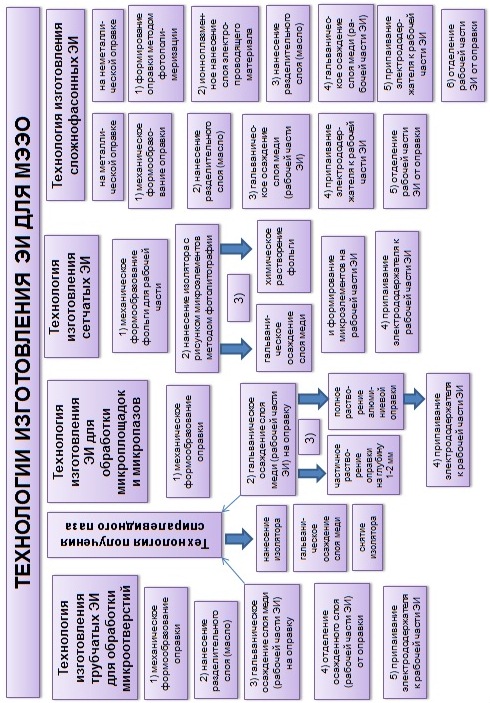
На основании анализа систематизации ЭИ для МЭЭО, а также теоретических и экспериментальных исследований процессов микроформообразования проведена систематизация технологий изготовления ЭИ для МЭЭО представленная на рисунке 5.1.
На основе теоретических и экспериментальных исследований разработаны технологии изготовления ЭИ для МЭЭО:
1) с различным поперечным сечением (прямоугольник, квадрат, круг);
2) со спиралевидным пазом, имеющим микрометровую ширину и глубину;
3) с МЭ на рабочей части в форме квадратов, треугольников, прямоугольников и микроэлементов сложной формы;
4) тонкостенных ЭИ для микроэлектроэрозионной трепанации и для формирования микропазов шириной менее 100 мкм;
5) сложнофасонных ЭИ с объемными МЭ на рабочей части.
Изготовление ЭИ с микроэлементами на рабочей части может быть реализовано в несколько этапов:
1) изготовление рабочей части ЭИ, имеющей на своей поверхности микроэлементы различной формы и размеров;
2) изготовление электрододержателя, на котором крепится рабочая часть ЭИ, и который имеет элементы для крепления к приводу станка;
3) операция сборки, на которой происходит соединение рабочей части ЭИ с электрододержателем (пайкой, сваркой и т.д.).

Технология изготовления трубчатых электродов-инструментов
с сечением в форме прямоугольника, квадрата и в форме круга
Исходя из проведенных выше теоретических и экспериментальных исследований, изготовление трубчатых электродов-инструментов необходимо проводить по следующей технологии:
1) отрезка алюминиевой заготовки(будущей оправки) с профилем нужной формы на заданную длину в зависимости от необходимой длины ЭИ;
2) шлифовка поверхностей оправки до шероховатости Ra1,6;
3) обезжиривание поверхностей оправки (ацетоном, спиртом и т. п.);
4) нанесения слоя меди заданной толщины на алюминиевую оправку (использовать электролит меднения CuSO4 ·5Н2О – 180 г/л; H2SO4 – 40 г/л; H3BO3 – 40 г/л);
5) вытравливание алюминиевой оправки в 20%-ном растворе КОН при температуре 70-80 ºС.
По данной технологии необходимо вести формирование ЭИ с толщиной стенки от 0,1 мм и выше.
Для получения спиралевидного паза на боковой поверхности оправки необходимо:
1) нанесение изолятора на поверхность нанесенного слоя меди;
2) осаждение слоя меди на поверхности незащищенные изолятором;
3) снятие изолятора.
Дата добавления: 2022-05-27; просмотров: 114;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
